simufact钣金冲压及焊接一体化仿真要点
基于Flexsim的冲压线的建模与仿真
现代机械 2008年第 3期
中。
图 中 库 所 、变 迁 、
决策 点 的 含 义 解 释 如
下:
w2
,
ω 1
:
空
闲
工
人
库所 ; m1 , m2 表示空闲
工人数目 。
p1 , p2 , p3 : 零 件 输 入缓冲区等待库所 。 p1 库所上面没有变迁 , 所 以其中的 令 牌 lp 是 来 自输入的冲压计划 ; 而
对整条冲压线建模需要把所有机器的状态变化全部 表示出来 ,但是每个机器的状态变化类似 ,这里由于文章 篇幅有限只给出一条冲压线的第一 、第二个冲压机器之间 的 ESHLEP2N 模型 。其它机器之间的 ESHLEP2N 模型只 是对它的串级扩展 。图 2 是该两个机器的 ESHLEP2N 关 系模型 [ 4 ] 。
M odeling and S im ula tion of Pressing L ine Ba sed on Flexsim
ZO U L vlong
Abstract: A ccording to the step s of building p roduct line using Flexsim , this paper builds the ESHLEP2N model of p ressing ma2 chines at first, then studies the interface technology between the token, transition, rule in ESHLEP2N model of p ressing machines. In the building Flexsim model, it analyzes the changing mould p rocess using objects of Flexsim. Finally, It comp letes the Flexsim models of p ressing line.
simufact.welding焊接软件操作
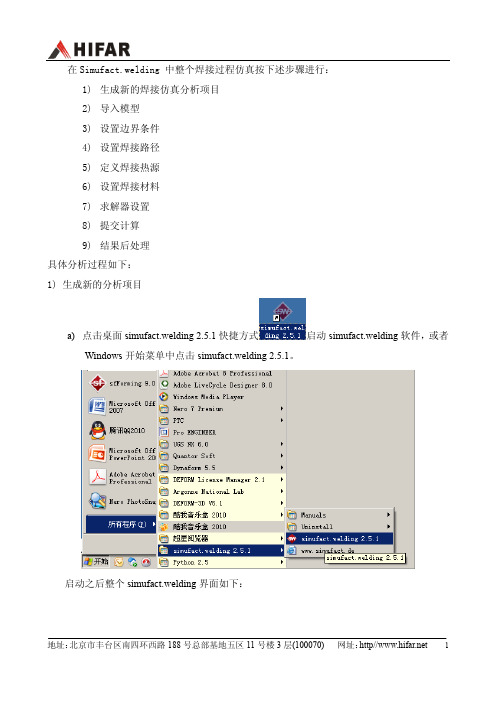
在Simufact.welding 中整个焊接过程仿真按下述步骤进行:1)生成新的焊接仿真分析项目2)导入模型3)设置边界条件4)设置焊接路径5)定义焊接热源6)设置焊接材料7)求解器设置8)提交计算9)结果后处理具体分析过程如下:1)生成新的分析项目a)点击桌面simufact.welding 2.5.1快捷方式启动simufact.welding软件,或者Windows开始菜单中点击simufact.welding 2.5.1。
启动之后整个simufact.welding界面如下:b)选择并按下extras→settings菜单。
c)弹出settings对话框,选择units/unit system。
Simufact.Welding焊接仿真软件提供五种单位制形式:International system of units (SI system)SI-mm unit systemImperial unit system——英制单位United States Customary System——美制单位User-defined unit system选择user-defined unit system,自行设置单位。
比较重要的单位:时间(s)、温度(℃)、长度(mm)和压强(MPa),设置好之后点击apply。
d)点击directories设置存储路径。
点击按钮弹出对话框,设置存储路径,也可进行其它路径的设置,点击apply,点击OK,关闭settings窗口。
e)点击菜单栏project→new新建分析项目。
输入项目名称。
此名称不能超过20个字符,且字符范围为:“A-Z”,“a-z”、“0-9”和连字符。
点击OK。
弹出分析项目设置对话框,可在窗口右端description中输入此分析项目的相关信息,其他设置如下:设置周围环境温度ambient temperature、重力加速度gravity、求解器solver及仿真所需模型部件components 数量的设置。
simufact热处理及微观组织仿真

保温26小时
冷却50小时
保温25小时
加热78小时
保温26小时
-30-
Copyright © 2010 Sili-tech (Beijing) Co.,Ltd. All rights reserved. Proprietary and Confidential
温度场结果(B转子)
冷却50小时
保温30小时
Simufact.heat treatment
95号节点在xyz方向的变形大小
104号节点在xyz方向的变形大小
simufact.material
Copyright © 2010 Sili-tech (Beijing) Co.,Ltd. All rights reserved. Proprietary and Confidential
Simufact.heat treatment
其他热处理案例
simufact.material
Copyright © 2010 Sili-tech (Beijing) Co.,Ltd. All rights reserved. Proprietary and Confidential
考虑感应线圈尺寸形状的影响
-25-
后处理动画(A转子温度场)
左侧温度范围自动变化
Copyright © 2010 Sili-tech (Beijing) Co.,Ltd. All rights reserved. Proprietary and Confidential
-26-
后处理动画(A转子应力场)
固定左侧应力范围:0~700
-23-
等效应力场结果(A转子)
Copyright © 2010 Sili-tech (Beijing) Co.,Ltd. All rights reserved. Proprietary and Confidential
simufact.welding焊接模拟教程.pdf
simufact.welding焊接模拟教程.pdfsimufact.welding焊接模拟教程案例文件,请使用simufact.welding3.1.0及以上版本打开之前一直都是发的forming的教程,而simufact.welding网上的资料相对较少,其实simufact.welding软件也是一款很不错的软件,以往我们做焊接非线性大多数都是用marc,但是marc那个不人性化的界面,以及建模的复杂,让新手们望而却步。
simufact基于marc 和ife.weldsim两个求解器,取长补短,开发了极易使用的模拟软件,今天我就带大家一起来体验一下吧。
欢迎捧场噢!1、打开simufact.welding3.1.0软件。
点击新建按钮创建一个新的仿真模拟。
2、在弹出的界面中设定工作名称及保存位置。
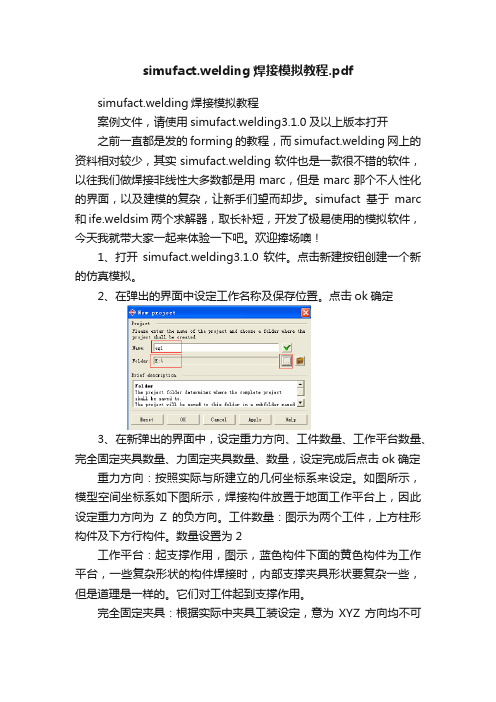
点击ok确定3、在新弹出的界面中,设定重力方向、工件数量、工作平台数量、完全固定夹具数量、力固定夹具数量、数量,设定完成后点击ok确定重力方向:按照实际与所建立的几何坐标系来设定。
如图所示,模型空间坐标系如下图所示,焊接构件放置于地面工作平台上,因此设定重力方向为Z的负方向。
工件数量:图示为两个工件,上方柱形构件及下方行构件。
数量设置为2工作平台:起支撑作用,图示,蓝色构件下面的黄色构件为工作平台,一些复杂形状的构件焊接时,内部支撑夹具形状要复杂一些,但是道理是一样的。
它们对工件起到支撑作用。
完全固定夹具:根据实际中夹具工装设定,意为XYZ方向均不可动。
里固定:施加一定的力,使工件固定。
如图示蓝色板类件上面的四个小圆柱,通过它们施加一定的力,让压在工作平台上。
数量:中用到的机械手数量,有些工艺需要多个机械手同时进行焊接,按照实际定义即可。
本案例为一个机械手,顺序焊接底部四条直线焊缝,没道焊缝之间间隔一段时间(机械手转向)。
4、在软件catalog空白区域点击鼠标右键,在弹出的对话框中选择Geometries(几何)——Import(导入),然后在弹出的对话框中选择要导入的几何模型,可以一次性导入所有模型,在后面弹出的单位选择对话框中选择你建模时所用的单位,然后将use for all geometries前面勾选,意为所有几何模型的单元都采用当前单位。
用Simufact.welding做焊接仿真
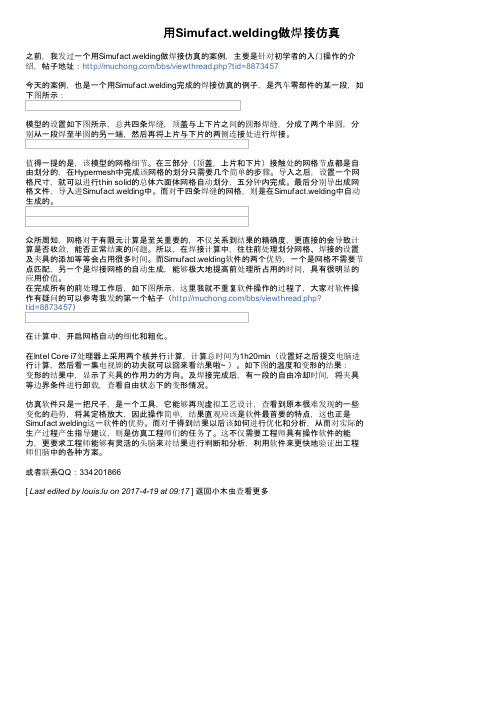
用Simufact.welding做焊接仿真之前,我发过一个用Simufact.welding做焊接仿真的案例,主要是针对初学者的入门操作的介绍,帖子地址:/bbs/viewthread.php?tid=8873457今天的案例,也是一个用Simufact.welding完成的焊接仿真的例子,是汽车零部件的某一段,如下图所示:模型的设置如下图所示,总共四条焊缝,顶盖与上下片之间的圆形焊缝,分成了两个半圆,分别从一段焊至半圆的另一端,然后再将上片与下片的两侧连接处进行焊接。
值得一提的是,该模型的网格细节。
在三部分(顶盖,上片和下片)接触处的网格节点都是自由划分的,在Hypermesh中完成该网格的划分只需要几个简单的步骤。
导入之后,设置一个网格尺寸,就可以进行thin solid的总体六面体网格自动划分,五分钟内完成。
最后分别导出成网格文件,导入进Simufact.welding中。
而对于四条焊缝的网格,则是在Simufact.welding中自动生成的。
众所周知,网格对于有限元计算是至关重要的,不仅关系到结果的精确度,更直接的会导致计算是否收敛,能否正常结束的问题。
所以,在焊接计算中,往往前处理划分网格、焊接的设置及夹具的添加等等会占用很多时间。
而Simufact.welding软件的两个优势,一个是网格不需要节点匹配,另一个是焊接网格的自动生成,能够极大地提高前处理所占用的时间,具有很明显的应用价值。
在完成所有的前处理工作后,如下图所示,这里我就不重复软件操作的过程了,大家对软件操作有疑问的可以参考我发的第一个帖子(/bbs/viewthread.php?tid=8873457)在计算中,开启网格自动的细化和粗化。
在Intel Core i7处理器上采用两个核并行计算,计算总时间为1h20min(设置好之后提交电脑进行计算,然后看一集电视剧的功夫就可以回来看结果啦~ )。
如下图的温度和变形的结果:变形的结果中,显示了夹具的作用力的方向。
基于Simufact的自冲铆接试验与仿真平台设计
接的板材'铆钉和凹 模 等 零 部 件 在 各 种 工 艺 条 件 下
进 行 计 算 机 模 拟 分 析 力1行 程 曲 线 和 失 效 形 式 等( 有 限 元 建 模 一 般 主 要 有 0 步 %模 型 建 立 '边 界 条 件 的 确定'有 限 元 计 算 流 程 分 析 和 模 拟 计 算 结 果 ( )!* !""4年!万淑敏 提 )0* 出 了 03 钢 表 面 热 处 理 和 $"$0 铝的本构方程(同年!岁 波)/*建 立 了 弹 塑 性 的 %8= 有限元模 型(!"## 年!严 柯 科 等 对 )3* 两 层 3"3! 铝 的单搭模型建立了 VS1AJB*的 二 维 仿 真!得 到 了 应 力1应变 云 图 和 时 间1载 荷 曲 线(!"#3 年!刘 福 龙
新 技 术 新 工 艺 设 计 与 计 算
设计
等 对 )$* 3"3!铝和 %8HH 钢 的 异 种 金 属 铆 接 建 立 了 VS1AJB*三 维 模 型!将 拉 伸 曲 线 简 化 为 双 限 行 力 学 模 型!测 试 了 自 冲 铆 连 接 材 料 的 工 程 应 力1应 变 特 性(
图/.'' 铆钉实测几何参数
表 ! K. 铆 钉 几 何 参 数 与 力 学 性 能 参 数 表
弹性模量&?8* 屈服强度&K8* 抗拉强度&K8* 延伸率&<
#55
..3
##."
#"
新 技 术 新 工 艺 设 计 与 计 算
新 技 术 新 工 艺 !"!# 年 第 $ 期
simufact钣金冲压及焊接一体化仿真

Simufact.forming钣金冲压及焊接一体化仿真整体解决方案西模发特信息科技(上海)有限公司2014年1月27日目录一、钣金冲压及焊接一体化仿真软件购买的必要性 (3)二、钣金冲压及焊接一体化仿真软件的组成部分和技术要求 (6)2.1、钣金冲压及焊接一体化仿真软件的主要组成部分 (6)2.2、钣金冲压及焊接一体化仿真软件的主要技术要求 (7)三、Simufact材料加工一体化仿真软件整体解决方案 (9)3.1 德国SIMUFACT ENGINEERING公司介绍 (9)3.2 Simufact材料加工一体化仿真软件介绍 (10)3.3 simufact软件工作原理 (12)3.4 simufact国内客户成功案例 (12)3.4.1钣金成形案例 (12)3.4.2旋压案例......................................................................... 错误!未定义书签。
3.4.3热处理案例..................................................................... 错误!未定义书签。
3.4.4焊接案例 (13)3.5 simufact软件推荐配置 ............................................................. 错误!未定义书签。
3.6 simufact硬件参考配置 (17)3.7售后服务能力介绍 (17)四、结论 (18)一、钣金冲压及焊接一体化仿真软件购买的必要性现实钣金冲压生产过程中大部分零部件都通过先冲压后焊接装配加工生产出来,首先,影响以上工艺的因素众多。
这些参数均会对零件本身产生影响,如果工装设计或工艺参数不合理,将会导致产品出现缺陷,造成人力和物力资源的浪费。
传统的冲压及焊接工艺工装设计主要依据经验数据,工作量大、周期长、效率低、费用高、缺少科学性和预见性。
SolidWorks三维设计及运动仿真实例教程 实例28 槽扣钣金设计

Solidworks
三维设计及运动仿真实例教程
教你玩转三维设计
实例28 槽扣钣金设计
28.2 槽扣钣金设计过程规划
钣金工具 槽扣钣金设计过程规划 槽扣钣金设计过程
槽扣钣金设计过程为: 绘制草图 创建基体法兰 创建边线法兰 切除孔 添加断裂边角 生成工程图
Solidworks
三维设计及运动仿真实例教程
显示钣金工具的方法
钣金工具出现在"选项卡"中
通过工具栏使钣金工具出现在绘图区左侧
主要钣金特征的定义及其操作步骤 通过自定义使钣金工具出现在绘图区左侧
钣金工具 槽扣钣金设计过程规划 槽扣钣金设计过程
显示钣金工具的方法
主要钣金特征的定义及其操作步骤
特征名称
特征定义
操作步骤
基体法兰/薄片
基体法兰是 新钣金零件的第 一个特征。其作 用是创建钣金零 件或将材料添加 到现有钣金零件。 基体法兰不仅生 成了零件最初的 实体,而且为以 后的钣金特征设 置了参数。
钣金工具 槽扣钣金设计过程规划 槽扣钣金设计过程
显示钣金工具的方法
主要钣金特征的定义及其操作步骤
特征名称
特征定义
操作步骤
边线法兰
边线法兰可 以利用钣金零件 的边线添加法兰, 还可以通过所选 边线设置法兰的 尺寸和方向,即 将壁插入到钣金 零件的边线。
钣金工具 槽扣钣金设计过程规划 槽扣钣金设计过程
3、启动命令。(2和3的顺序可以颠倒)
钣金工具 槽扣钣金设计过程规划 槽扣钣金设计过程
显示钣金工具的方法
主要钣金特征的定义及其操作步骤
特征名称
特征定义
操作步骤
在钣金零件
转折
中通过草图线生
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Simufact.forming钣金冲压及焊接一体化仿真整体解决方案西模发特信息科技(上海)有限公司2014年1月27日目录一、钣金冲压及焊接一体化仿真软件购买的必要性 (3)二、钣金冲压及焊接一体化仿真软件的组成部分和技术要求 (6)2.1、钣金冲压及焊接一体化仿真软件的主要组成部分 (6)2.2、钣金冲压及焊接一体化仿真软件的主要技术要求 (7)三、Simufact材料加工一体化仿真软件整体解决方案 (9)3.1 德国SIMUFACT ENGINEERING公司介绍 (9)3.2 Simufact材料加工一体化仿真软件介绍 (10)3.3 simufact软件工作原理 (12)3.4 simufact国内客户成功案例 (12)3.4.1钣金成形案例 (12)3.4.2旋压案例......................................................................... 错误!未定义书签。
3.4.3热处理案例..................................................................... 错误!未定义书签。
3.4.4焊接案例 (13)3.5 simufact软件推荐配置 ............................................................. 错误!未定义书签。
3.6 simufact硬件参考配置 (17)3.7售后服务能力介绍 (17)四、结论 (18)一、钣金冲压及焊接一体化仿真软件购买的必要性现实钣金冲压生产过程中大部分零部件都通过先冲压后焊接装配加工生产出来,首先,影响以上工艺的因素众多。
这些参数均会对零件本身产生影响,如果工装设计或工艺参数不合理,将会导致产品出现缺陷,造成人力和物力资源的浪费。
传统的冲压及焊接工艺工装设计主要依据经验数据,工作量大、周期长、效率低、费用高、缺少科学性和预见性。
我们通过实际的物理实验,往往需要多次实验才能得到较为合理的工装设计和工艺参数,对人力和物力的消耗极为巨大。
随着计算机技术在仿真领域中的广泛应用,材料加工过程的数值仿真技术也越来越显示出其优越性。
对冲压及焊接过程进行计算机模拟,可从以下几个方面显著地减少能耗和节约资源:(1)减少物理实验次数,节约能源及相关人力物力,提高工作效率(2)减少因物理实验或工艺不当造成的材料和模具损耗(3)减少工时(4)优化工艺路线,减少工艺步骤(5)缩短新产品研发时间,加快产品上市步伐(6)降低废料率,减少资源耗费(7)人力资源,在实际零部件的生产中,往往是多种工艺混合使用,从原材料到成品往往是一个工艺链,特别是结构件中的主要结构件,对产品质量要求极为严格,如果工艺链中的任何一种工艺出了问题,均会对最终的产品带来质量问题。
而以往的仿真软件无法对产品加工的工艺链仿真,只是局限于某一种工艺。
这种简化的模型由于没有考虑前一步工序的影响,将会导致计算结果与实际结果存在较大误差。
而德国Simufact公司开发的simufact钣金冲压及焊接工艺一体化仿真平台可以对钣金冲压及焊接进行模拟仿真,不同工序数据可以无缝链接,极大的提高了仿真模型与实际工艺链的吻合性及仿真的精确度。
为了提高贵厂在材料加工工艺设计优化方面的效率,缩短设计周期,减少成本,通过利用德国Simufact公司的专业的钣金冲压及焊接一体化工艺仿真模拟软件simufact 软件进行计算机仿真,使得工装和工艺参数的设计由经验型向科学计算型转变,提高材料加工工艺装备设计的科学性和精确性。
在现有生产工装不变的前提下,实现提高产品质量的目的。
simufact全工艺链仿真下图为两个零件先冲压,然后焊接装配的一体化仿真案例,如图所示,当不考虑冲压工艺影响时,计算出的应力与变形分布与考虑冲压成形影响的计算结果完全不同。
经过对比Z向变形可以发现,两种结果相差大约3倍。
(a)不考虑冲压成形影响(b)考虑冲压成形影响焊后塑性应力(a)不考虑冲压成形影响(b)考虑冲压成形影响焊后变形Z向变形对比表下图为拼焊板压弯案例,两块板先经过激光焊接,然后进行压弯。
如图所示,可以看出,整个工序成形完成后,最大应变出现在焊缝与成形模具接触处。
而不考虑焊接的影响时,最大应变并不是出现在该处位置。
等效应变分布综上所述,如果不考虑前一步工艺的影响,仿真结果必然不精确,给仿真带来极大的误差。
因此,我们极有必要在实际仿真时考虑上一步工艺对下一步工艺带来的影响。
因此,仿真也应该按照实际工序进行一体化仿真。
另外,实际结构中重要的钣金类结构件均为有一定厚度的中厚板材冲压而成,如果使用壳单元或膜单元仿真,势必对结果带来一定影响,比如:形状、应力、应变差值计算不精确。
如下图所示,对于有一定厚度的板材、管材进行仿真时,最好使用实体单元进行建模仿真,这样对于变形后零件的形状、零件中应力及应变等变量的差值计算有较高的精度。
二、钣金冲压及焊接一体化仿真软件的组成部分和技术要求2.1、钣金冲压及焊接一体化仿真软件的主要组成部分目前有限元工艺仿真软件主要由三部分组成,包括用户界面(GUI)、求解器及相关数据库,这三部分也直接决定了软件是否易用、求解是否稳定且精确及数据库是否全面,这三部分的主要功能如下:1、用户界面(GUI):用户操作界面,用户可使用软件界面进行自由锻工艺仿真有限元模型的建立,包括相关边界条件定义、几何模型导入、后处理结果查看等功能。
2、求解器(solver):在整个软件中担负计算功能,负责对前处理建立好的有限元模型进行计算并得出计算结果。
3、数据库:主要为材料数据库,设备数据库及边界条件等数据库。
2.2、钣金冲压及焊接一体化仿真软件的主要技术要求对于钣金冲压及焊接工艺仿真,要求软件能实现以下功能,从而帮助我们提高效率、节约材料、优化人力物力配置,提高产品精度、优化工艺:1、软件应采用windows风格界面,易学易操作,软件应包括前处理模块、求解器模块和结果显示模块。
2、软件应包含常用的钢材及有色金属等热处理模拟所需参数的材料库,并可以进行自定义材料库的扩充。
且软件可以考虑材料不同相成分的不同属性,使模拟结果更加精确。
具有和材料分析软件JMatPro的接口,可将JMatPro的材料数据导入进行模拟分析。
3、软件应能够进行全工艺链仿真,如:冲压工艺模拟的结果可以用于焊接工艺的仿真,方便进行一体化工艺模拟。
4、具有钣金冲压、锻造及焊接等专业仿真模块,便于用户完成钣金冲压、锻造及焊接材料加工工艺的材料非线性和接触边界非线性仿真分析,为工艺参数的制定和工装的设计提供相应指导。
预知加工结果(成形后的形状、材料的流动情况、预测相关缺陷)、优化成形工艺、预测加工过程中的组织转变、预测设备所受载荷。
5、软件应可以进行冷成形及热成形模拟,整个模拟过程均考虑热传导,包括工件与空气、工件与工装模具、工装模具与空气间的热传导。
6、软件可以进行四面体网格、六面体网格、实体壳单元的划分和重划分。
具有筒形回转体六面体网格自动划分专用工具。
软件具有实体/实体壳单元可以对中厚板冲压及旋压进行精确模拟。
7、热分析过程,包括结构热传导及外界环境的热对流和热辐射8、软件可以考虑焊接及热处理过程中的夹具及装卡条件,如:完全固定,支撑及受力等装卡条件。
9、软件可以采用CCT及TTT曲线对热处理工艺中的相变过程进行仿真,从而预测工件在热处理后的组织性能。
10、软件可以对模具定义弹簧,包括单个刚体上作用的弹簧,比如冲压工艺中的压边圈,也可定义刚体之间的弹簧。
11、软件应能进行气保焊、氩弧焊、激光焊及电子束等常见焊接工艺的仿真,且软件根据实际焊接工艺流程开发,具有中文界面,简单易用。
12、软件应能方便定义多个焊接机械手模型,每个焊接机械手均可以根据用户需求自行定义不同的焊接路径,且工艺间隙、传热和焊接时间、方向、路径等均可以通过程序进行修改。
焊接路径及热源方向能在全局或局部定义并在立体图上通过箭头显示。
13、软件应能对搭接焊进行仿真,考虑搭接焊时的接触非线性。
14、软件应能对焊缝热影响区网格进行自动细化,对于大型结构,细化后的网格可以在计算过程中随着温度的降低自动粗化。
15、软件对于传统低热流密度的焊接方法(如SMAW, GMAW等)可采用双椭球热源模型。
16、软件对于高能束焊接方法(如EBW, LBW等)可采用圆柱体热源模型(面体组合)。
17、软件的热源模型可以组合使用,且热源可以自动定位到焊缝表面。
18、软件不需要网格节点匹配。
19、软件可以导入实际焊接夹具模型,并可以考虑夹具于焊接构件之间的热传导。
20、软件对于非线性问题(几何、材料等)计算,应具有良好的收敛性,并能由用户来进行运算模型和时间步长的调整。
21、软件应能考虑材料加工过程中的大应变、大变形等非线性行为。
22、软件求解器应包含:直线迭代法求解器、稀疏矩阵求解器、混合迭代求解器、多波前法直接迭代求解器、共轭梯度迭代求解器、并行直接稀疏矩阵求解器等多种求解器。
23、软件应具有强大的后处理显示功能,并能满足如下要求:可以分不同时间段在不同节点、单元、高斯节点上显示不同的计算结果,并能将模拟结果以图片和动画方式保存。
可以制作任意结点处的各种结果曲线,并能将数据导出为excel格式进行处理。
可以显示残余应力、各向分应力、切应力、各向变形、总变形及温度场结果。
24、软件应支持WINDOWS 2000/XP/2007等主流操作系统25、软件可以运用Fortran等语言进行软件的二次开发。
三、Simufact材料加工一体化仿真软件整体解决方案3.1 德国SIMUFACT ENGINEERING公司介绍SIMUFACT ENGINEERING公司是世界知名的CAE软件及咨询服务公司,成立于1995 年,总部位于德国汉堡。
核心业务是金属成形、焊接及热处理工艺仿真软件的开发、维护及相关技术咨询服务。
公司不断汲取该领域最新的分析理论和仿真技术,引领全球金属成形工艺模拟技术的最新发展方向。
SIMUFACT公司一直以来就是美国MSC.Software公司的商业合作伙伴,为其金属成形工艺模拟软件提供源程序并进行开发。
2005年收购MSC.Software的MSC.Maufacturing (即以前的MSC.Superform和MSC.Superforge)软件,并在此基础上经高度整合研发出Simufact.forming及Simufact.welding软件,产品性能极大提升,使得高度复杂的金属成形工艺链仿真成为现实,标志制造业模拟仿真新时代的来临。
SIMUFACT公司在全球各地拥有分公司以及办事处。
SIMUFACT在中国的唯一总代理,西模发特信息科技(上海)有限公司,拥有独立的技术支持和售后服务能力,其专业的CAE技术人员和SIMUFACT全球技术研发和技术支持人员共同为国内外客户提供优秀的技术支持服务。