视觉焊缝跟踪系统
基于DSP的管道TIG焊焊缝跟踪系统
焊工 的经 验来选 择 。
1 焊 缝跟 踪 试 验 系 统
要 实现 管道焊接 的全 自动 化 ,首先 需要研 制焊缝 跟踪 系统 ,对焊 缝进行 识 别 ,并 通过调 节焊 炬位 置和 焊接 参 数来适应 各 种焊接 状态 。将视 觉传 感技术应 用 于焊缝 跟踪 是 当前 焊缝 跟踪 系统研 究 的主 流 。
本文 以水 下高压 管道 T I G焊 为背 景 , 提 出 了一种管 道焊缝 跟踪 系统 。该系统 包括 5轴 管道焊接 装 置及 其配 套 的控 制器 和视 觉传感 系统 ,可 以使焊炬 和视觉 传感 器 自动地 到达 即将焊接 的位 置 。视觉 传
0 引 言
在 海洋 石油 开发 中,诸如 钢塔 建造 以及水 、油 、气输送 等 工程项 目实 施要求 大规 模制造 和精确 地 焊接 管 道结构 。管 道焊接 中应 用最广 泛 的是 圆周 电弧焊 ,包 括打 底焊 和填 充焊 。管道坡 口的制造误 差 会 导致 变形和 偏心 ,且缝 隙大 小与焊 缝位 置不 匹配 。由于 打底成 形 的不规 则性 ,不 能将 焊接 参数和 焊 炬位 置 设置为恒 定 参数 。因此 , 实现 管道焊 接全 自动化 非常 困难 , 通 常需要 熟练 的焊 工进行 人工干 预 。
的清 晰程 度 ,有两个 办 法可 以用 来减 少这 种干 扰 【 5 ] ,一种 办法 是利 用某 一种 金属元 素 的线状 光谱来 过 滤氩 元 素 的线 状光 谱 ,这种 办 法要 求 带宽很 窄 的滤 光 镜 ;另一 种办 法是 过滤 线状光 谱 ,仅使 用强度 相 对较 低 的连续 光 谱 。 本文 中的滤 光系 统采 用 的是后 者 。 从 光谱 图上 可 以明显地 发现 , 在波 长大 于 8 6 0 n m 的近 红外 光谱 范 围 内,几乎 没有 线状 光谱 ,而连 续 光谱 的强度 也很 弱 ,如 图 2 f b ) 所 示 ,因此 ,这个 范
管道焊接激光视觉跟踪的定位方法研究
Vol48,No6 June,2018
文章编号:10015078(2018)06067507
·激光应用技术·
管道焊接激光视觉跟踪的定位方法研究
Abstract:InordertosolvetheproblemoftheidentificationandpositioningoftheVgrooveintheprocessofautomatic weldingofthelargepipeline,amultiplesteppositioningmethodbasedonlocalareaoflaservisionsensorispresen tedFirstly,thetemplatematchingisestablishedtoobtaintheinitialpositionoftheweldingseamThen,thelaser stripeedgelineisobtainedbythresholdsegmentationandedgeextraction;theShiTomasialgorithm isusedtodetect thecornerpointsoftheedgelines,andthesubpixelcornerpositioncoordinatesontheedgelineareobtainedFinal ly,theleastsquaresmethodisusedtogettheexactedgelineThecenterlineofthelaserstripeisextractedfromthe upperandlowerboundarylinesTheinflectionpointinformationofthegroovecontourisobtainedbygettingtheinter sectionofthestraightlineFiftyimagescapturedfromdifferentpositionsatthesameheightareinspectedTheresults showthatthemultiplesteppositioningmethodhasstrongantiinterferenceabilityandhighprecision,whichlaysthe foundationfortrackinginthewholeautomaticweldingprocess Keywords:laservisionsensing;weldingseam locating;ShiTomasicornerdetect;subpixel
激光焊接焊缝跟踪

应用背景
与传统焊接技术相比,激光焊接在焊接质量和效率等各方面都具有明显优势。
由于激光束的光斑直径较小,使得激光束准确对中焊缝成为实现高质量焊接的前提。
因此,准确跟踪焊缝是激光焊接的关键所在。
机器视觉检测是焊缝跟踪的主要方法之一,通过高速视觉传感器拍摄动态熔池图像序列,获取熔池特征参数,分析焊缝路径偏差与熔池特征参数之间的内在规律,建立焊缝路径与激光束偏差实时测量的视觉模型。
然后输出调整量给机器人控制器,控制机械手指引焊枪运行,实现自动跟踪。
应用优势
1、拍摄过程缓慢,可以获取高度清晰的熔池特征参数;
2、可以控制机械手指引焊枪运行,实现自动跟踪。
拍摄效果
科天健已有多款高速相机用于焊缝跟踪项目应用中中,下面介绍两款常用高速相机。
1、德国Optronis的CP80-4-M-500,该相机为Coaxpress接口,全分辨率为1696X1710下可达500fps,开窗分辨率为512X512时可达5000fps,它的这些特点可使拍摄画面更清晰,拍摄过程更缓慢。
图一CP80-4-M-500在5000fps@512X512下的拍摄效果
2、瑞士Photonfocus的MV-D1024E-160,该相机采用Photonfocus的LINLOG技术,动态范围高达120dB;在全分辨率1024*1024分辨率下可达150帧/秒;开窗分辨率256*256时,帧率达到2241帧/秒。
在Linlog功能下能有效抑制强等离子干扰,在焊机电压、电流较小时可直接用相机拍摄,无需光学辅助系统即可得到对比度较好的图像,借助光学辅助手段可得到高清晰的、细节清晰的图像。
图二MV-D1024E-160相机的拍摄效果。
(完整word版)激光焊接机器人焊缝跟踪方法
激光焊接机器人焊缝跟踪控制方法陈智龙120160033摘要:当前激光焊接机器人在实际的工业生产中应用的越来越广泛,在汽车制造业以及其他机器制造业激光焊接机器人在生产中的作用也越来越大。
如何提高焊接机器人的焊缝精度问题以及控制焊缝轨迹已成为激光焊接机器人发展的首要难题。
关键词:激光焊接机器人;焊缝轨迹;控制0引言激光作为焊接和切割的新手段应用于工业制造,具有很大发展潜力。
在国际汽车工业领域,激光加工技术已广泛得到了应用,激光切割与焊接逐渐成为标准的汽车车身生产工艺.国内也已积极推广应用,但目前主要还是以引进成套激光加工设备为主,用于激光钎焊、激光渗透焊、激光对接焊、白车身激光三维切割和激光金属零件表面热处理[1]。
由于成本考虑,有些汽车厂家则直接进口国外激光加工的零部件.为提升我国汽车制造的技术能力,我们应依靠国内技术能力,自主创新,在更广范围和更深层次上,加快激光加工在制造业的应用发展.车身在整车制造中占有重要地位,不仅车身成本占整车的40%~50﹪,而且对汽车安全、节能、环保和快速换型有重要影响。
人口老龄化不断逼近,各制造业工厂着手进行技术改造工程设计,采用了许多工业机器人,以提高生产线的柔性程度为基础,为制造厂家提供了生产产品多样化,更新转型的可能性.以上汽大众汽车车身生产车间为例,机器人能独立完成工件的移动搬运、输送、组装夹紧定位,可完成工件的点焊、弧焊、激光焊、打磨、滚边、涂胶等工作.有的工位上把上件、夹具、工具以机器人为中心布置,以便机器人能完成多个工序,实现多品种、不同批量的生产自动化.采用机器人使焊接生产线更具柔性化、自动化,使多种车身成品可在一条车身装焊生产线上制造,实现多车型混线生产.因此,焊接生产线必须很容易地因产品结构、外形的改变而改变,具有较高的柔性程度[2].由于柔性车身焊接生产线可以适应汽车多品种生产及换型的需要,是汽车车身制造自动化的必然趋势,特别是进入上世纪90年代以后,各大汽车厂家都在考虑车身焊接生产线柔性化。
英国META激光焊缝系列产品介绍

英国META 公司激光焊缝跟踪系列产品介绍一、 激光焊缝跟踪技术的基本原理1.1 三角测量原理激光焊缝跟踪技术基于三角测量原理,如图2所示。
三角测量是一种提取几何信息的方法,有很多应用领域。
焊接激光传感器中通常使用一个半导体激光光源结合图像采集器件,来生成焊接接头的一系列三维截面图像。
三角测量法最大的优点是其仅仅提供了接头的几何信息,亦即物体的真实三维截面信息。
在理论上不受工件的表面状态影响,如表面光照变化或者表面上标记等。
但实际上物体的表面反射会对图像信号有一定的影响,需要一些特殊的技术来克服反射噪声的影响。
三角测量法的另一个优点是易于从设计上克服环境光照的影响,这在明弧环境下尤为重要。
强烈的电弧光会对普通的机器视觉系统产生严重的干扰。
图2 示意了用点状激光测量距工件表面距离的原理。
若要测量整个焊接接头的轮廓,需要沿着接头横向测量一系列连续的距离信息,从而形成三维截面轮廓。
这可以通过以下两种方式来实现:(1) 采用激光条纹投影到接头上,并用二维面阵CCD 获取激光条纹的图像。
我们称其为条纹式传感器。
(2) 沿着接头横向做一维点状激光扫描。
我们称其为扫描式传感器。
n e a rs u r f a c e f a rs u r f a c e i m a g ep o s i t i o n i s a f u n c t i o n l a s e r s e n s o r l a s e r d i s t a n c e a c t u a ld i s t a n ce of c a m e ra i m a g e p o s i t i o n图2 三角测量原理 二、产品系列:2.1 条纹式传感器顾名思义,其原理是采用激光条纹垂直投射到焊接接头上。
条纹的形状因受焊接接头形状影响而产生变形。
变形了的条纹图像被与激光器呈一定角度的二维CCD 或者CMOS 摄像机采集到计算机中进行信号处理。
焊缝轨迹跟踪伺服控制系统设计与实现
视 觉 伺 服控 制 系统 的设 计 , 力求 研 究 出 可靠 性 高 、
抗 干扰 能 力 强 和 适 用 较 为 普 遍 的 焊 接 视 觉 传 感 系 统
焊 缝 识 别算 法 , 同时 以嵌 入 式 工 控 机代 替 普 通 工 控 机
的 电源 也都 装 在 了控 制 器 中 , 以方 便 操 作 和 通 过 电 压
41 —4 3.
( )采用 N —Y 1 i o—C u合 金 系 的埋 弧 焊 焊 接 材 料
熔 敷 金属 的 各 项 性 能 良好 , 有 较 高 的 塑 性及 低 温 冲 具 击韧 性 , 合 于高 强度 耐火 耐候 钢 的焊接 。 适
[ ] 张威振 , 志胜. 4 徐 耐火 耐候 钢 的研究 与应用 [ ] 钢结 构 , J.
收 稿 日期 : 0 1—1 0 21 0— 8
表监 控 电压 。控 制器体 积 较 小 , 一定 的机 械 硬 度 , 有 方
21 0 2年第 6 期 6 1
对该系统进行 了试验验证 , 明了该控制 系统 的有效 性。 证 关键词 : 激 光视觉 焊缝轨迹跟踪
中国分类号 : T 2 3 P7
伺服控 制 多层多道
0 前
言
系统 , 于建 立 一 套 完 整 的便 携 式 焊缝 跟 踪 视 觉 伺 服 诣
控 制系 统 , 足 弧焊 机器 人 自动控 制 的要 求 , 而将 焊 满 从
接工 人从 恶 劣 的工 作 环 境 中解 放 出来 , 高 焊 接 工 艺 提 质量 和 焊接 效率 。
1 系统硬 件 组成及 工作 原 理
在 现 代 制 造 业 中 , 接 技 术 作 为 重 要 的 加 工 手 焊
焊缝跟踪发展现状及未来趋势分析
焊缝跟踪发展现状及未来趋势分析焊接是一种常见而重要的工艺,广泛应用于各个行业的制造和维修过程中。
而焊缝跟踪作为焊接过程中的重要环节,旨在实时监测和控制焊缝的质量,以保证焊接工艺的稳定性和可靠性。
本文将对焊缝跟踪的发展现状及未来趋势进行分析,并探讨其对焊接工艺的影响和应用前景。
首先,焊缝跟踪技术的发展现状是值得关注的。
随着科技的进步和自动化程度的提升,焊缝跟踪技术已经取得了显著的进展。
传统的焊缝跟踪方法主要依赖于人工观察和记录,而现代化的焊缝跟踪技术则借助于计算机视觉和机器学习等先进技术,实现了自动化和智能化的监测与控制。
通过对焊缝形状、尺寸、位置和质量等关键参数的实时测量和分析,焊缝跟踪系统能够及时发现和纠正焊接过程中的异常情况,提升焊接质量和效率。
其次,焊缝跟踪技术在焊接工艺中的应用越来越广泛。
焊缝跟踪技术不仅仅能够监测焊接过程中的实时参数,还可以记录并分析历史数据,为焊接工艺的研究和改进提供有力的支持。
例如,通过对焊缝形态的跟踪和分析,可以评估焊接质量的可靠性和一致性,并通过优化焊接参数,提高焊接工艺的稳定性和可靠性。
此外,焊缝跟踪技术还可用于焊接过程中的质量控制和检测,以避免焊接缺陷和质量问题的发生,提高产品的制造质量和可靠性。
未来,焊缝跟踪技术将继续发展并有望取得更大的突破。
首先,随着人工智能和大数据分析等技术的不断成熟,焊缝跟踪系统的智能化和自适应能力将得到进一步提升。
通过机器学习和深度学习等算法的应用,焊缝跟踪系统能够更好地适应不同焊接工艺和材料的特点,实现个性化和定制化的焊接过程控制,进一步提高产品的质量和效率。
其次,焊缝跟踪技术在焊接工艺中的应用领域将更加广泛。
目前,焊缝跟踪技术主要应用于工业制造领域,如汽车、造船、航空航天等。
然而,随着新兴行业的兴起和发展,焊缝跟踪技术可能被应用于更多领域,如新能源、智能制造、生物医药等。
例如,在新能源领域,焊缝跟踪技术可被用于太阳能电池板的生产和组件制造过程中,以提高太阳能电池板的效率和稳定性。
基于激光视觉的焊缝跟踪系统方案
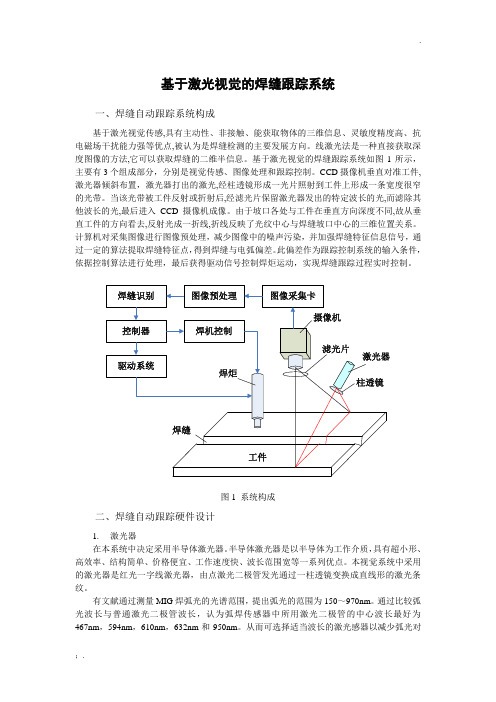
基于激光视觉的焊缝跟踪系统一、焊缝自动跟踪系统构成基于激光视觉传感,具有主动性、非接触、能获取物体的三维信息、灵敏度精度高、抗电磁场干扰能力强等优点,被认为是焊缝检测的主要发展方向。
线激光法是一种直接获取深度图像的方法,它可以获取焊缝的二维半信息。
基于激光视觉的焊缝跟踪系统如图1所示,主要有3个组成部分,分别是视觉传感、图像处理和跟踪控制。
CCD摄像机垂直对准工件,激光器倾斜布置,激光器打出的激光,经柱透镜形成一光片照射到工件上形成一条宽度很窄的光带。
当该光带被工件反射或折射后,经滤光片保留激光器发出的特定波长的光,而滤除其他波长的光,最后进入CCD摄像机成像。
由于坡口各处与工件在垂直方向深度不同,故从垂直工件的方向看去,反射光成一折线,折线反映了光纹中心与焊缝坡口中心的三维位置关系。
计算机对采集图像进行图像预处理,减少图像中的噪声污染,并加强焊缝特征信息信号,通过一定的算法提取焊缝特征点,得到焊缝与电弧偏差。
此偏差作为跟踪控制系统的输入条件,依据控制算法进行处理,最后获得驱动信号控制焊炬运动,实现焊缝跟踪过程实时控制。
图1 系统构成二、焊缝自动跟踪硬件设计1.激光器在本系统中决定采用半导体激光器。
半导体激光器是以半导体为工作介质,具有超小形、高效率、结构简单、价格便宜、工作速度快、波长范围宽等一系列优点。
本视觉系统中采用的激光器是红光一字线激光器,由点激光二极管发光通过一柱透镜变换成直线形的激光条纹。
有文献通过测量MIG焊弧光的光谱范围,提出弧光的范围为150~970nm。
通过比较弧光波长与普通激光二极管波长,认为弧焊传感器中所用激光二极管的中心波长最好为467nm,594nm,610nm,632nm和950nm。
从而可选择适当波长的激光感器以减少弧光对激光的干扰。
参考多篇文献,本系统选用弧光干扰最小中心波长650 nm的条形半导体激光器。
2.摄像头CCD和滤光片本系统采用面阵型CCD工业摄像头,主要考虑其性能稳定,工作可靠的特点,要求CCD 尺寸1/3",帧率25fps以上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
蓝鼎视觉智能焊缝控制系统
一、系统简介
本系统主要功能是对有缝不锈钢管的氩弧焊接进行自动跟踪与矫正,解决目前人力成本日益提高,人工操作时的视觉疲劳带来的焊接质量问题。
系统采用先进的智能视觉技术,融合光机电技术为一体,目前国内尚未发现同类产品。
本系统由视觉采集系统捕捉焊缝与钨棒的焊接视频,再运用视觉技术计算钨棒的偏移量,进而控制机电装置实时矫正钨棒位置,达到钢管焊接自动跟踪的目的,从而实现无人值守高质量焊接的要求。
焊接现场实际焊接画面
二、系统特点及技术指标
性能特点
✧非接触式,长时间运行无磨损
✧识别精度高
✧可视化效果,钨棒熔池焊缝图像三位一体
✧稳定性好,采用嵌入式系统,比基于PC机控制系统更加稳定可靠
✧人性化的界面,操作界面的设计基于窗口方式,使用简单,无需专业技
术人员即可操作运行
技术指标
✧额定功率:150W
✧识别速率:40ms
✧ 识别精度:0.05mm
✧ 响应时间:≤200ms
✧ 工作温度:-10°~60°
✧ 焊接速度:≤5m/min
✧ 管子直径:≥4mm
三、系统主要部件
电机及传动机
械
采集相机
声光报
警装置
焊接控制箱
系统关系框图
本系统包括主要部件为系统控制箱、焊接视频捕获装置、焊枪移动机构、电流及测速模块。
1. 系统控制箱
系统主板、开关电源、电气控制与驱动、声光报警,输入输出接口等主要模块安装在控制箱内,其外设包括触摸显示屏、鼠标、电源开关、电源指示灯、电机左右微调按键、各类插座(220V 电源插座、鼠标孔、12V 工业摄像机电源插口、电流检测及测速模块接口、电机接口)
2. 专用焊接视频捕获装置
根据氩弧焊弧光光谱特点,定制专用焊接视觉捕捉装置,获取钨棒熔池及焊缝实况细节。
3. 焊枪移动机构
根据视觉识别出的焊枪偏差,正转或反转步进电机,经丝杆联动、带动焊枪
移动矫正与焊缝的偏差。
4.电流检测装置(选配)
用于检测焊机实时工作电流,检测结果可直接显示在彩色显示屏桌面。
用户可根据需要选配该模块。
5.焊接速度检测装置(选配)
用于检测钢管焊接速度快慢,检测结果可直接显示在彩色显示屏桌面。
用户可根据需要选配该模块。
四、产品组成清单
1.系统控制箱一个;
2.控制箱立柱一根;
3.控制箱立柱法兰一块;
4.10mm螺丝螺帽12对;
5.摄像机一个(含镜头和滤光片);
6.摄像机外壳一个;
7.摄像机外壳支架一个;
8.摄像机外壳支架法兰一个;
9.滚珠丝杠水平滑台一个(含步进电机);
五、安装说明
1.安装控制箱立柱:在生产线上找到合适空位,将立柱底盘焊住即可;
2.安装摄像机固定立柱:在生产线上找到合适空位,将立柱底盘焊住即可。
注意:摄像机镜头前端到熔池距离要在250mm-400mm范围内。
3.安装焊枪移动机构:
a)制作滑台与原焊枪机构间的固定板;
b)制作焊枪与滑台的固定板;
c)将滑台固定到原机构上;
d)将焊枪固定到滑台上。
六、调试说明
由专业人员现场调试,并提供技术培训。
七、常见问题
1.问:重新开机后其他画面均正常,但是视频画面是黑的,怎么办?
答:造成该现象的可能原因有:1)安装过程中摄像机没有对准目标,通过调节摄像机的角度,使其对准目标即可。
建议在调节过程中将光圈开到最大,这样有利于查找目标。
2)摄像机电源线没接好,导致摄像机不工作。
3)摄像机信号线没接好,导致信号不能进入系统。
2.问:图像画面不清晰怎么办?
答:在本应用中,摄像机镜头前端离焊点的最佳距离为250mm至400mm,若超出该范围,可能会导致画面不清晰。
同时,查看摄像机是否有振动情况,若有振动,先予以排除。
3.图像很小怎么办?
答:对于小直径焊管(如20mm以下),建议采用摄像机镜头前端离焊点250mm的距离,太远会导致图像很小,焊缝不够清晰。
对于20mm以上直径的应用,建议采用400mm的距离。
具体距离可根据实际图像大小进行调节。
4.画面中显示左偏或者右偏的数据是什么单位?
答:画面中显示的熔池与焊缝偏差数据单位为微米。
5.系统的识别精度如何设定?
答:图像识别的结果以像素为单位,识别精度指的是图像中的每个像素对应的实际距离为多少。
根据实验室测量,当对象离摄像机镜头前端400mm时,由本系统采集到的图像,其像素间距离对应到实际距离为25微米。
因此在实际中,如果距离更近,则像素间距对应的实际距离会更少,精度更高;距离更远,则像素间距对应的实际距离会更多,精度则变低。
6.识别跟踪的响应速度如何?最快时间时多少?
答:识别跟踪的响应速度可根据实际需要进行调节,分1-10级,数字越低,响应越平稳;数字越高,响应越灵敏。
在最灵敏的时候,从识别出结果到电机执行动作的时间间隔为200ms。