治具制作指导书
标准作业指导书模板(SOP)

6
注塑 注塑产品并取件,产品经QC确认后流入下道工序
7
下模 模具冷却、二级保养后拆模,模具归还模具仓库
8
回料 余料粉碎后回收到喂料仓库
8
外观
/
9 重量尺寸
技术要求
参考注塑工艺参数 依照SIP
依照SIP 依照SIP
架模-注射调机-取件摆放
工序名称 会签
核准
注射作业 确认
作成
文件编号 文件版本 产品名称 产品版本
标准作业指导书
Standard Operation Procedure
序号
作业名称
操作说明
物料 确认
依照右侧表格信息进行(物料、治具、设备)确认和使用;
作业 检查
1
开机 打开注塑机,确认设备正常运转
2
装料 将喂料导入料斗
3
架模 将模具安全装入注塑机
4
升温 将料温与模温升到指定温度
5
调试 按照注塑工艺参数进行试做,确保产品状态可以生产
Standard Operation Procedure
工序名称 会签
核准
确认
文件编号 文件版本 产品名称 产品版本
作成日期 文件页数 产品料号
材料
作成
图片或者图纸附页
Hale Waihona Puke 序号 1 2名称 喂料 复制模具
作成日期 文件页数 产品料号
材料
物料
规格/材料
1of2 用量
治具/设备
1
名称
规格/材料
用量
2
注塑机
80T
1
3
工艺参数
序号
参数
要求
备注
1
见工艺参数表
CNC标准作业指导书模板(通用)

金属环设备页 次1/1模治具下一工站CNC2名称/料号(H.H.)数量 (寿命)铝切削液次序作业步骤作业者4开启动按钮作业员5加工完毕作业员6拆卸产品。
作业员变更时间版本变更人员3.其他:无1.检查素材来料,目视是否有外观不良1.不可有严重的压伤.刮伤.变形.具体依照限度样品1.将素材来料如图放置在治具的指定位置。
2.确认工件必須裝夾到位。
3.确认产品装夹后,开启夹具气缸开关,并查看产品是否吸附OK。
1.裝夾工件时要轻拿轻放;产品部位不能碰到金属部位,防止刮﹑碰伤.2.治具及刀具上的铝屑清理干淨.3.必須确认产品吸附OK方可进行后续加工.1.用气枪将治具表面清理干净,保证表面无杂物 1.保证治具表面无杂物,防止压伤及吸附不牢等※确认事項 :作业前﹕检查刀具是否正常﹐治具夾紧裝置及气缸是否正常工作﹔并用气枪吹干净治具上的铝屑。
作业中﹕机台在加工中切误用手或其他触摸主轴,查看机台是否正常运行,切削液是否喷到刀具加工位置,以及刀具是否断刀作业后﹕ 1.治具上的铝屑清理干净,查看刀具是否断刀,气缸以及气压是否正常.. 2.主机手和下班生技人员交接內容包括:机台,治具,刀具及本班出现的异常。
※门禁面版管控事項:该产品加工所使用刀具﹑治具﹑切削液﹑辅助工具/耗材必须符合检测计划 " 。
核 定: 品 保: 工 程: 制 定:制定日期变更内容123检查来料清洁夹具/来料裝夾作业员作业员作业员2017/8/29发行1.按下控制面板上的循环按键(绿色按键)﹐启动加工程式进行产品加工。
2.目视屏幕显示面板﹐确认程式是否运行正常﹐切削液是否喷到刀具加工位置,等待工做完成。
1.如有异常情況发生,按下紧急停止按键;2切屑液是否充足,是否对准刀具刃口上。
1.机台运行至停止﹐并用气枪将工件﹑治具及刀具上的铝屑清理干淨. 1.检查刀具是否断刀,并用气枪吹干净治具上的切削液。
1.双手将产品取出。
2.如图所示并做自检,OK产品如图放置在指定位置(待加工/以加工/NG品分开放置)。
作业指导书(WI)样板

治具防护作业指导书

a.方法﹕拆开治具将连接线拉出﹐目视对不良更换﹔
b.标准﹕各连接线无破损﹑断裂。
6.3电气项目
a.方法﹕用标准样品按SOP要求测试各项目。
b.标准﹕所测样品各项目的值﹐均在SOP规定范围内。
7.注意事项﹕
7.1在检验前测试条件设置正确。
7.2检验完毕后﹐合格则贴上“防护标签”。
7.3不合格则停用维修。
核准
审核
制作
日期
治具防护作业指导书
第1页共1页
治具名称
检测治具
文件编号
版次
A0
1.目的﹕确保公司使用的治具稳定性及精确性。
2.范围﹕适用于本公司所有用于检测治具。
3.权责﹕由设备课技朮人员执行防护作业﹐各治具使用单位全力配合。
4.参考文件(无)。
5.防护标准与辅助设备﹕
5.1测试样品﹐测试参数。
5.2量测设备﹕综合测试仪﹑射频网络分析仪﹑安规测试仪等。
6.内容﹕
6.1准备工作。
6.1.1将测试参数设入仪器内。
6.2防护项目及标准﹕
6.2.1外观检查﹕
a.方法﹕目视治具各部分是否完整﹑松动。
b.标准﹕整体机构要完整且无松动现象。
6.2.2测试触点与活动部分。
a.方法﹕将样品放入治具导向板内﹐进行测试﹐如复测率偏高﹐则须检查治具和样品﹔b.标准﹕所检样品与治来自要接触良好﹐活动顺畅且无阻现象。
焊锡作业SOP
组装二、焊 锡
1.操作员需熟悉组装的流程。
修订纪事△
△△制定日期制 作修订日期
修 订 者
焊锡作业指导书
名 称版 本A版流 程
编 号
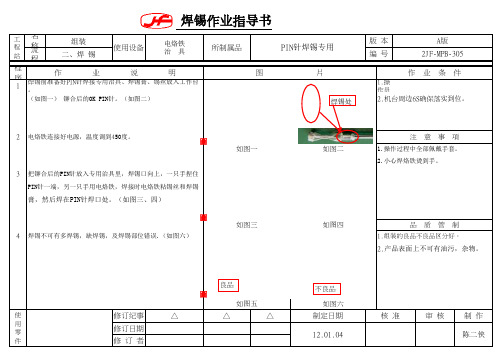
2JF-MPB-3052电烙铁连接好电源,温度调到450度。
注 意 事 項
程序
作 业 说 明
图 片
作 业 条 件
1
焊锡前准备好PIN 针焊接专用治具、焊锡膏、锡丝放入工作台。
(如图一) 铆合后的OK PIN针。
(如图二)
2.机台周边6S确保落实到位。
如图一
如图二
1.操作过程中全部佩戴手套。
2.小心焊烙铁烫到手。
3把铆合后的PIN针放入专用治具里,焊锡口向上,一只手捏住PIN针一端,另一只手用电烙铁,焊接时电烙铁粘锡丝和焊锡
膏,然后焊在PIN针焊口处。
(如图三、四)
1.组装的良品不良品区分好。
2.产品表面上不可有油污,杂物。
如图三如图四品 质 管 制
核 准审 核PIN 针焊锡专用
工程
站使用设备
电烙铁治 具
所制属品如图五
如图六
4
焊锡不可有多焊锡,缺焊锡,及焊锡部位错误.(如图六)
12.01.04
陈二侠
使用零件
圖
圖
圖
焊锡处
良品不良品。
分板工艺作业指导书
1、分板时掰的方向是朝没有元件的PCB面;
2、合成板的板边需要使用剪钳剪断,而不能直接将产品放在平面上压断;
3、注意静电防护;
4、左手和右手拿起合成板,然后同时的用力将合成的板折断,分开合成板;
5、合成板分开成单板后,需要将单板上的板边再去除;
6、使用剪钳沿着PCB沿边的位置朝没有元件的板面用力将单板的板边去除,如果是单板的板边长度是和PCB的长度一样,则使用分板治具以第2步骤的方法分板。
7、分好的PCB板再传给下一道工序作业。
工位编号
工序名称
分工序
适用机型
通用
作业内容:
1、将分板治具摆放在工作台面上,拿出一片需要分板的产品。
2、首先将产品最外面的板边放入分板治具的板槽上,然后将板往没有元件的一面掰来分开PCBA的核心板和板边,重复该动作完成PCBA的四面板边的分板动作;
3、如果是合板的PCBA,还需要将合成的PCBA再分成单片的PCB板。
组装操作作业指导书
组装作业指导书
文件编号:
客户产品代号产品名称规定材料图纸版本外来文件号共 1 页
第1 页
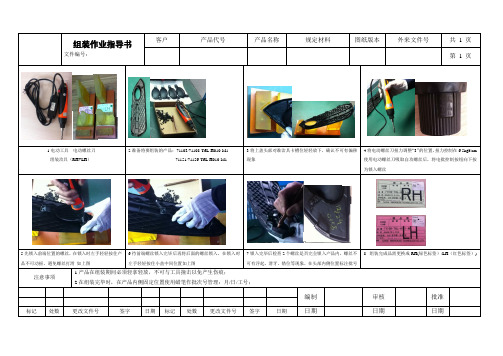
1.电动工具---电动螺丝刀
组装治具(RH+LH)
2.准备将要组装的产品:71103/71108-T6L-H010-M1
71151/71156-T6L-H010-M1
3.将上盖头部对准治具卡槽位轻轻放下,确认不可有偏移
现象
4.将电动螺丝刀扭力调整“3”的位置,扭力控制在6.5kgf/cm
使用电动螺丝刀吸取自攻螺丝后,将电批控制按钮向下按
为锁入螺丝
5.先锁入前端位置的螺丝,在锁入时左手轻轻按住产
品不可动摇,避免螺丝打滑如上图
6.待前端螺丝锁入完毕后再将后面的螺丝锁入,在锁入时
左手轻轻按住小盖中间位置如上图
7.锁入完毕后检查2个螺丝是否完全锁入产品内,螺丝不
可有浮起、滑牙、错位等现象,在头部内侧位置标注批号
8. 组装完成品需更换成RH(绿色标签)/LH(红色标签))
注意事项
1.产品在组装期间必须轻拿轻放,不可与工具撞击以免产生伤痕;
2.在组装完毕时,在产品内侧固定位置使用蜡笔作批次号管理:月/日/工号;
编制审核批准
标记处数更改文件号签字日期标记处数更改文件号签字日期日期日期日期。
镭雕丝印作业指导书[规范]
![镭雕丝印作业指导书[规范]](https://img.taocdn.com/s3/m/269fe838360cba1aa911dad9.png)
镭雕、丝印作业规范1. 概述目的:规范镭雕、丝印作业流程、提高生产良率、效率2. 术语3内容:3.1镭雕要求3.1.1.镭雕车间负责人负责各种产品的程序设计,镭雕流程的确定,监督和检验所镭雕出来的产品的质量3.1.2.在镭雕机程序中打开工作界面,进行镭雕加工。
同时给车间领班/现场品质确认,所有镭雕出来的产品外形,尺寸等是否符合品质要求,产品生产前需签首件,首件OK 后方可批量生产3.1.3. 镭雕飞油区域与喷涂面间隙按客户要求执行,但必须≥0.3mm,以管控变形或偏移导致镭雕到喷涂面。
3.1.4 需要镭雕LOGO的产品必须制作镭雕颜色限度样,并在喷涂颜色限度样板上把所有的镭雕颜色限度制作在上面,保证所有的喷涂限度都能保证镭雕颜色。
3.1.5 镭雕透光的产品,需要把镭雕图档雕在喷涂颜色限度样上面,保证喷涂所有颜色都能满足镭雕透光要求。
3.1.6. 镭雕治具设计时要求好拿好放,不同摸穴号产品与治具要求互配,无干涉,治具一定要防呆不可正反都可放置。
3.1.7.喷涂后工序需要镭雕LOGO 的产品时,在制作喷涂首件时需把喷涂后的产品拿去镭雕以保证后工序的镭雕颜色ok。
3.2 丝印要求3.2.1.确认计划丝印产品的方案,并找出相应的网板、油墨及治具。
3.2.2. 丝印工程师根据图档评估印刷方式,要求丝印字体单笔划》0.1MM。
移印字体单笔划》0.08MM3.2.3. 丝印治具要求好拿好放,不同摸穴号产品与治具要求互配无干涉,治具一定要防呆不可两边都可放置。
产品定位必须要以实配为主,不能松动达到过渡配合。
治具上要做好拿手位方便取出。
不同版本的产品,需要在治具上以防呆来区分,并在治具表面上刻上版本标示。
3.2.4. 丝印工程师提前根据客户测试标准与品质检验标准评估采用移印/丝印工艺和底漆丝印/面漆丝印工艺。
3.2.5.先试印几个产品检验是否符合要求并做首件。
底漆丝印的产品需要喷涂面漆确认丝印颜色和测试,首件OK 后可批量生产,并在生产产品轻拿轻放以免碰伤3.2.6 .镭雕丝印打样的产品要求项目工程师或客户现场确认,丝印试产的产品要求项目/DQE/现场确认首件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件名称:治具制作指导书文件编号
制作单位生产部制作日期版本A01 页次1/2
1.目的:为了使员工有规可循,使治具制作作业标准化,规范化。
2.适用范围:凡专用治具制作均适用之。
3.作业内容:
3.1检查、组装:
3.1.1判断治具上下模:根据钻孔人员所写料号后面的U、D以及点图判断,U表示上模,D表示下
模。
以方向孔(3个Ф5.0mm孔与1个Ф6.0mm孔和1个Ф3.175mm孔组成)判断上模方向孔在治具的左下角,下模则在右下角;
3.1.2检查PIN孔:以面板上PIN孔的对应PIN试试几PCS,检查有无异样;检查上下模所有PIN孔
是否一一对应且无偏位,OK后方可下一步作业。
3.1.3检查面板孔:以工程画下的点图镜像与针盘上的孔位一一对齐,检查是否漏钻、孔偏、孔斜、
未钻透、孔破等不良以及工程是否少画点与多画点。
并检查点图起点是否正确,上模起点在治具的左上方,下模起点为右上方(特殊例外如001碳墨治具)。
3.2插管:
3.2.1先试插各种套管,检查有无异样(插管不顺或孔太大套管会沉入面板或插针后拔针时会带出套
管等)
3.2.2插带有OK线套管,按点图顺序以黑、棕、红、橙、黄、绿、蓝、紫的颜色顺序依次插入。
3.2.3插20#以下套管时,套管会露出面板太高,顺先用平整的压克力条垂直一点点敲下去,并且用
力要均匀落点准确(参考实际操作)至套管高出面板3mm左右为准。
3.2.4插1#、2#套管时,不得单支插入,应用手指取顺一排一次性插入,套管不得倒一手心内插管。
3.3压管:
3.3.1压管时速度要缓慢,并且下压时要垂直,一次性不可压太多套管,依压棒能全部罩住所下压的
套管为准。
3.3.2压管不顺时,要作相应处理才可继续作业,不得强行下压,以防套管口变形。
3.4上牛角
3.4.1下模牛角:先把牛角架按孔位上至架构上,再把治具反过来,使治具绕线面向上再用特定的牛
角螺丝把牛角上至牛角架上,牛角绕线齿与治具针盘一致,牛角缺口向外。
(牛角缺口向面板为内反之为外)。
3.4.2上模牛角(延长架构)先把牛角架按孔位与架构对好。
再把牛角架反上,然后用特定的牛角螺
丝把牛角上到牛角架上使之绕线齿与绕线面一致。
牛角缺口向内。
3.4.3上模牛角(短架构)。
先把治具反过来放(绕线面向上)把牛角架与针盘按孔位放好,再以牛
角排插口向外,缺口向面板的方式,上至牛角架上即可,第一个牛角在起点方向。
3.5绕线
3.5.1将治具反放,使绕线面向上,点图以正图放,绕线时绝缘皮OK线至少要环绕两圈,裸线至少
2—3圈,绕线要紧,不可冒头,不可有脱落。
制作审查核准修
订
记
录
文件名称:治具制作指导书文件编号
制作单位生产部制作日期版本A01 页次2/2 3.5.2下模绕线时,牛角要从靠近面板的第一个开始绕线,并且是起点方为上模,则是从起点方靠外
边的第一个牛角开始绕线。
(延长架构)短架构时,一般先把牛角的第一个绕完线再绕第二个牛角,依此类推。
3.5.3对牛角:每绕完一个牛角时,以牛角的最后1PCS OK线与针盘连接的点对应点图上的数字除以
64或加1再除以64,整得整数为正确。
(起点为零时须加1除以64,起点1 时则无须)以防多绕或少绕线。
3.6束线:
束线时下模牛角延长架构牛角须每两个逐一束线。
针盘束线时。
OK线不能高出支柱面,不能挡住PIN孔,束线要紧、整齐好看。
3.7插针
3.7.1插针前先查看领料单有无特殊针型,如有须对照套板插针,根据套板的孔径大小插针。
3.7.2特殊针型插完后一般先从0#、1#、2#插起,0#插完后,用平整的压克力条垂直平行下压。
再插1#压下去再插2#。
3.7.3 0#、1#、2#插完后再插0#以下的探针顺序为:20#—30#—40#—50#—60#—70#
3.7.4每种规格探针插完后,用平整压克力条,垂直缓慢下压,严禁敲击。
0#—2#的探针黄色部分
须全部压尽管口,而20#—70#须留部分黄色在套管之外。
3.8找点
3.8.1一手拿点图,一手拿找点笔,一点一点按点图顺序查下去。
查到不响时,必须查明原因,作
相应处理。
3.8.2找点。
不可有漏点、错点。
如有绕错线时,必须依点图顺序修改过来。
3.9 测试
3.9.1 将治具架上测试机,依顺序插好排线,测试治具本身开、短路。
3.9.2所有治具测试条皆为电压220V、开路电阻50Ω、绝缘电阻:20MΩ。
3.9.3开路测试必须除空点外无其它开路点过三次测试才OK;短路测试必须过三次测试才OK。
3.9.4开短路测试OK后粘贴PASS章标签。
3.10 出货
3.10.1 治具出货前必须安装定位PIN、对位PIN、粘贴标签等。
3.10.2 治具出货前必须按客户制作要求逐一检查要求事项,OK后出货至品管部。