电梯生产工艺(3)
电梯制造工艺规程
电梯制造工艺规程1.0目的:为使电梯生产工艺过程规范化,确保产后质量符合设计。
规范.标准要求2.0适用范围:适用于本公司电梯生产过程,工艺作业的执行准则3。
0职责:(1)技术质量部.生产部负责工艺规程的编制(2)技术质量部.生产部。
综合办公室.车间负责工艺规程的执行和监督4。
0工艺规程编制依据电梯制造与安装安全规范 GB/T7588-2003电梯主要参数及轿厢、井道、机房的形式与尺寸.GB/T 7025.1,2,3—2008,1997电梯技术条件 GB/T10058-2009电梯试验方法 GB/T10059—2009电梯曳引机 GB/T24478-2009质量保证手册 FYT/SC―20125。
0国家将电梯列为特种设备,对其制造、安装、使用、有特别严格的要求,制定专项规格标注.以确保电梯制造、安装、使用那全可靠,保障人身和财产安全。
作为电梯生产企业,我们高度重视电梯产量制造。
安装质量。
牢固树立安全第一,质量第一的观念,严格控制电梯制造安装的每个工序。
电梯的每个零部件必须是100%合格,制订切实可靠的生产规程,认真执行规范规程和标准的技术要求。
从每个作业人员环节开始,从每个零件制造检验开始,绝不放松细小环节,确保产后质量百分之百合格,树立良好的企业形象,赢得良好的企业信誉.使用放心,企业安心。
6.0工艺环节网络6。
1采购部:6.1。
1采购部根据电梯生产计划,负责原材料,配套装置的购进。
6。
1.2编制采购计划,标明品种规格、数量,质量要求。
6。
1.3配备有专业知识,责任心强的业务员和保管员.6.1.4采购原则为国内最优产品,国标产品。
采购物品质量合格,资料齐全,随物入库。
6.1.5购进物品分类建档,随物资部建立档案,物品上架挂牌6。
1.6库房牢固、不潮不漏、物架整齐。
6。
1.7物料不得有锈蚀、变形、损坏现象.6.1.8物料领用凭领料单,月月盘算,库存物料信息及时向有关部门反馈6.2技术质量部6.2.1技术质量部根据公司安排的计划,设计电梯零部件图纸,编制工艺卡、作业指导书、质量评定书. 6。
电梯的生产工艺

电梯的生产工艺
电梯的生产工艺主要分为以下几个步骤:
1.设计:根据客户的需求和场地情况,设计电梯的尺寸、载重量、运行速度、门的类型和开启方式等。
2.组装:将电梯所需的各个部件,如轿厢、导轨、驱动系统、控制系统等,按照设计方案组装起来。
3.安装:将组装好的电梯按照设计方案安装到相应的场地,并与建筑物的电气、通风等设施连接。
4.调试:对已安装好的电梯进行各项功能测试和性能调试,确保电梯的运行符合设计要求。
5.检验:经过调试后,对电梯进行全面的安全检验,确保电梯符合国家相关安全标准,以及客户的安全需求。
6.交付:在经过全面检验后,电梯正式交付给客户使用。
以上是电梯的生产工艺的主要步骤,不同厂家可能会有细微的差别,但总体上的流程是相似的。
电梯维护保养工艺(三篇)

电梯维护保养工艺电梯维护、保养(以下简称维保)工作是电梯安全使用的根本保障,国务院《特种设备安全监察条例》对电梯的维保工作有明确的要求,但长期以来,电梯维保单位对电梯维保的工艺没有统一的规定,维保的质量得不到保证,影响了电梯的使用安全。
为降低电梯使用成本、确保使用安全,对电梯的维保工艺进行规范是必要的。
电梯的维保工作可分为常规维保(1次/10~15天),季度维保(每季度1次)和年度维保测试(1次/年)3种。
维保作业人员应持证上岗。
1常规维保维保人员按照计划每10~15天对电梯进行一次,维保。
项目按运行状况(含层站、轿厢)、机房、井道(含轿顶)、底坑(含对重)进行。
(1)运行状况维保项目(含层站、轿厢):①进行电梯上、下运行,感觉确认从起动、加速、运行、减速、制动、平层的过程有无异常振动、冲击以及异常声响,平层是否良好,每层上、下各停靠一次以上。
②每层检查厅门外面的召唤情况,层站指示工作情况。
③清扫厅外地坎,检查厅门相关尺寸。
④检查三角钥匙开关是否正常。
⑤检查轿内装饰是否清洁,照明、通风是否良好,操作面板及按钮是否清洁,内部通话装置及警铃工作情况是否正常。
(2)机房维保项目:①机房出入口、窗、门锁是否良好;照明、通风、室温是否正常;灭火器、盘车轮、松闸扳手等是否齐全;各机械运转是否正常,有无异常声响。
②检查曳引机与机座的固定情况,轴承润滑情况,制动器动作情况。
③检查导向轮的工作状态和轴承润滑情况,④检查限速器轴承插销加油情况、接线端子的固定情况,触点动作情况和制动盘的动作情况。
⑤清洁各屏、柜并对各安全回路指示灯的工作状态进行检查。
(3)井道维保项目(含轿顶):①检查井道环境、电缆安装情况,井道照明安装情况。
②检查导轨膨胀螺栓安装情况、导轨表面损伤情况、接头连接情况、紧固件牢固情况。
③检查随行电缆运行及损伤情况。
④检查开关盒的固定情况及相关尺寸。
⑤清理轿顶污物,油杯加油并检查毡芯的磨损情况。
⑥检查轿顶各开关功能是否完好。
电梯工程施工工艺

电梯工程施工工艺一、主要施工工艺流程样板架安装、挂基准线→导轨架及导轨安装→机房机械设备安装→对重安装→轿厢安装→层门安装→井道机械设备安装→钢丝绳安装→电气装置安装→整机调试二、样板架安装、挂基准线1施工流程脚手架搭设→样板架制作→井道测量、确定基准线→挂基准线2搭设脚手架(1)脚手架立管最高点位于井道顶板下1.5~1.7m处为宜,以便稳放样板。
顶层脚手架立管最好用四根短管,拆除此短管后,余下的立管顶点应在最高层牛腿下面500mm处,以便轿厢安装。
(2)脚手架排管档距以1.4~1.7m为宜,为便于安装作业,每层层门牛腿下面200~400mm处应设一档横管,两档横管之间应加装一档横管,便于上下攀登,脚手架每层最少铺2/3面积的脚手板,板厚不应小于50mm,板与板之间空隙应不大于50mm,各层交错排列,以减小坠落危险。
(3)脚手板两端伸出排管150~200mm,用8号钢丝将其与排管绑牢。
(4)脚手架在井道内的平面布置尺寸应结合轿厢、轿厢导轨、对重、对重导轨、层门等之间的相对位置,以及电线槽管、接线盒等的位置,在这些位置前面留出适当的空隙,供吊挂铅垂线之用。
(5)井道内脚手架搭设完毕,应符合《建筑安装工程脚手架安全技术操作规程》及安装部门提供的图纸要求。
脚手架必须经过安全责任人检查,验收合格后方可使用。
3搭设样板架(1)在井道顶板下面lm左右处用膨胀螺栓将角钢水平牢固地固定于井道壁上。
(2)若井道壁为砖墙,应在井道顶板下lm左右处沿水平方向剔洞,稳放样板木支架,并且端部固定。
(3)样板支架方木端部应垫实找平,水平度误差不得大于3/1000。
4测量井道,确定标准线(1)预放两根层门口线测量并道。
一般两线间距为门净开度。
(2)井道测量时,注意井道内安装的部件对轿厢运行有无妨碍,如限速器钢绳选层器钢带、限位开关、中线盒、随线架等。
同时必须考虑到门导轨及地坎等与井壁距离,对重与井壁距离,必须保证在轿厢及对重上下运行时其运动部分与井道内静止的部件及建筑结构净距离不得小于50mm。
电梯门板生产工艺
电梯门板生产工艺电梯门板是电梯的一个重要组成部分,主要承担起了乘客出入电梯的通道作用。
电梯门板的生产工艺对于电梯的质量和使用寿命有着重要的影响。
下面将介绍一下电梯门板的生产工艺。
首先,电梯门板的生产工艺开始于材料的选择。
一般来说,电梯门板的主要材料是铝合金或不锈钢。
这两种材料具有良好的耐腐蚀性和强度,非常适合用于电梯门板的生产。
在选择材料时,需要根据电梯的规格和要求来确定门板的尺寸和厚度。
接下来,将选择好的材料进行剪切。
通过剪切机械将材料按照预定的尺寸进行切割。
剪切时要注意保持材料的平整,避免出现切断不齐的情况。
然后,进行边角成形。
将切割好的门板通过边角成形机进行边角的加工。
这一步骤主要是为了使门板的边角变得平滑整齐,并增加门板的美观性。
接着,进行孔洞的冲压。
根据电梯门的设计要求,在门板上进行孔洞的冲压。
这些孔洞主要是用来安装门锁、门轨等配件的。
冲压时需要保持门板的平整,避免出现冲压偏位或材料损伤的情况。
然后,进行表面处理。
门板的表面处理一般分为喷涂和拉丝两种方式。
喷涂是将门板进行喷漆处理,增加门板的美观性和耐久性。
拉丝是通过机械加工手段使门板表面形成一定的纹理,增加门板的质感和防护性能。
最后,进行品检和组装。
将生产好的门板进行品质检验,确保门板的质量达到要求。
同时,将门板和其他电梯部件进行组装,组装时要注意保持门板与其他部件的密合度和稳固性。
以上就是电梯门板的生产工艺简介。
通过精细的工艺流程,可以生产出具有良好质量和外观的电梯门板,提高了电梯的整体质量和使用寿命。
在生产过程中,需要严格控制每一个环节,保证产品质量,提高电梯的安全性和可靠性。
电梯支架加工工艺流程

电梯支架加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!电梯支架加工工艺流程一、准备工作阶段。
在开始电梯支架加工之前,有诸多准备工作需要妥善完成。
电梯生产工艺-(3)
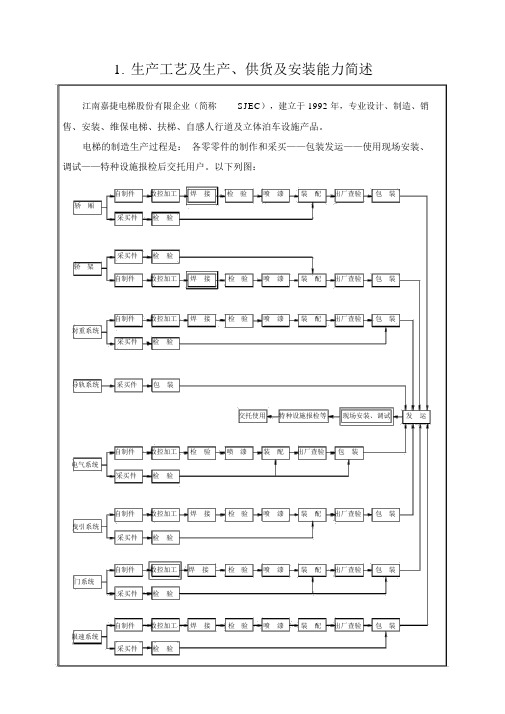
1.生产工艺及生产、供货及安装能力简述江南嘉捷电梯股份有限企业(简称SJEC),建立于 1992 年,专业设计、制造、销售、安装、维保电梯、扶梯、自感人行道及立体泊车设施产品。
电梯的制造生产过程是:各零零件的制作和采买——包装发运——使用现场安装、调试——特种设施报检后交托用户。
以下列图:自制件数控加工焊接轿厢采买件检验采买件检验轿架自制件数控加工焊接自制件数控加工焊接对重系统采买件检验导轨系统采买件包装自制件数控加工检验电气系统采买件检验自制件数控加工焊接曳引系统采买件检验自制件数控加工焊接门系统采买件检验自制件数控加工焊接限速系统采买件检验检验喷漆装配出厂查验包装检验喷漆装配出厂查验包装检验喷漆装配出厂查验包装交托使用特种设施报检等现场安装、调试发运喷漆装配出厂查验包装检验喷漆装配出厂查验包装检验喷漆装配出厂查验包装检验喷漆装配出厂查验包装招标产品的生产设施:数控冲剪复合中心、数控自动多边折弯机(意大利萨瓦尼尼)机器人 KR210 (德国 KUKA )光纤激光切割机(意大利萨瓦尼尼)电梯下梁机器人弧焊工作站VIPROS-255 转塔式数控冲床HEF-220-4 液压折弯机生产厂占地总面积(㎡)140446 ㎡生生产厂建筑总面积(㎡)107812 ㎡产场生产厂生产用建筑总面积(㎡)61942 ㎡地生产厂自动扶梯 /无机房电梯生45000 ㎡产装置专用建筑面积设施名称数目主要技术参数主要数控冲剪复合中心(意大利萨瓦尼尼)2最大加工板厚 3MM技术装备数控自动多边折弯机(意大利萨瓦尼尼)2最大折弯长度及检光纤激光切割机(意大利萨瓦尼尼)1最大功率 2000瓦,最大加工厚度测设16MM备最大加工范围 1525× 3050MM, ML3015LVP-40CF 激光切割机(日本三菱)1加工厚度不锈钢12MM,碳钢 19MM机器人 KR210 (德国 KUKA )2工作范围 2.4M, 最大负重 210KG 电梯下梁机器人弧焊((德国 KUKA )1工作范围 2.4M,最大负重 5KGViPROS-255转塔式数控冲床(日本天田)1工位数 31,冲力 196KN, 最大厚度6.4MM,最大加工范围 1270× 2540MMHFE-220-4液压折弯机(法国天田)1最大公称力 2200KN,最大折弯长度 4000MMM-3060 剪扳机(日本天田)1可剪板厚 6.5MM,最大剪切长度 3070MMMAGNUM5000数控多工位冲床(日本村1工位数 54,冲力 45T,田)最大加工范围 1525× 3360MMCENTRUM-3000数控多工位冲床(日本村1工位数 54,冲力 30T田)最大加工范围 1525× 3360MMVR6.5×3000 数控剪板机(荷兰贝勒)1可剪板厚 6.5MM,最大剪切长度 3000MMVR8*4000 数控剪板机(荷兰贝勒)1可剪板厚 8MM,最大剪切长度 4000MMWC67Y-160*4000液压折弯机1最大公称力 1600KN,最大折弯长度 4000MMPHS160/3100 数控折弯机(日本小松)1最大公称力 1600KN,最大折弯长度 3100MMWE67Y-6.3/2500折弯机1最大公称力 630KN,最大折弯长度 2500MMPHS1753*3100数控折弯机(日本小松)1最大公称力 1753KN,最大折弯长度 3100MM 最大公称力 2250KN,PR6225*4100 数控折弯机(荷兰贝勒)2最大折弯长度 4100MM联机最大折弯长度 8200MM固定式点焊机(唐山松下)4最大电流 350AK7725 数控线切割机1最大加工范围 600× 320× 300MM,TOX 气液增力缸式单点手钳连结设施1最大冲压力 65KN,总行程 50MM,力行程 32MM十七辊数显校平机(南通金晟元)1矫平厚度1-6MM,最大宽度 1M电梯加快度测试仪1DT-3 (垂直±980cm/s 2,水平±98cm/s 2)电梯限速器测试仪1XC-3 (动作速度 0.5m/s~10m/s )电梯振动测试仪1EVA-625( 0-160Hz/40-90dB/ ± 1.5G )耐压仪1AC:0~5kV, 漏电流 :0.01mA~20mA 绝缘仪1 6 档 10 6~10 12Ω电梯控制柜检测台1电梯控制柜元器件和动作功能无机房控制柜检测台1无机房控制柜检测疲惫试验机1主副轮疲惫强度试验线圈测试仪1制动电磁铁线圈测试振动数据收集器1711KT ( 5Hz-5KHz )照度计10-50000lux多功能计数器1SP-1500B焊接查验尺10-2mm/0.5度万用表18500mA~5A,AC:0~2500V,DC:500V 数显钳形表420A~400A转速表225~25000r/min声级计340~130dB(A)绝缘电阻表(兆欧表)20~1000MΩ测厚仪116- 1010μm硬度计1HRC20-70/HRA20-88测力计10-200N卷尺730m,50,m塞尺12各样卡尺130-150,300mm/0.02mm;0-500,1000 ,1500mm/0.05半径样规1R7-14.5,R15-25螺纹环规2涵盖 M8-M20各样千分尺5涵盖 0-175mm/0.004mm各种电子秤,台秤,磅秤60-30 , 100 , 500KG , 2T 各样百分表3涵盖 0-160mm/0.004mm水平仪,测微器7DSZ2,FSI全能角度尺20- 320°/ ±1.3 ′宽座角尺2160-250mm扭矩扳手110-22.5 ;19-110N各种气压表8涵盖 0-25MPa10.5mm/m400 mm框式水平仪,水平尺40.5mm/m450 mm10.5mm/m600 mm月生产能力(电梯)(台 / 月)850生产月安装能力(电梯)(台 / 月)900安装能力交货期(电梯)(天 / 台)<30从生产通知到发货到现场仓储装置完成的电梯在工厂或仓储最长免费仓>天时间储时间。
电梯制造工艺流程图
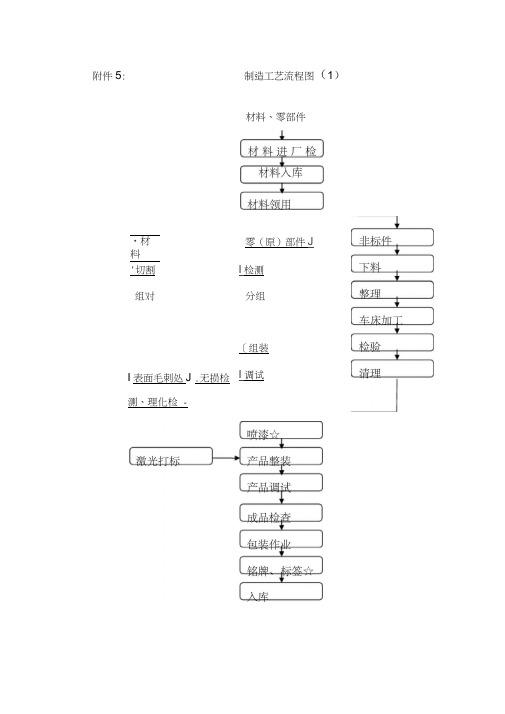
附件5: 制造工艺流程图(1)
材料、零部件
•材
料
零(原)部件J
'切割I检测
组对分组
〔组装
I表面毛刺处J .无损检
测、理化检 -
I调试
2)
制造工艺流程表
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
有关制造工艺流程图的详细说明
O将材料切割成所需的大小及形状。
O利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔'
O加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
O抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
O完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特
殊工序
※从原料入库到成品入库,根据产品标准书的标准要求规定,全
程记录及管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最大冲压力65KN,总行程50MM,力行程32MM
十七辊数显校平机(南通金晟元)
1
矫平厚度1-6MM,最大宽度1M
电梯加速度测试仪
1
DT-3(垂直±980cm/s2,水平±98cm/s2)
电梯限速器测试仪
1
XC-3(动作速度0.5m/s~10m/s)
电梯振动测试仪
1
EVA-625(0-160Hz/40-90dB/±1.5G)
耐压仪
1
AC:0~5kV,漏电流:~20mA
绝缘仪
1
6档106~1012Ω
电梯控制柜检测台
1
电梯控制柜元器件和动作功能
无机房控制柜检测台
1
无机房控制柜检测
疲劳试验机
1
主副轮疲劳强度试验
线圈测试仪
1
制动电磁铁线圈测试
振动数据采集器
1
711KT(5Hz-5KHz)
照度计
1
0-50000lux
多功能计数器
工位数54,冲力45T,
最大加工范围1525×3360MM
CENTRUM-3000数控多工位冲床(日本村田)
1
工位数54,冲力30T
最大加工范围1525×3360MM
×3000数控剪板机(荷兰贝勒)
1
可剪板厚6.5MM,
最大剪切长度3000MM
VR8*4000数控剪板机(荷兰贝勒)
1
可剪板厚8MM,
最大剪切长度4000MM
WC67Y-160*4000液压折弯机
1
最大公称力1600KN,
最大折弯长度4000MM
PHS160/3100数控折弯机(日本小松)
1
最大公称力1600KN,
最大折弯长度3100MM
2500折弯机
1
最大公称力630KN,
最大折弯长度2500MM
PHS1753*3100数控折弯机(日本小松)
1
SP-1500B
焊接检验尺
1
0-2mm/度
万用表
18
500mA~5A,AC:0~2500V,DC:500V
数显钳形表
4
20A~400A
转速表
2
25~25000r/min
声级计
3
40~130dB(A)
绝缘电阻表(兆欧表)
2
0~1000MΩ
测厚仪
1
16-1010μm
硬度计
1
HRC20-70/HRA20-88
数控冲剪复合中心、数控自动多边折弯机(意大利萨瓦尼尼)
机器人KR210(德国KUKA)
光纤激光切割机(意大利萨瓦尼尼)
电梯下梁机器人弧焊工作站
VIPROS-255转塔式数控冲床
HEF-220-4液压折弯机
生
产
场
地
生产厂占地总面积(㎡)
140446㎡
生产厂建筑总面积(㎡)
107812㎡
生产厂生产用建筑总面积(㎡)
1.生产工艺及生产、供货及安装能力简述
江南嘉捷电梯股份有限公司(简称SJEC),成立于1992年,专业设计、制造、销售、安装、维保电梯、扶梯、自动人行道及立体停车设备产品。
电梯的制造生产过程是:各零部件的制作和采购——包装发运——使用现场安装、调试——特种设备报检后交付用户。如下图:
投标产品的生产设备:
测力计
1
0-200N
卷尺
7
30m,50,m
塞尺
12
-0.5mm
各种卡尺
13
0-150,300mm/0.02mm;0-500,1000,1500mm/
半径样规
1
,R15-25
螺纹环规
2
涵盖M8-M20
各种千分尺
5
涵盖0-175mm/0.004mm
各类电子秤,台秤,磅秤
6
0-30,100,500KG,2T
月生产能力(电梯)(台/月)
850
月安装能力(电梯)(台/月)
900
交货期(电梯)(天/台)
<30
从生产通知到发货到现场
仓储时间
装配完毕的电梯在工厂或仓储最长免费仓储时间
> 天
ML3015LVP-40CF激光切割机(日本三菱)
1
最大加工范围1525×3050MM,
加工厚度不锈钢12MM,碳钢19MM
机器人KR210(德国KUKA)
2
工作范围2.4M,最大负重210KG
电梯下梁机器人弧焊((德国KUKA)
1
工作范围2.4M,最大负重5KG
ViPROS-255转塔式数控冲床(日本天田)
1
最大公称力1753KN,
最大折弯长度3100MM
PR6225*4100数控折弯机(荷兰贝勒)
2
最大公称力2250KN,
最大折弯长度4100MM
联机最大折弯长度8200MM
固定式点焊机(唐山松下)
4
最大电流350A
K7725数控线切割机
1
最大加工范围600×320×300MM,
TOX气液增力缸式单点手钳连接设备
61942㎡
生产厂自动扶梯/无机房电梯生产装配专用建筑面积
45000㎡
主要技术装备及检测设备
设备名称
数量
主要技术参数
数控冲剪复合中心(意大利萨瓦尼尼)
2
最大加工板厚3MM
数控自动多边折弯机(意大利萨瓦尼尼)
2
最大折弯长度-3.2M
光纤激光切割机(意大利萨瓦尼尼)
1
最大功率2000瓦,最大加工厚度16MM
各种百分表
3
涵盖0-160mm/0.004mm
水准仪,测微器
7
DSZ2,FSI
万能角度尺
2
0-320°/±′
宽座角尺
2
160-250mm
扭矩扳手
11
;19-110N
各类气压表
8
涵盖0-25MPa
框式水平仪,水平尺
1
0.5mm/m400 mm
4
0.5mm/m450 mm
1
0.5mm/m600 mm
生产安装能力
1
工位数31,冲力196KN,最大厚度6.4MM,最大加工范围1270×2540MM
HFE-220-4液压折弯机(法国天田)
最大公称力2200KN,
最大折弯长度4000MM
M-3060剪扳机(日本天田)
1
可剪板厚6.5MM,
最大剪切长度3070MM
MAGNUM 5000数控多工位冲床(日本村田)
1