垫圈复合模参考
垫圈复合模自动送接料工装设计
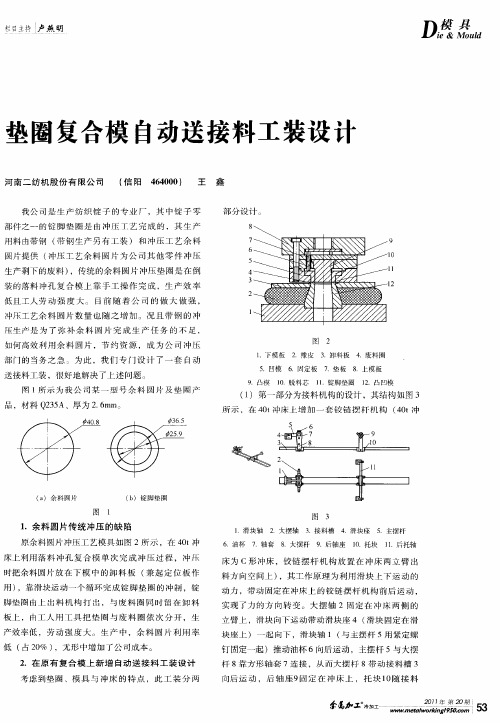
图 I所示 为 我公 司某 一 型 号 余 料 圆 片 及 垫 圈 产
品 ,材料 Q 3 A、厚为 2 6 m。 25 .r a
( )第一 部分 为接料 机构 的设计 ,其 结构如 图 3 1
所 示 ,在 4 t 床 上 增 加 一 套 铰 链 摆 杆 机 构 ( 0 冲 0冲 4t
.
向后 运 动 ,后 轴 座9固定 在 冲 床 上 ,托 块 1 0随接 料
参 。 磊工
w.ar ̄ 5 w ewl1∞ 3 w ton 象 m lo m 置 "
液压支架换 向阀主 阀孔的挤压加工法
安徽 省矿 业机 电有 限责 任 公 司 技术 中心 ( 淮北 250 3 0 0) 王 虹
1 .问题 提 出
液 压 支 架 换 向 阀 的 一 对 主 阀孔 ( 图 1 , 按 要 见 )
往 不理想 ,存 选 定 的定 位基 准 面 夹 紧后 ,旋 转 中心 漂移 ,给后续 的加 工 带来 一 定 发 困难 ,在 孔 中 心和
求需 要 有 一 定 的 尺寸 精度 及较 好 的表 面质 量 ,为 了适 应 乳 化 液 介质 的使 用 环 境 ,最 好能 通过 加 工 过 程 使 耐 腐 蚀 性 有 一 定 提 高 。 目前 的加 工 方 法 主 要 有 ,钻一车一 铰
低 ( 2%) 占 0 ,无 形 中增 加 了公 司 成 本 。 2 .在 原 有 复 合 模 上 新 增 自动 送 接 料 工 装 设 计 考 虑 到 垫 圈 、模 具 与 冲 床 的 特 点 ,此 工 装 分 两
钉 固定 一起 )推动 油杯 6向后运动 ,主摆 杆 5与大摆
杆 8靠 方 形 轴 套 7连 接 ,从 而 大 摆 杆 8带 动 接 料 槽 3
垫圈落料、冲孔复合模设计

=
排样图如图 2 所示 。
4 冲压力计算 . 2 ①落料力的计算
查 [] 8可得落料力 F : = . t 落 Fm 1 Lr 3
得 ̄2 4 的公差为 O 2  ̄3 . ,1 的公差为 O 3 6 。 ,故可将其 4
尺寸 换为 4 2 : l 1 , 8 转 2 4 ¨, 3 3 查[] 一 : 得冲
9 9
S E CINCE&T C E HNOL Y V& tc n l g iw ce c e h oo y v e
21 02年 0 月第 0 期 1 3
科 技 视 界
机械与电 子
4 r , 的步距 S S 4 += 3 r 5 m条料 a :=2 a 4 . m 2 a
S in e& tc noo y v e ce c e h l g iw
机 械与 电子
科 技 视 J- ?
21 年o 月第 0 期 02 1 3
垫圈落料 、 冲孔复合模设计
黄 小 龙
( 阳技师 学院 湖南 衡
衡阳 4 10) 2_ 1 1
【 要】 摘 本文介绍 了垫 圈落料冲孔复合模设计的一般原则、 方法和步骤。 冲裁模具的设计首先要通过对
4 . 落料凹模刃 口尺寸计算 .1 5
卜 材料抗剪强度( P ) 查资料 [] M a; 1可得 : 丁 =
2 0MPa 6 ;
4: 的凸凹模的制造公差由 [] 2位 。 8 查得 6 = 凹
00 0 . 3 mm , = .2 mm。 6a 00 0
落 料 力 则 为 : = . ̄ 3rmx m 20 a Fm 1 12 3 a 2 m ̄6 MP 一
裁模刃 口双面间隙 z 0 2 m,一= . m 。 = . m z 0 6 m 2 2
垫圈复合模设计
成人高等教育毕业设计(论文)题目垫圈复合模设计学院_材料能源学院专业模具设计与制造年级姓名李附中指导教师(2010 年8月)广东工业大学继续教育学院制目录前言…………………………………………………………………………… 4.1.垫片连续模具设计摘要…………………………………………………… 5.1.1工艺分析 (6)1.2模具结构形式的确定 (6)1.3工艺方案确定……………………………………………………… 6.1.4工艺设计 (6)2.垫片连续模有关计算 (8)2.1计算凸凹模刃口尺寸 (8)2.2计算冲压件计算 (9)3. 模具总体结构设计 (10)3.1 模具类型的选择 (10)3.2 定位方式选择 (10)3.3 卸料、出件方式选择 (11)4. 工作零部件的结构设计 (10)4.1 凸模、凹模的设计 (10)4.2 定位零件的设计 (11)4.3 卸料部件的设计 (11)4.4 模架及其他零部件的设计 (12)5. 模具总装图 (13)6. 冲压加工的特点及其应用 (14)7. 冲压技术的发展趋势 (14)8. 设计总结语 (15)9. 参考资料 (16)附录一零部件加工工艺卡片附录二零部件图附录三模具总装图垫圈复合模设计李附中高模34班一垫片连续模具设计摘要根据冲压模工艺原理,结合产品(垫圈)结构的特点,采用倒装复合模冲裁生产和弹性卸料的结构形式,设计的复合模经生产实践验证,其结构简单实用,冲压工艺过程稳定可靠。
关键词:倒装复合模、弹性卸料引言由于制件的形状简单,精度要求不高,在机械业中具有广泛应用性和通用性,因此适合大批量生产。
为了便于排泄废料,故采用倒装复合模冲裁生产,避免了废料要人工来清除,节省了时间,同时也节省大量劳动力,提高了生产率。
制件: T=2mm 材料: 10钢批量: 30万件\年工艺分析该制件形状简单、对称,零件的精度要求和生产批量符合冲裁工艺要求,故采用冲孔落料复合模进行加工。
六角垫圈复合模正装课设15

目录摘要 (1)1、绪论 (3)2、冲裁件工艺分析 (4)3、冲裁方案的确定 (6)4、模具结构形式的确定 (8)5、模具总体设计 (8)6、模具设计计算 (10)7、主要零部件设计 (20)8、校核模具闭合高度及压力机有关参数 (22)9、设计并绘制模具总装图及选取标准件 (23)10、绘制非标准件零件图 (24)11、总结 (25)12、参考文献 (25)绪论模具,做为高效率的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
采用模具生产制品和零件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;容易实现生产的自动化的特点。
设计出正确合理的模具不仅能够提高产品质量、生产率、具使用寿命,还可以提高产品经济效益。
在进行模具设计时,必须清楚零件的加工工艺,设计出的零件要能加工、易加工。
充分了解模具各部件作用是设计者进行模具设计的前提,新的设计思路必然带来新的模具结构。
冲压工艺是塑性件,所以有加工的基本方法之一。
它主要用于加工板料零时也叫板料冲压。
冲压不仅可以加工金属板料,也可以加工非金属板料。
冲压加工时,板料在模具的作用下,于其内部产生使之变形的内力。
当内力的作用达到一定程度时,板料毛坯或毛坯的某个部位便会产生与内力的作用性质相对应的变形,从而获得一定的形状、尺寸和性能的零件。
由于新技术的应用和引导,模具技术在国民经济中的地位愈来愈大,我国机械制造业在21世纪的市场竞争能力也将越来越强。
1冲裁件工艺性分析工件名称:六角垫圈工件简图:如图1-1所示生产批量:大批量材料:Q235材料厚度:2mm图1-11.1材料由表1-1、表1-2分析知:Q235为普通碳素结构钢,具有良好的塑性、焊接性以及压力加工性,主要用于工程结构和受力较小的机械零件。
平垫圈冲裁复合模设计

目录第 1章绪论 (3)第 2 章垫片连续模具设计摘要………………………………………… 6.2.1工艺分析 (6)2.2模具结构形式的确定 (6)2.3工艺方案确定 (6)2.4工艺设计 (7)第 3 章垫片连续模有关计算 (8)3.1计算冲压件计算 (8)3.2计算凸凹模刃口尺寸 (8)第 4 章模具总体结构设计 (10)4.1 模具类型的选择 (10)4.2 定位方式选择 (10)4.3 卸料、出件方式选择 (10)4.4模架级其他零部件的设计 (14)第5章工作零部件的结构设计 (15)5.1 凸模、凹模的设计 (15)第 6 章模具总装图 (16)第 7 章冲压加工的特点及其应用 (17)第 8 章冲压技术的发展趋势 (19)设计总结语....................................................20 参考资料......................................................21 致谢..........................................................22 附录零部件加工工艺卡片......................................23第1章绪论本设计主要研究用镁合金板材冲压手机饰板的模具设计和制造工艺,讨论了坯料温度,加工条件等工艺因素对镁合金手机饰板质量的影响。
实验表明,在正确的模具结构和适当的工艺条件和温度条件下,能够使用冲压模具成功的冲压生产出镁合金手机饰板。
我们可以根据镁合金独特的结构性能和其使用性能进行设计。
镁合金密度低,是实际使用中最轻的金属结构材料,具有比强度和比刚度高,电磁屏蔽效果好,抗震减震效果好,易加工成型和易于回收再利用等优点。
镁合金常用的成型方法有压铸,半固态铸造,挤压铸造,挤压和轧制等,其中镁合金产品的80%是通过铸造生产的。
防松垫圈冷冲压复合模具设计毕业论文
防松垫圈冷冲压复合模具设计毕业论文防松垫圈冷冲压复合模具设计摘要:本文所叙述的设计已经经过了实际制造~并成功的冲出了所需的实体冲件。
由此证明本文所述的模具设计方案是正确可行的。
关键词:倒装式复合模引言本人是江苏盐城技师学院的一名技师班学生,因为在校期间多次发现实习车间内部分机械设备有松动现象,所以产生了设计防松垫圈的冲压模具的念头。
以下部分是我的设计方案。
一、冲裁的工艺性和工艺方案的确定冲裁工艺设计包含冲裁件的工艺性分析、冲裁工艺方案的确定和技术经济分析的内容。
良好的工艺性和合理的工艺方案~可以用最少的材料~最少的工序数量和工时~并使模具结构简单~模具寿命高~最终稳定地获得合格工作劳动量和工艺成本是衡量冲裁工艺设计的主要指标。
工艺性是否合理~对冲裁件的质量、模具寿命和生产率有很大的影响。
,一,冲裁件的形状和尺寸,(冲裁件形状应尽可能简单、对称、排样废料少。
在满足质量要求的条件下~把冲裁件设计成少、无废料的排样形状。
,(除在少、无废料排样或采用镶拼模结构时~允许工件有尖锐的清角外~冲裁件的外形或内孔交角处应采用圆角过渡~避免清角。
?(尽量避免冲裁件上过长的悬臂与狭槽,(冲裁件孔与孔之间、孔与零件边缘之间的壁厚~因受模具强度和零件质量的限制~其值不能太小。
一般要求 c?1.5t~c′?t。
若在弯曲或拉深件上冲孔~冲孔位置与件壁间距应满足图示尺寸。
5(冲裁件的孔径因受冲孔凸模强度和刚度的限制~不宜太小~否则容易折断和压弯。
冲孔最小尺寸取决于材料的机械性能、凸模强度和模具结构。
,二)冲裁件的尺寸精度和表面粗糙度要求冲裁件的精度要求~应在经济精度范围以内~对于普通冲裁件~其经济精度不高于 IT12级~冲孔件比落料件高一级。
(三)冲裁件的尺寸基准冲裁件的尺寸基准应尽可能和制模时的定位基准重合~以避免产生基准不重合误差。
孔位尺寸基准应尽量选择在冲裁过程中始终不参加变形的面或线上~切不要与参加变形的部位联系起来。
垫圈落料冲孔复合模 ~~~课程设计
冲压模具设计如图一所示冲裁件,试设计其冲裁模。
冲压技术要求:1、材料:Q2352、材料厚度:2mm3、工件精度:无要求4、生产批量:大批量 。
一、确定冲压工艺方案和模具结构形式1、分析制件的冲压工艺性①材料:Q235为普通碳素结构钢,具有较好的冲裁成形性能。
②零件结构:零件结构简单对称,无尖角,对冲裁加工较为有利。
零件中部有一异形孔,孔的最小尺寸为2.3mm ,满足冲裁最小孔径min d ≥mm20.1 t的要求。
另外,经计算异形孔距零件外形之间的最小孔边距满足冲裁件最小孔边距min l ≥mm35.1=t的要求。
所以,该零件的结构满足冲裁的要求。
③尺寸精度:零件上的尺寸均未标注尺寸偏差,为自由尺寸,可按IT10~IT14级精度补标工件尺寸公差。
选定IT12确定尺寸的公差。
经查得零件各尺寸偏差如下:落料部分:00.2542φ- 冲孔部分:0.2120φ+ 0.2122φ+ 0.124+由以上分析可知,该零件可以用普通冲裁的加工方法制得。
2、分析比较和确定工艺方案该零件包括落料和冲孔两个基本工序,可以采用以下三种工艺方案:方案一:先落料,后冲孔。
采用两套单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续冲压,采用级进模生产。
方案一模具结构简单,但需两道工序、两副模具,生产效率低,零件精度较差,在生产批量较大的情况下不适用。
方案二只需一副模具,冲压件的形位精度和尺寸精度易保证,且生产效率高。
尽管模具结构较方案一复杂,但由于零件的几何形状较简单,模具制造并不困难。
方案三也只需一副模具,生产效率也很高,但与方案二比生产的零件精度稍差。
欲保证冲压件的形位精度,需在模具上设置导正销导正,模具制造、装配较复合模略复杂。
所以,比较三个方案采用方案二生产。
3、确定冲模类型及结构形式根据零件的冲裁工艺方案,采用倒装复合冲裁模。
同时为了保证孔的精度及较好的定位,宜采用导正销导正。
为了提高材料的利用率,采用固定挡料销。
平垫圈冲裁复合模模具设计 说明书
平垫圈冲裁复合模模具设计摘要本次设计了一套冲孔、落料的倒装复合模具。
经过查阅资料,首先要对零件进行工艺分析,经过工艺分析和对比采用冲孔落料工序,通过冲裁力、顶件力、卸料力等的计算分析确定压力机的型号;其次分析适用于冲压件加工的模具类型,选择所需设计的模具;最后得出模具的类型后,将模具的各工作零部件设计过程表达出来。
本文的第一部分,主要叙述了冲压模具的发展状况,说明了冲压模具的重要性与本次设计的背景,接着是对冲压件进行工艺分析,确定工艺方案;第二部分,对零件排样图的设计,完成了有关工件各个力的计算,对选择冲压设备提供依据。
最后是对主要零部件的设计计算,为本次设计模具的绘制和模具的成形提供依据,以及为装配图各尺寸提供依据。
通过前面的设计方案画出模具装配图和各零件图。
关键词:倒装复合模具、厚料冲裁、冲裁间隙FLAT GASKET COMPOSITE DIECUTTING MOULD DESIGNABSTRACTThis design is a set of flip and compound mold about punching and blanking.By consulting materials,we should analyse the part’s technics firstly.Through analysis and comparison,I decide to use the punching and blanking process.Then by means of the analysis and calculation that is about blanking force ejecting force stripping force etc.we can ensure the press machine’s model number.Secondly,I analyse the mold’s type using in stamping’s process and choose which I need.In the end,after this working I will convey the design’s process of the die’s all working parts.The first part of the article,mainly describes the development of stamping die and explains the importance of stamping die as well as the background of the design. Then is the technology analysis of the stamping parts and determine a technological plan.The second part illustrate the parts’ layout.Then I complete all force’s calculation about the workpieces.This can provides selections for choosing stamping equipment.In the end,I design and calculate the main parts’s data that provides selections for the mold’s design and shaping along with ascertaining all sizes of assembly drawing. Through the former’s design I draw die’s assembly drawing and parts drawing.KEY WORDS: Flip composite mold Thick material blanking blanking clearance目录前言 (1)第1章工艺分析及其方案确定 (2)1.1 零件的工艺分析 (2)1.2 工艺方案的确定 (2)1.3 排样的确定 (3)1.4 条料宽度的计算 (5)第2章冲压设备的选用与相关计算 (6)2.1 冲裁方式的确定与冲压力的计算 (6)2.1.1 冲压方式的确定 (6)2.1.2 冲压力的计算 (6)2.2 冲压设备的选用 (8)2.3 压力中心的确定 (8)2.4 凸、凹模的有关计算 (9)2.4.1 凸、凹模间隙值的确定 (9)2.4.2 凸、凹模的刃口尺寸的计算和公差的确定 (9)第3章主要零部件的尺寸设计与计算 (13)3.1 凸模的设计 (13)3.1.1 凸模设计的原则 (13)3.1.2 凸模的类型选用及校核 (14)3.2 凹模的设计 (16)3.2.1 凹模洞口形状的选择 (16)3.2.2 凹模外形尺寸的确定 (16)3.3 凸凹模的设计 (18)3.4 固定零件的选用 (19)3.5 弹压卸料装置的设计 (20)3.5.1 卸料板 (20)3.5.2 橡胶 (21)3.6 定位零件 (23)3.6.1 导料销类型的设计 (23)3.6.2 挡料销类型的设计与确定 (23)3.7 导向零件 (24)3.8 打杆和推(顶)杆 (26)3.9 推件装置 (27)3.10 模架的选用 (28)3.10.1 模具的闭合高度的计算 (28)3.10.2 冲模模架 (28)3.11 零件技术要求 (30)第4章模具的调试 (32)总结 (34)谢辞 (35)参考文献 (36)前言在日本模具被誉为进入富裕社会原动力,而合理的冲压工艺、先进的模具和高效的冲压设备是能生产出好的冲压产品必不可少的三要素。
123 冲大小垫圈复合模具设计(含全套说明书和CAD图纸)
123 冲大小垫圈复合模具设计(含全套说明书和CAD图纸)摘要:模具是制造业的重要工艺基础,在我国模具制造属于专用设备制造业。
本设计是空气滤清器壳反拉深、冲孔复合模设计,冲模的结构性能直接反映了冲压技术水平的高低。
选用材料时应考虑模具的工作特性,受力情况,冲压件材料性能,冲压件的精度,生产批量以及模具材料的加工工艺性能和工厂现有条件等因素。
冲床的选用主要是确定冲床的类型和吨位。
板料冷冲压加工是机械加工的一个重要组成部分。
它应用十分广泛。
但由于传统的加工存在着冲压工艺方案选择不合理、冲压间隙选择过大,压力机不相匹配等问题。
本文就以空气滤清器壳反拉深、冲孔复合模设计主要介绍了冲压模具设计的全过程:1. 经工艺分析工艺计算,间隙值的选择,确定了该设计工艺流程及冲模结构形式。
2. 同时对所设计的模具分别进行了分析说明,3. 对压力机做出了合理的选择,4. 整个过程采用AutoCAD软件绘制模具的二维装配图和个别零件图。
关键字:冲压模;空气滤清器壳;冲裁间隙;冲压工艺。
Abstract: Board material cold to press , it processes to be machined one important component. It is very extensive that it employs . But because the choice with unreasonable choice and pressing the interval that traditional processing is pressing the craft scheme is too big, question of matching of thepress. etc. This text presses The automobile rim falls the materal drawing compound mold with the main introduction of mold design to the clutch housing:1. Calculate by analysis , craft by craft, interval choice of value, confirm this design technological process and structural form of trimming die.2. Analyzed separately to moulds designed that explain at the same time ,3. Having made the rational choice to the press,4. The whole course adopts AutoCAD software to draw thetwo-dimentional installation diagrams and specific part pictures of the mould .Key word: Press the mould ;automobile rim;the interval of blanking;press the craft。
垫圈冲孔落料倒装复合模_冲压模设计论文 推荐
河南工业职业技术学院Henan Polytechnic Institute 毕业设计(论文)题目垫圈冲孔落料倒装复合模班级模具0906姓名陈丹丽指导教师张玉华机械工程系2012届毕业生毕业设计任务书二O一一年九月姓名:陈丹丽专业:模具设计与制造班级:模具0906学号:010******* 设计题目:垫圈冲孔落料倒装复合模冲压件简图:材料:45钢生产批量:中批量料厚:2 mm冲压件主要技术要求:要求冲压件表面平整,未注公差按IT14级查表。
指导老师(签名):2011年月日前言冲压技术广泛应用于航空、汽车、电机、家电、通信等行业的零部件的成形的加工。
据国际生产技术协会预测,到本世纪中,机械零部件中60%的粗加工、80%的精加工要有模具来完成加工。
因此,冲压技术对发展生产、增加效益、更新产品等方面具有重要作用。
目前,我国冲压技术与先进工业发达国家相比还相当落后,主要原因是我国在冲压基础理论及成形工艺、模具标准化、模具设计、模具制造工艺及设备等方面与工业发达国家尚有相当大的差距,导致我国模具在寿命、效率、加工精度、生产周期等方面与先进工业发达国家的模具相比差距相当大。
本次设计是参考了众多参考文献及专业资料的规范要求编写而成。
本设计主要介绍片装弹簧冲压级进模。
本设计共分5章,主要包括材料工艺分析和成形性能、冲压工序特点和工艺计算、模具总体结构设计、模具主要零件结构设计及工艺性分析等。
另外,还附有毕业设计任务书、论文评阅表、答辩小组成员表、部分模具零件冲压工艺过程卡、装配图、零件图。
导师张玉华曾在编写及内容安排提出不少有益的意见。
在此,谨向尊敬的导师表示真诚的感谢和崇高的敬意!由于本人知识水平和能力的有限,在设计的过程中难免存在很多的纰漏和不足之处,恳请个各位老师的批评与指正。
摘要模具作为高效的生产工具的一种,是工业生产中使用极为广泛与重要的工艺装备。
研究和发展模具技术,对于促进国民经济的发展具有特别重要的意义,模具技术已成为衡量一个国家产品制造技术的重要标志之一,随着工业生产的迅速发展,模具工业在国民经济中的地位日益提高并在国民经济发展过程中发挥越来越大的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系
部:
专 业 名 称:
班级:ຫໍສະໝຸດ 姓名:学号:
指 导 教 师:
2007 年 10 月 8 日
目录
1. 绪论
2. 冲材件工艺性分析....................................................1 1. 材料............................................................................................................................ 1. 2 工件结构形状............................................................................................................ 1. 3 尺寸精度................................................................................................................... 2.冲裁工艺方案的确定.................................................. 3.模具结构形式的确定.................................................. 4.模具总体设计........................................................ 4.1 模具类型的选择..................................................... 4.2 操作与定位方式..................................................... 4.2.1 操作方式......................................................... 4.2.2 定位方式......................................................... 4.3 卸料、出件方式..................................................... 4.3.1 卸料方式......................................................... 4.3.2 出件方式.........................................................
-
5.4.1 冲裁间隙分析...........................................................................................................
5.4.2 冲模刃口尺寸及公差的计算.......................................................................................................
4.4 确定送料方式.................................................................................................................................. 4.5 确定导向方式..................................................................................................................................
5.模具设计计算................................................................................................................ 5.1 排样 计算条料宽度、确定步距、计算材料利用率.............................................. 5.1.1 排样方式的选择....................................................................................................... 5.1.2 计算条料宽度........................................................................................................... 5.1.3 确定步距................................................................................................................... 5.2 冲压力的计算.............................................................................................................. 5.2.1 冲裁力的计算........................................................................................................... 5.2.2 卸料力、顶件力的计算........................................................................................... 5.3 模具压力中心的确定.................................................................................................. 5.4 模具刃口尺寸的计算..................................................................................................
5.5 卸料橡胶的设计.......................................................................................................... 5.5.1 卸料板工作行程....................................................................................................... 5.5.2 卸料橡胶工作行程................................................................................................... 5.5.3 卸料橡胶自由高度.................................................................................................... 5.5.4 卸料橡胶的预压缩量............................................................................................... 5.5.5 每个橡胶所承受的载荷............................................. 5.5.6 卸料橡胶的外径 D................................................. 5.5.7 较核卸料橡胶自由高度............................................. 5.5.8 卸料橡胶安装高度................................................. 6.主要部零件设计...................................................... 6.1 工作零件的结构设计................................................. 6.1.1 落料凹模......................................................... 6.1.2 冲孔凸模......................................................... 6.2 卸料部件的设计...................................................... 6.2.1 卸料板的设计...................................................... 6.2.2 卸料螺钉的选用.................................................... 6.3 模架及其他零部件的选用............................................................................................. 7 校核模具闭合高度及压力机有关参数..................................... 7.1 校核模具闭合高度.................................................... 7. 2 冲压设备的选定............................................................................................................ 8. 设计并绘制模具总装图、选取标准件.......................................................................... 9.绘制非标准件零件图........................................................................................................ 总结....................................................................................................................................... 致谢....................................................................................................................................... 参考文献............................................................... 附录...................................................................