FA506细纱机带变频
细纱工艺计算18tex实例
细纱工艺计算18tex实例细纱工艺计算18tex实例细纱工艺计算细纱工艺计算:18tex纯棉纱为例表7-7细纱工艺单细纱工艺公定回潮率总牵伸倍数后区牵伸倍(%)数机械实际8.533.4232.441.25钢领型号PG1/2直径42钢丝圈型号CO型号数10/0机型FA507B罗拉直径(mm)1×2×3细纱干定量(g/100m)1.66捻向Z马达盘D1转速(r/min)前罗拉244.54撑头牙锭速16411后区牵伸齿轮Z29车头盘D225×25×25牵伸对牙Z25/Z26180捻系数360卷绕齿轮Z12和Z1343和51180捻度对牙/46/42计算捻度(捻/10cm)84.9168/665281、牵伸倍数计算(1)总牵伸倍数W%=8.5%细纱干定量为初步拟定粗纱特数为600tex实际牵伸机械牵伸所以,根据设备传动得:=355779711085025292563z26z25)21.1672z26z25根据设备说明书选择Em=33.42;牵伸成对变换齿轮齿数Z25/Z26取68/66T;修正实际总牵伸倍数:粗纱特数:(2)后区牵伸倍数后区牵伸倍数,初步拟定为1.25倍根据设备传动得:根据设备说明书选择2、锭速18tex纱的折合单产实际产量Qd=1.25;后牵伸变换齿轮齿数取28T。
38折合率影响系数381.9630.9620.16(kg/千锭时)折合率、影响系数参见《棉纺手册》第1194~1195页表7-1-7与表7-1-8QdQL时间效率时间效率参见《棉纺厂设计》第95页表6.3.2-1,选用96%20.16=QL0.96得QL=21.00NtVf601000因为QL=10001000所以21.00=18Vf601000得Vf=19.44m/minNt---纱线特数Vf---前罗拉线速度(m/min)设计捻系数为375因为0.96=360又因1t实=t设×时间效率所以t实=375×因为Ttnfns100d2,而nfvf1000d2nf---前罗拉转速(r/min)所以Ttnsvf10ns所以84.91初步拟定ns19.4410得ns=16506.50(r/min)=16000(r/min)[《棉纺手册》第592表3-1-1A]D1主电动机皮带轮节径(mm)D2主电动机皮带轮节径(mm):锭带厚度(本机为0.6mm):滚盘直径(250mm):锭盘直径(可选18、19.5、22、24mm,本机采用22mm)查表得:D1=180,D2=180,ns’=16411r/min3、捻度选定细纱实际捻系数为360,则捻度为:由设备传动图得:捻度=查设备说明书,得、取46、42T;捻度修正为:1ns100因为Ttnfd2ns100Ttd2"则,修正前罗拉转速nf"1641110085.493.1425244.54(r/min)4、卷绕密度本机选定卷绕圈距为纱线直径的4倍,则有:由设备传动得到,钢领板一次升降时前罗拉输出纱条长度应等于同一时间管纱卷绕长度,即有:..(1)因为:成形凸轮转速前罗拉速度纱圈平均长度=凸轮升降比=1:3Dd由于sin2H22(Dd2)2将上述5式代入(1)式中得到:本机=25mm,钢领直径42mm,为39mm,d为19mm,H为57mm,为9.95°因此查设备说明书得18tex纱线对应的卷绕齿轮5、钢领板级升钢领板级升距y与纱线特数存在联系,钢领板一次升降绕纱长度的重量应等于同一时间纱管上卷绕的纱线重量,则有:即:带值计算得:y=0.088由于棘轮每撑过N齿钢领板级升距为:Y=所以,N=扩展阅读:细纱工艺设计方案细纱工艺设计方案1.分析细纱技术性能选用细纱机型号为FA506型,其主要技术特征见下表机型锭距(mm)牵伸形式罗拉直径(mm)FA50670三罗拉长皮圈25弹簧摇架加压罗拉加压方式气摇架加压最大罗拉中心距前~中(mm)升降动程(mm)锭带张力盘粗纱卷装尺寸(mm)152×406直径×长度(mm)PLC控制,中途关机适位制动,中途落纱钢领板自动下降适位制自动结构动,满管钢领板自动下降适位制动,开机低速生头,开机前钢领板自动复位,落纱前自动接通落纱电源,工艺参数显示新技术主要制造厂可配变频调速,可配竹节纱装置,可配包芯丝装置中国纺机集团经纬股份有限公司输次分公司155,180,205单、双张力盘粗纱架捻向满纱最小气圈高度85单层六列吊锭Z,Z或S43锭速(r/min)1202*~18000前~后143锭子型号试纺纤维长度(mm)及混纺JWD32系列光杆钢领直径(mm)每台锭数(锭)牵伸(倍)每节罗拉锭数35,38,42,45384~51610~50665mm以下棉、化纤2.配置细纱机主要工艺参数(1)总牵伸与牵伸分配纺18.2tex,考虑总牵伸在30倍;加工针织用纱,后区牵伸一般为1.04~1.20倍,通常情况下偏小为宜,本设计取1.10倍。
细纱三自动调整方法
细纱三自动调整方法各位朋友.在我们细纱的应用中经常有人提到关于落纱时尾纱过长或者是落纱后断头过多的问题.今天我就以经纬FA506的细纱机为例简要做一个说明:一般我们在使用细纱机时在车尾电气控制面板将三自动的工作方式设置为机械落纱.由于出厂年代的不同相对应的PLC代码也有所差异.所以具体在XX项目下修改我就不多说了.只要是采取的定长落纱就需要应用到三自动.按照该设备的出厂设置一般为定长落纱,也就是机械方式落纱;首先要知道行程开关和3只接近开关的作用.行程开关从里面开始: 始纺位置 .满纱位置纲领板下降到位停止位置接近开关: 第一个撞块的对应接近开关: 停车第二个撞块的对应接近开关: 下纲领板第三个撞块的对应接近开关: 主轴制动满纱信号发出----------发出停主机信号(停车)----------自由惯性----------滑到第二个接近开关---------下纲领板----------纲领板到位-------行程开关纲领板到位停止.-------------落纱后手动复位到始纺位置准备进入下个纺纱经常会有人提到落纱断头是什么原因呢?当满纱信号后首先主机会停,此时主轴并不停车靠自由惯性下纲领板如果因为一些原因使主轴过早停止肯定会造成断头的.解决的办法调整停车和下纲领板的机械撞块的间隙.也就是缩小角度.如果是主轴的轴承有损坏的首先要排除.因为更换品种造成的车速变低而引起的主轴惯性边变小可以采用这种办法.落纱后尾纱过长:一个是没有制动.再就是有制动但是没有发挥作用.有时候会因为某种原因使制动线圈损坏.一般也不可能马上就停下来修理\更换,但是要符合我们的需求怎么办?将下纲领板和停主机的撞块角度调大些,这个要根据实际情况进行调整.为防止出现上面所说的情况我们可以在每次落纱前小角度的进行调整.直到满意为止.这样就解决了没有刹车做造成的尾纱缠绕过多的问题.调细纱三自动应注意哪些问题?1、开车准备按下低压断路开关,关闭车头箱门开关使I1指示灯亮。
FA506型细纱机空心罗拉紧密纺改造效果分析

摘要: 探讨空心罗拉紧密纺改造的纺纱效果。阐述了空心罗拉紧密纺机构原理以及在 F A S 0 6型细纱机
上实施 改造 的方法, 并与普通环锭 纺、 三罗拉 紧密纺、 四 罗拉 紧密纺进行 了纺纱对 比。结果表明 , 该改造 方式成 纱条 干好 、 毛羽少 , 强力稍低于 网格圈式紧密纺。认 为, 该改造方式具有成 纱质量较好 、 运行 成本 较低的特 点, 有
Ab s t r a c t S p i n n i n g e f e c t o f h o l l o w r o l t e r c o mp a c t s p i n n i n g mo d i i f c a t i o n wa s d i s c u s s e d .P in r c i p l e o f h o l l o w r o l l e r c o mp a c t s p i n n i n g a n d me t h o d o f mo d i i f c a t i o n o n F A S 0 6 s p i n n i n g la f me we r e i n t r o d u c e d .T h e s p i n n i n g e f f e c t w a s c o n t r a s — t e d t o t r a d i t i o n a l i r n g s p i n n i n g , t h r e e — r o l l e r c o mp a c t s p i n n i n g a n d f o u r — r o l l e r c o mp a c t s p i n n i n g .T h e r e s u h s h o w s t h a t e v e n n e s s o f t h e y a m s p u n b y t h e mo d i i f c a t i o n i s b e t t e r , t h e h a i in r e s s i s l e s s , t h e s t r e n g t h i s l o w e r s l i g h t l y t o l a t t i c e a p r o n c o mp a c t s p i n n i n g .I t i s c o n s i d e r e d t h a t q u a l i t y o f t h e y m a s p u n b y t h e mo d i i f c a t i o n i s b e t t e r , t h e o p e r a t i n g c o s t i s l o we r ,
FA506型细纱机电气说明书(二)
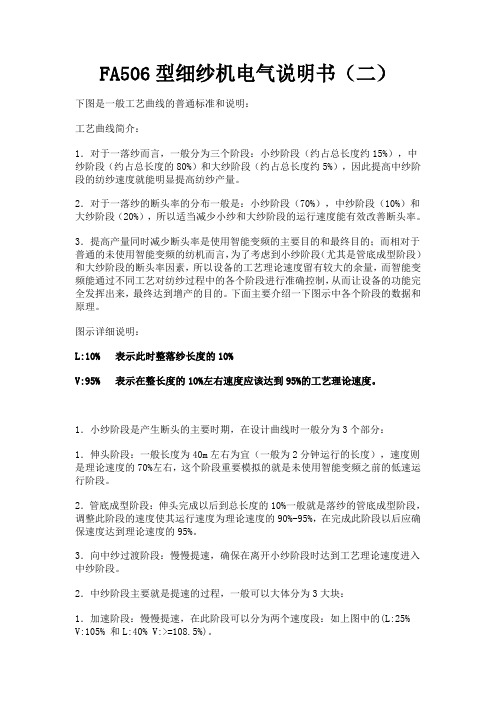
FA506型细纱机电气说明书(二)下图是一般工艺曲线的普通标准和说明:工艺曲线简介:1.对于一落纱而言,一般分为三个阶段:小纱阶段(约占总长度约15%),中纱阶段(约占总长度的80%)和大纱阶段(约占总长度约5%),因此提高中纱阶段的纺纱速度就能明显提高纺纱产量。
2.对于一落纱的断头率的分布一般是:小纱阶段(70%),中纱阶段(10%)和大纱阶段(20%),所以适当减少小纱和大纱阶段的运行速度能有效改善断头率。
3.提高产量同时减少断头率是使用智能变频的主要目的和最终目的;而相对于普通的未使用智能变频的纺机而言,为了考虑到小纱阶段(尤其是管底成型阶段)和大纱阶段的断头率因素,所以设备的工艺理论速度留有较大的余量,而智能变频能通过不同工艺对纺纱过程中的各个阶段进行准确控制,从而让设备的功能完全发挥出来,最终达到增产的目的。
下面主要介绍一下图示中各个阶段的数据和原理。
图示详细说明:L:10% 表示此时整落纱长度的10%V:95% 表示在整长度的10%左右速度应该达到95%的工艺理论速度。
1.小纱阶段是产生断头的主要时期,在设计曲线时一般分为3个部分:1.伸头阶段:一般长度为40m左右为宜(一般为2分钟运行的长度),速度则是理论速度的70%左右,这个阶段重要模拟的就是未使用智能变频之前的低速运行阶段。
2.管底成型阶段:伸头完成以后到总长度的10%一般就是落纱的管底成型阶段,调整此阶段的速度使其运行速度为理论速度的90%-95%,在完成此阶段以后应确保速度达到理论速度的95%。
3.向中纱过渡阶段:慢慢提速,确保在离开小纱阶段时达到工艺理论速度进入中纱阶段。
2.中纱阶段主要就是提速的过程,一般可以大体分为3大块:1.加速阶段:慢慢提速,在此阶段可以分为两个速度段:如上图中的(L:25% V:105% 和L:40% V:>=108.5%)。
2.最高速纺纱阶段:一般来说,纺纱速度达到最高是在整个长度的40%-50%出现,持续总长度的20%左右,此时的速度一定至少要达到108%的工艺理论速度,经过实测和多个厂家的反馈情况,最高速度一般能提高到110%以上。
FA506型环锭细纱机集体落纱电气改造
FA506型环锭细纱机集体落纱电气改造作者:邬伟来源:《科技信息·上旬刊》2017年第03期摘要:分析目前国内传统纺织行业落纱用工现状。
针对FA506机型定制电气改造方案,通过加装西门子可编程控制器以及LUST伺服控制器对人字臂进行升降控制,分析比较PLC 发送脉冲控制伺服驱动与LUST自带16步位置控制的区别。
详细阐述了集体落纱的动作流程以及集体落纱的程序编写。
关键词:集体落纱;人工落纱;编程软件;伺服控制Abstract:The analysis of the current employment situation of domestic traditional textile industry doffing.Customized electrical retrofit program for FA506 models,lift and control the herringbone arm by installing a SIEMENS programmable controller and a Lust servo controller,analyze and compare the difference between PLC transmit pulse control servo drive and 16 step position control.Describes the operation process of collective doffing and collective doffing program.Key Words: collective doffing;Manual doffing;Programming software;Servo control0 引言随着传感器技术、伺服驱动控制及变频调速等高新技术与纺织生产电气控制的完美结合,使纺织技术取得了突飞猛进的发展。
细纱三自动调整方法
各位朋友.在我们细纱的应用中经常有人提到关于落纱时尾纱过长或者是落纱后断头过多的问题.今天我就以经纬FA506的细纱机为例简要做一个说明:一般我们在使用细纱机时在车尾电气控制面板将三自动的工作方式设置为机械落纱.由于出厂年代的不同相对应的PLC代码也有所差异.所以具体在XX项目下修改我就不多说了.只要是采取的定长落纱就需要应用到三自动.按照该设备的出厂设置一般为定长落纱,也就是机械方式落纱;首先要知道行程开关和3只接近开关的作用.行程开关从里面开始: 始纺位置.满纱位置纲领板下降到位停止位置接近开关: 第一个撞块的对应接近开关: 停车第二个撞块的对应接近开关: 下纲领板第三个撞块的对应接近开关: 主轴制动满纱信号发出----------发出停主机信号(停车)----------自由惯性----------滑到第二个接近开关---------下纲领板----------纲领板到位-------行程开关纲领板到位停止.-------------落纱后手动复位到始纺位置准备进入下个纺纱经常会有人提到落纱断头是什么原因呢?当满纱信号后首先主机会停,此时主轴并不停车靠自由惯性下纲领板如果因为一些原因使主轴过早停止肯定会造成断头的.解决的办法调整停车和下纲领板的机械撞块的间隙.也就是缩小角度.如果是主轴的轴承有损坏的首先要排除.因为更换品种造成的车速变低而引起的主轴惯性边变小可以采用这种办法.落纱后尾纱过长:一个是没有制动.再就是有制动但是没有发挥作用.有时候会因为某种原因使制动线圈损坏.一般也不可能马上就停下来修理\更换,但是要符合我们的需求怎么办?将下纲领板和停主机的撞块角度调大些,这个要根据实际情况进行调整.为防止出现上面所说的情况我们可以在每次落纱前小角度的进行调整.直到满意为止.这样就解决了没有刹车做造成的尾纱缠绕过多的问题.调细纱三自动应注意哪些问题?1、开车准备按下低压断路开关,关闭车头箱门开关使I1指示灯亮。
细纱机智能变频改造方案

细纱机智能变频改造方案一、细纱机智能变频改造方案“智能变频器的优点纺织专用智能变频器是经纬股份有限公司在对纺织行业多年的深入了解,对纺织变频调速技术的深入研究,根据纺织企业的实际需求的基础上,通过对目前纺织行业所采用的通用变频器的深度开发,历时三年,研发出来的高新技术产品。
纺织专用智能变频器是为纺织企业量身定做的新产品。
它有以下优点:1)提高产量:安装变频器后的细纱机,虽然在小纱和大纱时降低了5%-8%的速度(目的是降低断头率),但在中纱时根据车况提高5%-15%的速度,而中纱的长度占整个细纱长度的80%,也就使纺纱的整体速度提高了近10%,大大提高了锭子的有效运转时间,提高了细纱机的生产效率和产量。
产量也就提高了近10%。
2)断头率降低:因断头的减少挡车工可以将节省的时间用来作清洁工作减少了许多突发的纱疵.提高了产品质量。
3)节约原料:断头减少后接头回花减少,皮辊花也相应减少,也就是节约了返工浪费的原料。
4)更改工艺方便:降低劳动强度更换品种或调节转速时,不需更换皮带盘,直接修改变频器参数就可以实现。
5)纺特殊品种效果好:对某些纺纱有一定难度的品种如强捻纱、包芯纱、麻棉纱及高档精梳产品,通过变速选择生产过程最佳点,可最大程度提高单产、减少断头。
6)全新的防棉防尘设计加宽加大的散热器散热增强了变频器的散热效果增加了变频器的可靠性。
7)设定参数方便快捷,上百台细纱机的工艺曲线和工作参数只需在办公室轻点鼠标即可轻松完成8)减少用工:细纱断头的减少为值车工扩大看台、减少万锭用工、节约生产成本提供了可能。
9)减少小线毛羽:通过变频降速对减少小线毛羽效果较好,有利于减小大、中、小纱毛羽值的极差具有潜在的商业价值。
10)可以联网监控。
自动统计产量:变频器与计算机局域网可连为一体。
在办公室可以自动记录每台细纱机的产量,并可以统计打印多台机器当日,当月产量, 另外还可以监控每台设备的电流,电压等参数,可以提前发现设备的故障,使故障得以及时处理减少停台时间降低维修费用.3.变频调速技术在细纱机的应用原理1、细纱机利用变频器调节锭子速度快慢,根据实际生产中的断头情况来设置相应的锭子速度,控制纱线张力的均匀平稳,达到提高细纱机的产量和减少断头的目的。
[工艺技术]棉纺工艺设计
![[工艺技术]棉纺工艺设计](https://img.taocdn.com/s3/m/9876983c998fcc22bdd10d2f.png)
(工艺技术)棉纺工艺设计目录1设计纱线的原料选择21.1 原棉选配21.2 化纤选配22 纱线的生产工艺流程及主要设备特点4 2.1 流程的选择原则42.2 设备选择原则42.3 工艺流程选择42.4 主要设备特点介绍53 纱线的生产工艺设计53.1 选择各工序工艺参数53.2 细纱工艺设计53.3粗纱工艺设计73.4混并工艺设计83.5 涤预并工艺设计123.6 精梳工艺设计133.7 并卷工艺设计153.8 条卷工艺设计163.9 梳棉工艺设计173.10 开清棉工艺设计193.11络筒工艺设计203.12捻度计算214纺部各工序理论产量及定额产量计算224.1清棉机的理论产量224.2梳棉机的理论产量234.3条卷机的理论产量234.4并卷机的理论产量244.5精梳机的理论产量244.6粗纱机的理论产量254.7细纱机的理论产量254.8络筒机的理论产量255纺部各工序总产量计算265.1消耗率和计划停台率的选择265.2总产量和配台计算266结论347致谢351设计纱线的原料选择织物品质与构成织物的纱线品质密切有关。
纱线品质又取决于原料性质。
纱线种类和用途不同,选用原料又是选择纺纱工艺流程、机型和工艺参数的主要依据。
1.1原棉选配1.1.1按纱线特数选配原棉细号纱线:细号纱线都用于高档织物或股线,成纱质量要求较高。
应选择色泽洁白、品级较高(1.5~2.8),成熟度适中,纤维特数和强力较高,纤维较长(30~29mm),整齐度较好和杂质疵点较少的原棉。
1.1.2按纱线用途和加工工艺选配原棉(1)精梳棉纱:精梳棉纱多用于高档产品,要求纱线条干均匀,棉结杂质少。
因此,应选择色泽乳白、品级高纤维成熟度适中,纤维特数和强力较高、纤维较长、棉结杂质较少的原棉。
(2)机织用纱:经纱在准备和织造过程中,要经受反复摩檫和较大张力。
因此,对其强力要求应高于纬纱,特别是细特纱,高经纬密的单纱织物或纬密较高的织物,对纱线强力要求更高。