尺寸链计算及公差分析
公差分析和尺寸链计算
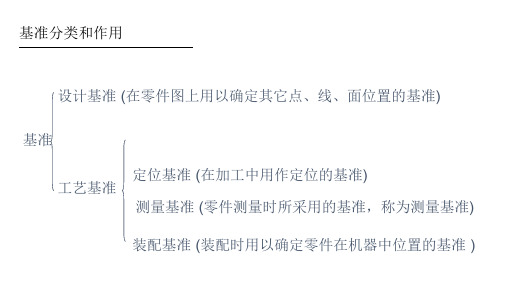
基准设计基准(在零件图上用以确定其它点、线、面位置的基准)工艺基准定位基准(在加工中用作定位的基准)测量基准(零件测量时所采用的基准,称为测量基准)装配基准(装配时用以确定零件在机器中位置的基准)基准分类和作用形位公差形位公差形状公差(单一要素,无基准)形状或位置公差(单一或关联要素,有或无基准)位置公差(关联要素,有基准)定向跳动定位平面度直线度圆度圆柱度线轮廓度面轮廓度垂直度角度平行度圆跳动全跳动位置度同心度对称度尺寸链的建立1. 形成封闭尺寸环2. 定义装配基准3. 设定GAP (即使干涉也可以假设)尺寸建立尺寸链草图的必要条件:a.各零件有详细的零件图纸。
b.各项目有详细的尺寸和公差,or定义公差表。
c.一个符合实际装配过程的装配图。
U ChannelPEG APEG CPEG BPEG BPEG CU Channel59.51 ±.3211.77±.569.29 ±.3714.24 ±0.29PEG APEG B PEG C如果要使用静态公差分析法RSS 分析所有尺寸组成能够装配,势必会有一个GAP ,Step1: 将所有尺寸组成偏向一边,形成gap ,一般情况下一个尺寸链只有一个gapRemark ,即使知道尺寸链会干涉,也请假设会有一个GAP ,如何确定GAP 是否干涉?U ChannelPEG APEG CPEG BPEG BPEG CGAPStep 2: 建立尺寸链,定义增环(+),减环(-)方向Start hereFinish here U ChannelPEG APEG CPEG BPEG BPEG CGAP(+)(-)Step 3: 将所有尺寸按减环方向开始列,注意尺寸链的连续性,不能断裂Step 4: 将所有尺寸公差平方和开根,得到所有尺寸累计公差和。
( 为简化计算,将极限偏差,修改为对称公差)如上计算结果,RSS 0.93> GAP nom 0.68, 因此结果是干涉的。
尺寸链计算及公差分析
尺寸链计算及公差分析一、尺寸链计算1.确定基准尺寸:首先需要确定产品的基准尺寸,这是其他尺寸的参考值。
2.确定功能尺寸:根据产品的功能要求,确定与之相关的尺寸。
例如,一个机械零件的功能要求是与其他组件配合,那么相关的尺寸即为功能尺寸。
3.确定辅助尺寸:辅助尺寸是与功能尺寸无关的尺寸,通常用于产品的加工和装配。
例如,孔的直径和深度就是辅助尺寸。
4.确定公差:在确定各个尺寸之后,需要为它们设置公差。
公差是指允许的尺寸变化范围,它的大小取决于产品的制造工艺和功能要求。
5.进行尺寸链计算:根据产品的功能和制造要求,依次计算各个尺寸的数值。
计算时需要考虑公差的影响,确保产品在允许的范围内可以正常工作。
二、公差分析公差分析是确定产品尺寸的变化范围,即各个尺寸的上下限。
公差分析可以帮助工程师评估产品的质量,确定工艺参数,并优化产品设计。
1.确定公差类型:公差分为基本公差和几何公差两种类型。
基本公差是根据工艺要求和产品功能确定的,例如直径公差、平行度公差等;几何公差是根据产品的形状和配合要求确定的,例如圆度公差、轴线位置公差等。
2.进行公差叠加:公差叠加是将各个尺寸的公差叠加在一起,得到产品整体的公差。
这可以通过数学模型或专业软件进行计算。
3.进行公差分析:在确定产品整体的公差后,可以进行公差分析。
公差分析可以通过模拟或实验的方式进行,用于评估产品在实际使用中尺寸变化的影响。
4.优化设计:通过公差分析可以了解产品尺寸变化的情况,如果发现一些尺寸变化太大,可能会导致产品的功能受到影响,需要对设计进行优化。
优化设计可以包括调整公差、改变加工工艺等。
总结起来,尺寸链计算及公差分析是确定产品尺寸和形状的重要方法,它可以帮助工程师评估产品的质量和性能,指导产品的制造和装配。
在实际应用中,需要充分考虑产品的功能要求、制造工艺和使用环境等因素,合理确定尺寸链和公差,以确保产品的质量和性能达到要求。
尺寸链计算及公差分析简体
i 1
i 1 m
m
n
A0min = Ai min - Ai max
i 1
i 1 m
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
封闭环的偏差
上偏差:
m
n
ES(A0) = ES ( Ai) - ES ( Ai)
i 1
i 1 m
下偏差:
m
n
EI(A0) = EI ( A i) - EI ( Ai)
i 1
i 1 m
封闭环的公差
m
n
T(A0) = T ( A i) + T ( A i)
i 1
i1 m
= ES(A0) - EI(A0)
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形)
组成环 增环
基本尺寸 A1
上偏差
ΔS A1 A1
尺寸链计算及公差分析
尺寸链计算及公差分析简体
目录
一. 工艺过程简介 二. 尺寸链讲解 三. 形位公差讲解 四. 尺寸链及形位公差的应用
尺寸链计算及公差分析简体
一.工艺过程
(一)基本概念 工艺就是制造产品的方法. 凡是改变生产对象的形状﹑尺寸﹑
相对位置和性质等,使其成为成品或半成 品的过程称为工艺过程.
零件尺寸链
图(一)
装配简图 尺寸链简图 图(二)
电镀工艺简图 尺寸链简图 图(三)
尺寸链计算及公差分析简体
平面尺寸链 图 (四)
(二)尺寸链的解读
“环”定义: 组成尺寸链的各个尺寸. 环的组成: 1.封闭环---最终被间接保证精度的那个环. 2.组成环----除了封闭环外之其它环
尺寸链公差计算
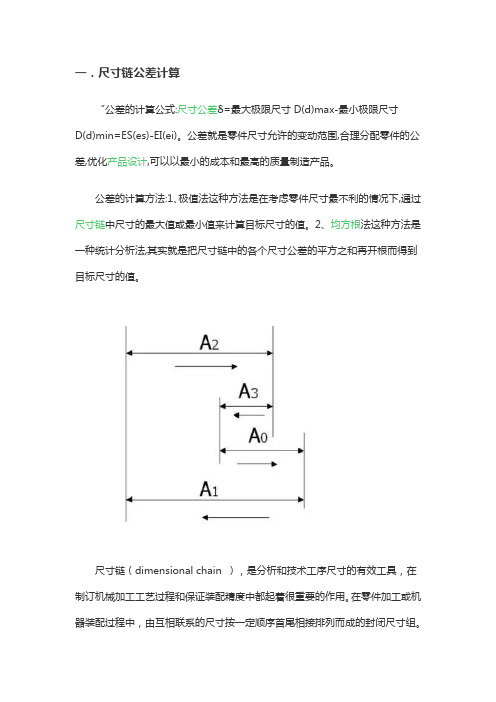
一.尺寸链公差计算
“公差的计算公式:尺寸公差δ=最大极限尺寸D(d)max-最小极限尺寸
D(d)min=ES(es)-EI(ei)。
公差就是零件尺寸允许的变动范围,合理分配零件的公差,优化产品设计,可以以最小的成本和最高的质量制造产品。
公差的计算方法:1、极值法这种方法是在考虑零件尺寸最不利的情况下,通过尺寸链中尺寸的最大值或最小值来计算目标尺寸的值。
2、均方根法这种方法是一种统计分析法,其实就是把尺寸链中的各个尺寸公差的平方之和再开根而得到目标尺寸的值。
尺寸链(dimensional chain ),是分析和技术工序尺寸的有效工具,在制订机械加工工艺过程和保证装配精度中都起着很重要的作用。
在零件加工或机器装配过程中,由互相联系的尺寸按一定顺序首尾相接排列而成的封闭尺寸组。
组成尺寸链的各个尺寸称为尺寸链的环。
其中,在装配或加工过程最终被间接保证精度的尺寸称为封闭环,其余尺寸称为组成环。
组成环可根据其对封闭环的影响性质分为增环和减环。
若其他尺寸不变,那些本身增大而封闭环也增大的尺寸称为增环,那些本身增大而封闭环减小的尺寸则称为减环。
尺寸链计算及公差分析介绍PPT课件

同轴度用A3=0±0.01表示
可编辑课件
6
跳度作为环
a) 尺寸公差可以包含跳度,不需要单独作为一个环。 b) 尺寸公差不能包含跳可度编辑,课跳件 度需要单独作为一个环。 7
尺寸链计算目的
• 保证产品的质量 • 提高生产率,降低成本 • 优化设计
• 以最低的成本,生产出满足质量要求的产品。
可编辑课件
39
例9——计算过程
尺寸链图
已知条件
计算方程组
可编辑课件
40
例9——计算结果
计算结果
计算报告
可编辑课件
41
例10——保险推阻铁解脱击锤瞬间
可编辑课件
42
例10——计算过程
尺寸链图
已知条件
计算方程组
可编辑课件
43
例10——计算结果
计算结果
计算报告
可编辑课件
44
联系人:陈亮 电话:18684815583
A5、A6尺寸 • 求A0尺寸
正计算
可编辑课件
27
例5——箱体装配(计算结果)
结论:该箱体设计 存在一定的问题, 某些情况下会产 生干涉
计算结果
可编辑课件
28
例6——模具设计(结构)
问题: • 根据现有的设计能
否保证66±0.15这 个尺寸?
来自山西平阳机械厂
可编辑课件
29
例6——模具设计(尺寸链)
23
例4——油轮部分拼板焊(尺寸链图)
已知条件:
可编辑课件
24
例4——油轮部分拼板焊(计算结果)
计算结果
可编辑课件
25
例5——箱体装配(结构图)
问题: 检查箱体装配后会不会产 生干涉?(能否正常装 配?)
尺寸链计算与公差分析
尺寸链计算与公差分析培训时间2014年6月26-27日北京培训费用3200/人课程对象本课程适用于制造业总工程师、生产总监、技术总监、研发部经理、技术部经理、研发工程师、设计工程师、工艺工程师、质量工程师等。
课程说明产品制造与检测依赖合理的尺寸和公差,合理的尺寸公差不仅能满足产品的使用要求和功能,更能决定产品的可制造性,也就决定了产品的制造成本,本课程通过对尺寸链计算的方法鱼公差分配的原则等的介绍,帮助学员达成以下目的:●了解尺寸的术语和要求●了解尺寸链的构成●掌握尺寸链的计算方法●掌握尺寸公差分析原则与方法●通过实例,掌握尺寸链计算和公差分配课程内容一、尺寸与公差介绍1、产品的尺寸公差要求2、尺寸链概述3、尺寸公差概念二、尺寸链定义与组成1、尺寸链分类2、尺寸链构成-环3、封闭环4、组成环5、增环6、减环三、尺寸链计算方法-极值法1、尺寸链的基本尺寸计算2、尺寸链的极限尺寸计算3、尺寸链的公差计算4、尺寸链校核计算5、练习四、尺寸链计算方法-概率法(统计法)1、概率法原理2、概率法计算中间偏差3、计算极限偏差4、计算尺寸公差5、尺寸链校核计算6、练习五、公差分析与分配1、公差分析原理2、公差分配方法3、等公差法4、等公差等级法5、公差计算与分配实例六、课程总结七、Q&A讲师介绍朱永刚老师★高级咨询师/高级讲师★敏捷研发与制造专家★设备管理专家★可靠性管理专家★注册项目管理师★多年航空航天企业及大型制造业工作经历,历任工艺技术部经理、设备管理部门经理、项目管理经理、工厂设计专家、总经理等职务。
★航空专业教育背景及十多年的航空和机加行业工作经历,曾亲身参与产品设计、模具设计、工装夹具设计、工艺开发等工作,对于航空器、汽车、纺织机械等设计开发经验丰富。
★全面、专业的设备管理经验,除了帮助客户建立设备管理体系,更帮助客户从可靠性的层面提升设备管理的专业知识。
★服务范围涉及航空航天、石油化工、机械制造、汽车、电力能源、电子电器等行业。
尺寸链计算及公差分析精选PPT
14
(三) 尺寸链图的制作步骤 1.确定封闭环---依实际工艺过程,找出间 接保证的尺寸. 2.以封闭环开始,按“最少组成环环数” 的原则,画出实际组成环. 3.按各尺寸首尾相接的原则,顺着一个方 向在各尺寸线终端箭头.凡是箭头方向与 封闭环箭头相同的尺寸就是减环,反之增 环.
i 1
i 1 m
封闭环的公差
T(A0) =
T 1 m
T ( A )
i
n
= ES(A0) - EI(A0)
19
(四) 尺寸链的计算 2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形) 组成环 增
……
基本尺寸 A1
……
上偏差 ΔS A1 A1
T ( A0 ) T(Ai)= n
b. 按等公差级的原则分配封闭环的 公差(按基本尺寸大小来分配公差,工艺上较合理)
T ( A ) T ( A ) ≦T ( A )
i i 0 i 1 i 1 m
m
n
21
(四) 尺寸链的计算
2. 极值法解封闭环
公差分配一般原则: c. 按具体情况分配.这与设计经验 相关,实质上就是从工艺观点考虑.
15
(三) 尺寸链图的制作步骤
应注意事项:
1. 工艺尺寸链的构成,取决于工艺方 案和具体的加工方法.
2.正确封闭环的选取是解尺寸链的关 键. 3. 一个尺寸链只能解一个封闭环.
16
(四) 尺寸链的计算
1. 计算工艺尺寸链的方法
a. 极值法---一般生产中应用 b. 概率法---应用于生产批量大的 自动化及半自动化生产方面,或 尺寸链的环数较多的场合.
尺寸链计算及公差分析(简体)

(一) 基本概念
形位公差所涉及的主要术语及定义
11.最大实体要求(MMR) 和最小实体要求(LMR)
被测要素的实际轮廓应遵守其最大(小)
实体实效边界,当其实际尺寸偏离最大实体尺 寸时,允许形位误差值超出在最大(小)实体 状态下给出的公差值的一种要求。
12.可逆要求(RR)
中心要素的形位误差值小于给定的形位公
.
(一) 基本概念
3.公差带的方向
形状公差带的放置方向应符合最小条件(最 小包容区域)。
定向位置公差带控制的为方向,其放置方 向与基准要素成绝对理想的方向关系。
除点的位置度外,定位位置公差的放置方 向由相对基准的理论正确尺寸确定。
.
(一) 基本概念
4.公差带的位置
对于形状公差带,只限制被测要素的形状 误差,本身不作位置要求。
……
……
……
封闭环
-An
-ΔX An
AΣ
ΔS AΣ
.
-ΔS An ΔX AΣ
(四) 尺寸链的计算
2. 极值法解封闭环
公差分配一般原则: a. 按等公差值的原则分配封闭环的 公差(计算上方便,工艺上不合理)
T (A0)
T(Ai)= n
b. 按等公差级的原则分配封闭环的 公差(按基本尺寸大小来分配公差,工艺上较合理)
位 向垂直度
傾斜度
置 公
位 定 同 對軸 稱度 度
差 位置度
跳 圓跳動
動 全跳動
.
類項 目 符號 別
最大實
其 它
體狀態 延伸公 差帶
M P
相包容原則 關
E
符 理論正 號 確尺寸
20
基准目標 A1
(一) 基本概念
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺寸链计算及公差分析
在尺寸链的建立中,首先需要确定整个产品装配过程中涉及到的零部件,并给每个零部件标明一个唯一的编号。
然后,根据设计要求,确定零
部件之间的尺寸限制关系,即零部件的上下游关系。
这些尺寸限制关系可
以用箭头表示,箭头的方向指向上游关系。
最后,根据尺寸限制关系,建
立整个产品的尺寸链。
在尺寸链的计算中,首先需要确定一个基准零件,即整个产品中的一
个参照零部件。
然后,根据基准零件,逐级计算其他零部件的尺寸,并将
结果填入尺寸链的箭头上。
计算的方法根据零部件之间的关系而定,例如,对于基准零件上下游有一个长度尺寸限制关系的情况,可以采用简单的加、减法来计算下游零件的尺寸。
公差分析的方法有很多种,其中最常用的方法是“最小公约数法”。
该方法的步骤如下:
1.根据尺寸链计算结果,确定每个零部件的上下公差。
2.根据装配要求和功能需求,分析哪个关键尺寸对产品性能影响最大。
3.找出影响关键尺寸的所有零部件,并选择其中公差最大的零部件作
为关键尺寸的控制零件。
4.根据控制零件的公差和功能要求,逐级计算其他零部件的公差。
5.根据计算结果,确定每个零部件的公差范围。
除了“最小公约数法”外,还有其他的公差分析方法,如模态分析法、半经验法等。
不同的方法适用于不同的工程情况,选择合适的方法可以提
高分析的准确性。
综上所述,尺寸链计算及公差分析是一种工程设计中常用的方法,它能够帮助设计工程师确定零部件之间的尺寸关系和公差范围,确保产品在装配过程中满足设计要求。
这对于产品的质量控制和工艺优化非常重要。