装配尺寸链建立方法及计算方法
12.4 装配尺寸链(理解)
2.角度装配尺寸链
它由角度、平行度、
垂直度、同轴度等组 成,各环互不平行,如图 12-4所示。
3.平面裝配尺寸链
它由成角度关系布 置的长度尺寸构成,且 处于同一或彼此平行 的平面内。如图12-5所 示。
二、装配尺寸链的建立
建立装配尺寸链时,要分以下几步: 1.找封闭环
装配精度即封闭环。 为了正确地确定封 闭环,必须明确设计人员对整机及部件所提 出的装配技术要求。
2.找各组成坏
由封闭环的一端开始,沿着装配精度要求的 方向,以相邻零件的装配基准为联系,按顺序逐 个找出影响本装配精度的有关零件尺寸,直到 封闭环的另一端 。 包括封闭环在内的封闭尺
寸图, 即为装配尺寸链图 。 每一有关零件仅能 出一个尺寸 。 当尺寸链上各环不在同一方向
时,应将其按空间三个方向分解,分别建立尺寸 链,即成平面或空同尺寸链 。
12.4 装配尺寸链
一、装配尺寸链
装配尺寸链是各有关装配尺寸所组成的 尺寸链。 装配尺寸链的封闭环是装配以后 形成的,通常就是部件或产品的装配精度要 求,各组成环是那些对装配精度有直接影响 的有关尺寸。
装配尺寸館可分为三种:
1.线性装配尺寸链
它由长度尺寸组成, 各环相互平行且在同 一平面内,如图12-3所 示。
建立装配尺寸链时,在保证装配精度的前 提下,为简化计算过程, 一些对封闭环影响很 小的组成环可忽略不计,但精确计算时不可, 忽略 。
5 . 建立装配尺寸链时,应遵守组成环数最少的 原则
这样可使封闭环公差一定时,分配到各有 关组成环的公差值大些,便于加工。
e1—主轴锥孔对主轴箱孔的同轴度误差; A1—主轴箱孔中心线至床身平导轨距离; e2 —床身上安装主轴箱与安装尾座两平导轨之间
装配尺寸链

(三)修配法 修配法是在装配过程中,通过修配尺寸链中某一组成环的尺寸,使封闭
mm, 活塞销孔的孔径为
mm,销与销孔的平均公差为0.0025mm。按此公差制造是很不经济的。实际 生产中将轴、孔的公差放大4倍,即活塞销为
mm,活塞销孔
mm。这样活塞销外圆用无心磨、活塞销孔可用金刚镗等高效率加工方法。 加工后用精密量仪测量其实际尺寸,并按尺寸的大小分成四组,分别涂上 不同的颜色加以区别。以便进行分组装配。具体分组见表12-1。
mm,已知其它零件的有关基本尺寸是:
mm,试确定各组成环的大小及分布位置。
图12-5 齿轮箱部件装配尺寸链 求解步骤如下: (1)画出装配尺寸链图(图12-5)并进行分析该尺寸链由六环组成,其中
为封闭环,
为增环,
为减环。 (2)校核各环的基本尺寸封闭环的基本尺寸为
各环的基本尺寸符合要求。 (3)确定各组成环的公差及其分布位置 为满足封闭环公差 mm的要求,各组成环公差之和 。先按等公差法考虑各环所能分配的平均公差
为规定尺寸)。若
,则再要修配,只能使封闭环的尺寸变得更小,无法达到装配精度的要 求。因此,为保证有足够的修配余量,必须使
;要使修配量最小,则
。由此可得到在修配环被修配后封闭环尺寸变小的情况下确定修配环公差 带位置的计算公式: (12-1) 将已知数值代人上式有
(mm)
(mm) 若考虑尾座底板装配时必须刮研,应留最小修配量。例如0.15mm,则
装配尺寸链的解算示例和尺寸链的计算
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链②角度尺寸链——全部环为角度尺寸的尺寸链2.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链装配尺寸链的解算示例=(标准件)封闭环的公称尺寸为零,即,先将各组于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。
不过需要留一个组成环,其极限偏差确定后计算得到。
该组成环称为协调环。
此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。
由此确定除协调环外各环的极限偏差为:最后计算确定协调环为: (2)不完全互换法。
采用不完全互换法时,装配尺寸链采用概率法公式计算。
当各组成环尺寸服从正态分布时封闭环公差T o与各组成环公差T t的关系满足。
若各组成环尺寸不服从正态分布,则取封闭环公差T o与各组成环公差T t的关系满足。
K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:一般平面装配尺寸链中,组成环对封闭环的误差传递系数的绝对值一般不等于1,需要先根据几何关系建立尺寸链方程后,再确定误差传递系数。
图57-8a为哥德式直线滚动导轨副的装配关系,图57-8b为一对沟槽的钢球接触关系。
装配尺寸链_计算方法
目录
01.
02.
03.
04.
05.
Байду номын сангаас
尺寸链:由一组相互关联的尺寸组成的封闭尺寸组 装配尺寸链:在产品装配过程中用于保证产品功能要求的尺寸链 组成:封闭的尺寸组由一个或多个零件的尺寸和位置关系组成 作用:用于控制和保证产品装配精度确保产品功能要求
组成元素:零件尺寸、公差和 其它因素
计算步骤:确定封闭环、列出尺寸链中的所有组成环、对所有组成环进行定性和定量的分析、根据需要 选择合适的计算方法(如极值法或概率法)进行计算。
实例说明:以某机械装配为例需要保证两个零件和B之间的距离为10mm已知零件的孔距为10mm零件 B的孔距为10.05mm通过简单的尺寸链计算可以确定零件和零件B之间的装配关系。
选择合适的计算方法
打开软件并导入装配尺寸链 数据
输入相关参数并进行计算 查看计算结果并进行调整
应用领域:机械、建筑、电 子等工程设计领域
软件名称:uCD
功能特点:具备强大的绘图、 编辑、标注等功能支持多种文
件格式导入导出
应用实例:某机械部件装配尺 寸链计算通过软件实现快速准
确的计算和分析
目的:确定各零件尺寸和公差 之间的关系
建立方法:根据零件之间的装 配关系列出尺寸链图
作用:确保产品装配精度和性 能
确定封闭环 判断组成环的性质
查找组成环 建立尺寸链线图
定义:极值法是 一种确定装配尺 寸链的方法通过 确定各零件尺寸 的极值来计算装 配尺寸链。
适用范围:适用 于零件尺寸变化 范围较大或对装 配精度要求较高 的装配尺寸链计 算。
结论:通过简单装配尺寸链计算可以确定零件之间的装配关系保证产品性能和精度要求。
装配尺寸链计算

?
0.025mm
各组成环的平均公差
? 根据基本尺寸的大小和加工的难易程度,调整各 组成环的公差为:
T(A1)=0.049mm, T(A2)=T(A4)=0.018mm,
10
第六章 装配工艺基础
? 计算“相依尺寸”公差为:
T(A3)= T(A∑) -[ T(A1)+ T(A2)+ T(A4)] = [ 0.1 – (0.049 + 0.018 + 0.018 )] mm = 0.015mm
= 0.25 –
? 封闭环尺寸(略)
15
? 计算“相依尺寸”偏差源自列尺寸链竖式解得:A3
?
7 mm ?0.050 ? 0.065
11
第六章 装配工艺基础
2.概率法(又称不完全互换法)
? 极值法的优点是简单、可靠,缺点是当封闭 环公差较小、组成环较多时,各组成环公差 将很小,给制造带来困难,使成本增加。加 工尺寸处于公差带中间部分的是多数,处于 极限尺寸的是极少数,装配时同一部件的各 组成环恰好都处于极限尺寸的情况就更少见。 因此,大批量生产中,装配精度要求高、组 成环数目多时,应用概率法解算尺寸链较合 理。
3.特点
除有一般尺寸链的特点外,还有: ? 封闭环十分明显,一定是机器产品或部件的
某项装配精度; ? 封闭环在装配后才能形成,不具有独立性
(装配精度只有装配后才能测量); ? 各组成环不是仅在一个零件上的尺寸,而是
在几个零件或部件间与装配精度有关的尺寸; ? 装配尺寸链形式较多,有线性尺寸链、角度
尺寸链、平面尺寸链、空间尺寸链。
13
第六章 装配工艺基础
?已知:A1=60(+0.20)mm, A2=57(-0.20mm), A3=3(-0.10)mm, 各组成环均呈正态分布,即 分布中心与公差带中心重合
装配尺寸链_计算及装配方法)

修配法装配计算实例-1
6
10
为减环
11
12
修配法装配计算实例-1
13
14
修配法装配计算实例-2
7
15
16
17
18
19
20
21
22
修配装配法的主要优缺点
修配装配法的主要优点是: 组成环均能以加工经济精度制造,但却可获得较高
的装配精度。 不足之处是:增加了修配工作量,生产效率低,对
内容简介
装配尺寸链的计算:完全互换法尺寸链、统计互换法尺 寸链、分组装配法、修配装配法、固定调整法尺寸链的 解算及设计尺寸公差的确定原则。
1
分组装配法 采用分组装配法装配时,组成环仍按加工经济精度制 造,不同的是要对组成环的实际尺寸逐一进行测量并 按尺寸大小分组,装配时被装零件按对应组号配对装 配,最终达到规定的装配精度要求。
5
4
5
6
7
8
修配法装配
在单件生产、小批生产中装配那些装配精度要求高、 组成环数又多的机器结构时,常用修配法装配。采用 修配法装配时,各组成环均按加工经济精度加工,装 配时封闭环所积累的误差通过修配装配尺寸链中某一 组成环尺寸(此组成环称为修配环)的办法,达到规 定的装配精度要求。选择修配环的一般原则是:选择 易于加工且装拆方便的零件作修配环,不选同属几个 尺寸链的公共环作修配环。
31
32
33
34
固定调整法-2
9
35
36
37
38
39
40
41
42
43
44
在机器装配中,通过调整被装零件的相对位置,使 误差相互抵消,可以提高装配精度,这种装配方法 称为误差抵消调整法。
装配尺寸链

(2)确定组成环
组成环的确定就是找出相关零件及其相关尺寸, 方法为:取封闭环两端的两个零件作为起点,沿着 装配精度要求的位置方向,分别查明装配关系中影 响装配精度要求的有关零件尺寸,直到两边汇合为 止。所经过的尺寸都为装配尺寸链的组成环。
(3)画装配尺寸链图
在确定了封闭环和组成环之后,将各环首尾相连, 即可画出装配尺寸链图。画出装配尺寸链图后,就可 判断出增、减环,其判断原则与工艺尺寸链中增、减 环的判断原则相同。
TM
T0 n 1
封闭环平均尺寸的计算公式为:
m
n1
A0M AiM AjM
i1
j m1
封闭环的上、下偏差的计算公式为:
ES0
A0M
T0 2
EI0
A0M
T0 2
机械制造技术
二、装配尺寸链的计算
1.计算类型
装配尺寸链的计算包括正计算、反计算和中间计 算三种类型。
正计算:是指当已知尺寸链各组成环的基本 尺寸及其极限偏差时,求解封闭环的基本尺寸及 其极限偏差的计算过程。正计算主要用于对已设 计的图纸进行校核验算。
反计算:是指当已知封闭环的基本尺寸及其极限 偏差时,求解各组成环的基本尺寸及其极限偏差的计 算过程。反计算主要用于产品设计过程。
由于尺寸e1、e2、e3的数值相对于A1、 A2、A3的误差较小,故装配尺寸链可简化 为右图所示结果。但在精密装配中,应计 入对装配精度有影响的所有因素,不可随 意简化。
(2)最短路线原则
由尺寸链的基本理论可知,封闭环公差等于各组 成环公差之和。在装配精度一定的条件下,组成环数 越少,分配到各组成环的公差就越大,则组成环零件 的精度就越容易保证。因此,在建立装配尺寸链时要 求组成环的环数应尽量少一些。
装配尺寸链概念
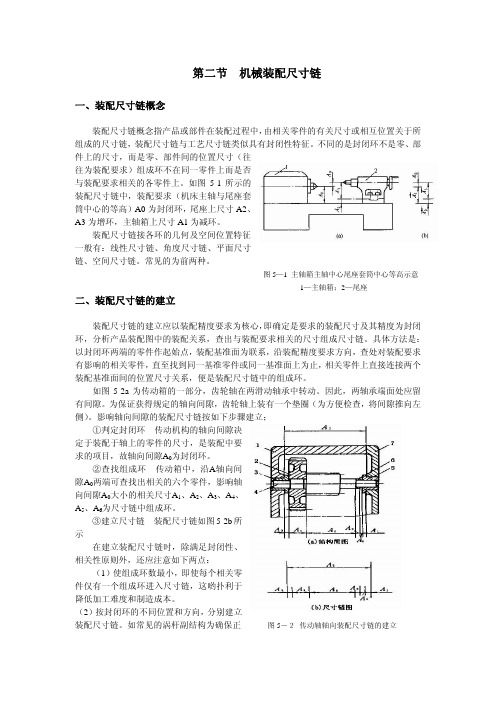
环,分析产品装配图中的装配关系,查出与装配要求相关的尺寸组成尺寸链。具体方法是:
以封闭环两端的零件作起始点,装配基准面为联系,沿装配精度要求方向,查处对装配要求
有影响的相关零件,直至找到同一基准零件或同一基准面上为止,相关零件上直接连接两个
装配基准面间的位置尺寸关系,便是装配尺寸链中的组成环。
如图 5-2a 为传动箱的一部分,齿轮轴在两滑动轴承中转动。因此,两轴承端面处应留
筒中心的等高)A0 为封闭环,尾座上尺寸 A2、 A3 为增环,主轴箱上尺寸 A1 为减环。
装配尺寸链接各环的几何及空间位置特征
一般有:线性尺寸链、角度尺寸链、平面尺寸
链、空间尺寸链。常见的为前两种。
图 5—1 主轴箱主轴中心尾座套筒中心等高示意
二、装配尺寸链的建立
1—主轴箱;2—尾座
装配尺寸链的建立应以装配精度要求为核心,即确定是要求的装配尺寸及其精度为封闭
③建立尺寸链 装配尺寸链如图 5-2b 所
示
在建立装配尺寸链时,除满足封闭性、
相关性原则外,还应注意如下两点:
(1)使组成环数最小,即使每个相关零
件仅有一个组成环进入尺寸链,这哟扑利于
降低加工难度和制造成本。
(2)按封闭环的不同位置和方向,分别建立
装配尺寸链。如常见的涡杆副结构为确保正
图 5-2 传动轴轴向装配尺寸链的建立
第二节 机械装配尺寸链
一、装配尺寸链概念
装配尺寸链概念指产品或部件在装配过程中,由相关零件的有关尺寸或相互位置关于所
组成的尺寸链,装配尺寸链与工艺尺寸链类似具有封闭性特征。不同的是封闭环不是零、部
件上的尺寸,而是零、部件间的位置尺寸(往
往为装配要求)组成环不在同一零件上而是否
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
相关的零件尺寸与相互位置关系可以形成尺寸链,这在机器装配关系中称为装配尺寸链。
装配的封闭尺寸链是保证装备精度指标的基本要求,它会直接影响到装配精度,零、部件尺寸和位置关系。
那么,装配尺寸链如何建立、如何计算呢?
1、装配精度
为了保证设备的正常使用,装配精度是装配工作中十分重要的一方面。
装配精度不仅影响机器或者部件的工作性能,还会影响它们的使用寿命;对于机床,装配精度也会直接影响到被加工的零件精度。
装配精度主要有以下几个方面:
·相互位置精度:产品中相关零部件之间的距离精度以及相互位置精度。
·相对运动精度:又被称为传动精度。
产品中零部件之间相互运动时在运动方向以及运动速度上的精度,运动方向的精度通常会表现为部件之间相对运动的平行度和垂直度。
·相互配合精度:这个精度内容包括配合表面的配合质量以及接触质量。
2、装配尺寸链的分类
(1)直线尺寸链:主要由长度尺寸组成,各环尺寸会保持彼此平行。
(2)角度尺寸链:由角度、平行度以及垂直度构成。
(3)平面尺寸链:由成角度关系的长度尺寸构成,各环要处于同一或平行的平面内。
2、装配尺寸链的查找方法
(1)装配尺寸链的查找方法:封闭环的确定要根据装配精度要求来进行,将封闭环两端任一零件作为起点,按照装配精度要求的方向,用装配基准面作为查找线索,找出影响装配精度要求的相关零件。
(2)装配尺寸链查找注意事项:装配尺寸链要适当进行简化,要遵循环数最少的原则。
查找装配尺寸链的时候多个相关的零部件只有一个尺寸作为组成环列,这样成环的数目是有关零部件的数目。
3、装配尺寸链的计算方法
装配尺寸链的计算方法与装配方法有很大的关系,同一个装配精度,如果采取不同的装配方法,那么装配的计算方法也会有所差别,一般在装配中,我们常使用到的计算方法有两种:·正计算:已知的条件为装配精度相关的各零部件的基本尺寸和偏差,计算得出装配精度要求的基本尺寸及偏差。
·反计算:已知的条件为装配精度要求基本尺寸及偏差,计算得出装配精度有关的零部件的基本尺寸及偏差。