板坯连铸保护渣的选择与使用
天钢4#板坯连铸机结晶器保护渣的优化选择

用, 防止 钢水过 快降温 , 同时 由于保 护渣 隔离 了钢水 与空气 的接触 , 以防止钢水 的二次 氧化 ; 可 由于 钢水 中的夹 杂物较轻 , 随着钢 水进 入结 晶器后上 浮 , 保 被
渣条 , 渣耗过 低 , 膜变薄且不均 匀 , 渣 易造成板坯 的纵
壳之间 的渣膜 由固态渣 膜和液态渣膜组 成 , 固态渣膜 又分为玻璃质膜和晶体质膜嘲 。
3 保护渣的作 用原理 . 2 结 晶器保护渣附 于钢水 表面 , 能有效起 到保温作
裂缺陷甚至漏钢 。 3 . 碱度 .2 3
粘度 是考查 保护 渣物理 性 能的一个 重要 指标 问 。
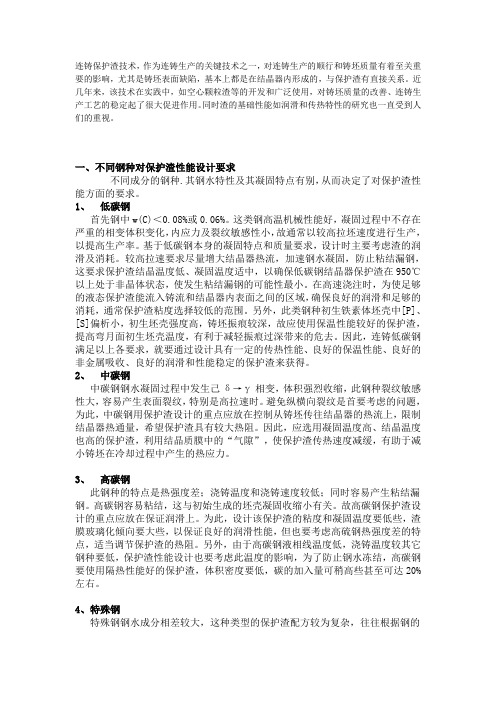
31 保护渣 的熔化过程 . 从图 1 可知 , 护渣熔 化 时 , 钢液 面上 由固态 保 在
渣层 、 烧结层 、 半熔化层 和液态渣层组成 : 晶器与坯 结
保 护渣 的粘 度太低 会对水 口造成侵 蚀 ,渣耗增大 , 渣 膜 变厚 , 响板坯 的水平传热 ; 度太高 , 影 但粘 又易形 成
对现行工艺进行 了优化 , 有效 的改善 了铸坯 质量。
2 天钢 4 板坯连铸机基本参数
1固态渣层 ;. . 2烧结层 ; . 3 半熔化层 ; 4液态渣层 ; 5钢液 ; 6坯壳 ;. . 7渣圈 ;. 质渣膜 ;. 8玻璃 9晶体质渣膜
图 1 保护渣在结 晶器 内的熔化模型示意
的 A、 B型保护渣 的物理 、 学性能及相关数据进行 了采集 和分析 , 化 确定 了 A型 、 B型保护渣所匹配的钢种 ; 通过裂纹缺 陷的统
计分析 , 确定 了所使用 的A型 、 B型保护 渣不是造成铸坯壳 中心裂纹缺 陷的主要 原因 ; 指出A型 、 还 B型保护渣 与 目前各连铸工 艺相匹配 , 基本 能够满足生产要求 。
薄板坯高速连铸用结晶器保护渣

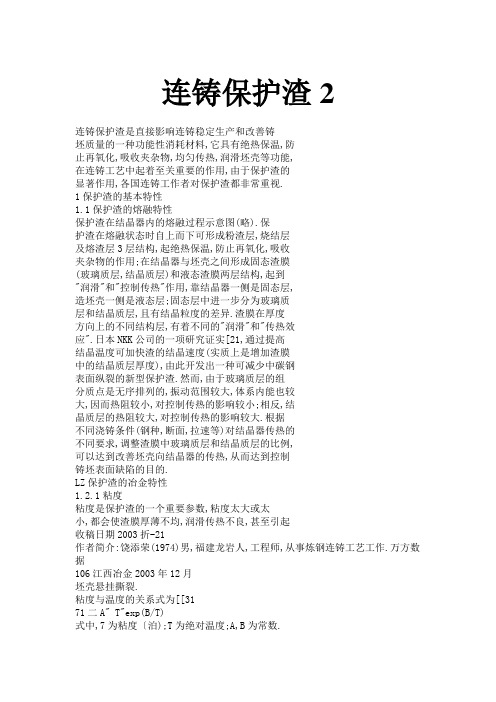
只有考虑了钢液、保护渣和结晶器本身这一 套完整的系统构成之后, 才能了解保护渣的特性 和效率。Hylsa 薄板坯连铸机使用球形粒状保护 渣的系统示于图 2。
考虑到熔渣边缘组成和结晶器镀层, 当液态 熔渣凝固时, 确定其结晶范围是有用的。研究发
# 34 #
1998 年 第 10 期( 第 36 卷# 总第 216 期)
渣膜。 在拉速为 5. 0m/ min 时保护渣 B 传递的总热
2. 92 MW/ m2, 而 保 护 渣 A 传 递 的 总 热 2. 80 MW/ m2, 克 分子比关系计 算结果表明, 保护渣 B 的导热率较高, 而结晶温度较低。
态保护渣还可提供瞬时润滑, 阻止富碳的不反应 的保护渣与钢接触, 这样可以减少增碳。 2. 2 球形粒状保护渣
在已有的高速传统板坯连铸结晶器保护渣技 术的基础上, 为满足拉速达 6. 0m/ min 的薄板坯的 特殊要求而开发了一种球形粒状保护渣。这种保 护渣具有极好的化学一致性、良好的流动性和环 境清洁度。
0. 64
0. 026
24. 62
0. 38~ 0. 07 0. 49~ 0. 15
130 @ 130( E) 128
0. 52
0. 017
30. 59
0. 49~ 0. 12
拉速 m/ min
1. 4 1. 6 4. 0 5. 0 4. 0 5. 0 5. 0 1. 2~ 1. 6 1. 6~ 2. 0
10. 42
连铸保护渣技术
连铸保护渣技术,作为连铸生产的关键技术之一,对连铸生产的顺行和铸坯质量有着至关重要的影响,尤其是铸坯表面缺陷,基本上都是在结晶器内形成的,与保护渣有直接关系。
近几年来,该技术在实践中,如空心颗粒渣等的开发和广泛使用,对铸坯质量的改善、连铸生产工艺的稳定起了很大促进作用。
同时渣的基础性能如润滑和传热特性的研究也一直受到人们的重视。
一、不同钢种对保护渣性能设计要求不同成分的钢种.其钢水特性及其凝固特点有别,从而决定了对保护渣性能方面的要求。
1、低碳钢首先钢中w(C)<0.08%或0.06%。
这类钢高温机械性能好,凝固过程中不存在严重的相变体积变化,内应力及裂纹敏感性小,故通常以较高拉坯速度进行生产,以提高生产率。
基于低碳钢本身的凝固特点和质量要求,设计时主要考虑渣的润滑及消耗。
较高拉速要求尽量增大结晶器热流,加速钢水凝固,防止粘结漏钢,这要求保护渣结晶温度低、凝固温度适中,以确保低碳钢结晶器保护渣在950℃以上处于非晶体状态,使发生粘结漏钢的可能性最小。
在高速浇注时,为使足够的液态保护渣能流入铸流和结晶器内表面之间的区域,确保良好的润滑和足够的消耗,通常保护渣粘度选择较低的范围。
另外,此类钢种初生铁素体坯壳中[P]、[S]偏析小,初生坯壳强度高,铸坯振痕较深,故应使用保温性能较好的保护渣,提高弯月面初生坯壳温度,有利于减轻振痕过深带来的危去。
因此,连铸低碳钢满足以上各要求,就要通过设计具有一定的传热性能、良好的保温性能、良好的非金属吸收、良好的润滑和性能稳定的保护渣来获得。
2、中碳钢中碳钢钢水凝固过程中发生己δ→γ相变,体积强烈收缩,此钢种裂纹敏感性大,容易产生表面裂纹,特别是高拉速时。
避免纵横向裂纹是首要考虑的问题,为此,中碳钢用保护渣设计的重点应放在控制从铸坯传往结晶器的热流上,限制结晶器热通量,希望保护渣具有较大热阻。
因此,应选用凝固温度高、结晶温度也高的保护渣,利用结晶质膜中的“气隙”,使保护渣传热速度减缓,有助于减小铸坯在冷却过程中产生的热应力。
保护渣正确使用方法

保护渣正确使用方法一个优秀保护渣性能的发挥,与保护渣的正确使用是分不开的,目前有一部分市场由于保护渣不能正确使用,而反映保护渣质量问题,结果给保护渣配方的调整和生产造成了误导,致使一个好的保护渣越搞越糟。
针对保护渣正确使用,结合多年的经验,在此提出几条建议:一、渣层厚度的合适控制保护渣在结晶器内应保持一定的厚度(整个渣层),一般在方坯(包括大方坯、圆坯类)在20~50mm,板坯在40~60mm,超薄板坯应保持在80~100mm。
其目的是为了保持保护渣在结晶器内的均匀熔化,使液渣层相对稳定,同时可以维持一定的粉渣层,以起到绝热保温的作用。
通过多年对钢厂现场的观察,我们发现有以下情况:1、见红加渣钢厂说其主要目的是怕渣层过厚而观察不到钢液面,这是一种错误的加法,原因是:A、见红后,液渣层外露,由于没有粉渣层的保温作用,液渣层将变薄,对均匀消耗不利;B、液渣层外露后,与空气接触的部分将部分凝固,在结晶器内出现结团,造成渣面恶化,对稳定渣子性能不利;C、失去渣子的保温性能作用,造成大量热损失,易造成钢液面结冷壳现象等等;2、厚渣层操作有些钢厂人员喜欢厚渣层操作,主要原因是多加一点渣可以多歇一会,这种现象也是不可取的,原因如下:A、厚渣层操作会影响对钢液面的正确判定,一不小心有可能造成事故的出现,该类情况尤以夏季时最易出现;同时由于在某些钢厂由于没有保护渣渣层控制标准,所以有的班好,有的班差,造成老在某些班渣子出问题。
B、厚渣层会造成液渣层相对过厚,有可能造成渣子消耗不均匀而出现表面质量问题;二、加入方式保护渣要均匀推入结晶器内,这对板坯尤为重要。
而且每次加入时间不要过长,要作用勤加少加均匀加入;这同样是一个加渣标准问题,如果你不按上述标准加,就会造成不是渣层厚就是见红,而会出现第一条中提出到相应问题;正常使用过程注意事项:1、在正常使用情况下,禁止钢钢条搅动钢液面,结晶器壁所结的轻微渣圈,不要去经常挑动。
最新连铸保护渣基础知识

最新连铸保护渣基础知识连铸保护渣是在钢液连铸过程中使用的一种特殊材料,它能够有效保护钢液不受氧化和污染,提高连铸过程中的钢液质量,确保铸坯的成型质量。
通过对最新连铸保护渣的基础知识的了解,可以更好地应用连铸保护渣,提高连铸过程的效率和质量。
1. 连铸保护渣的概念连铸保护渣是在钢液连铸过程中向钢液的表面加覆盖剂,形成一层保护层来隔绝钢液与氧气、杂质的接触,防止钢液的氧化和污染。
这种保护层能够降低钢液与外界的热交换,延缓钢液的凝固速度,从而改善铸坯的结晶结构。
2. 连铸保护渣的组成连铸保护渣由多种物质组成,主要包括粉状碳化物、氧化物和稳定剂。
粉状碳化物可以提供还原性碳元素,减少钢液的氧化反应;氧化物可以迅速消耗气氛中的氧气,防止氧化反应的进行;稳定剂可以调节渣体的粘度和流动性,提供较好的覆盖效果。
3. 连铸保护渣的作用连铸保护渣在连铸过程中起到多重作用。
首先,它可以保护钢液不受氧化和污染,确保钢液质量的稳定。
其次,它可以降低钢液与外界的热交换,减少结晶过程中的缺陷,提高铸坯的结晶质量。
此外,连铸保护渣还能防止结晶器内渣垢的形成,保护结晶器的正常运行。
4. 连铸保护渣的使用方法在连铸过程中使用连铸保护渣需要注意一些方法。
首先,要控制保护渣的添加时间和添加方式,确保渣体在钢液表面形成均匀的保护层。
其次,要根据不同钢种和连铸条件选择合适的保护渣种类和配方。
此外,还需要定期检查和更换保护渣,确保其有效性和稳定性。
5. 连铸保护渣的发展趋势随着连铸技术的不断发展,连铸保护渣也在不断改进和创新。
目前,一些新型的连铸保护渣已经应用于实际生产中,具有更好的保护效果和性能稳定性。
未来,随着研究的深入和技术的突破,连铸保护渣的发展趋势将更加注重环保性能和节能性能。
通过对最新连铸保护渣基础知识的了解,我们可以更好地应用连铸保护渣,提高连铸过程的效率和质量。
随着连铸技术的不断进步,我们有理由相信,在不久的将来,连铸保护渣将会在钢铁生产中起到越来越重要的作用,为我们提供更好的铸坯产品。
重钢炼钢厂板坯连铸结晶器保护渣优化选择

3 6
20 0 2年铺 l 期
维普资讯
重钢技术
《 重钢炼钢厂板坯连铸结 晶器保护渣优化选择》
之 间粘 连 而造成漏 钢 。同时 , 导致 结 晶温度 和 会 结 晶率大 幅度 升高 , 使坯 壳厚薄不 均 而 。前 面已指 出 , 护 渣 保 在结 品器 内 的作用 与 铸 坯表 面 微 裂纹 的关 系 主 要 受 渣膜 的传热 能力 和润 滑能 力 的影响 研 究 和实践表 明 , 晶温度 低 、 结 玻璃 化特 性 好 的渣膜 ,有利 于提 高拉速 , 减少摩 擦 阻力 ,减 少和避 免粘 结漏钢 。 结 品性能强( 晶温 度 高 、 而 结 结 晶率 高 ) 膜能 降低 坯壳 向结 品器壁传 热 的 的渣
损 失
大量析出,造成晶界脆性 ,而产生横裂纹 。
2 表面 星状或 网状 裂纹 3
此 种微 裂纹 在 铸坯 上 几乎难 以发 现 ,一 般
存在于铸坯氧化铁皮下 , 只有经轧制成钢板后才
能 看 见 、或者 铸坯 经酸洗 屙/‘ 发现 。为此 , l 能 公 司成立 了专 题攻 关组 , 板坯 微裂纹 进行 了专题 对 研 究和技 术攻 关 。 多 次取样 热酸榆 查发 现 . 经 板
综上所述 , 保护渣对铸坯表面裂纹有较大影
响。
3连铸保护渣 的基本性 能
连铸 结 晶器保护 渣 的基 本性 能包括 : 熔化性 能 流动性 能 、 固与结 品性 能 、 凝 吸收夹 杂物性 能、 传热 特性等 。这些 性 能直接影 响到保 护渣 在 结 晶器 的表现 与使 用性 能 , 更重要 的是对 铸坯 表 面质量 的影 响。对于板 坯表 面微 裂纹 , 主要是 受 保 护渣渣 膜 的传热 能力 和润 滑能 力的影 响 。 31保护 渣熔 化特性 . 熔 化特性 反应 了保 护渣 由原 始 冈态( 粉末 或 颗 粒 ) 成熔 融液 态渣 的过 程特 征 .主要有熔 化 形 温 度 , 化速 度 和熔 融模型 等参 数 主要影响 液 熔 渣 层厚 度和 渣耗 ,是保 护渣 的主要 特性 指标 。 保 护渣 主要 南碱性 材料 、 酸性 制料 及熔剂这 些基 料 和熔速 调节 剂共 同组成 。 通常 南根据 C O a
连铸保护渣2
连铸保护渣2连铸保护渣是直接影响连铸稳定生产和改善铸坯质量的一种功能性消耗材料,它具有绝热保温,防止再氧化,吸收夹杂物,均匀传热,润滑坯壳等功能,在连铸工艺中起着至关重要的作用,由于保护渣的显著作用,各国连铸工作者对保护渣都非常重视.1保护渣的基本特性1.1保护渣的熔融特性保护渣在结晶器内的熔融过程示意图(略).保护渣在熔融状态时自上而下可形成粉渣层,烧结层及熔渣层3层结构,起绝热保温,防止再氧化,吸收夹杂物的作用;在结晶器与坯壳之间形成固态渣膜(玻璃质层,结晶质层)和液态渣膜两层结构,起到"润滑"和"控制传热"作用,靠结晶器一侧是固态层,造坯壳一侧是液态层;固态层中进一步分为玻璃质层和结晶质层,且有结晶粒度的差异.渣膜在厚度方向上的不同结构层,有着不同的"润滑"和"传热效应".日本NKK公司的一项研究证实[21,通过提高结晶温度可加快渣的结晶速度(实质上是增加渣膜中的结晶质层厚度),由此开发出一种可减少中碳钢表面纵裂的新型保护渣.然而,由于玻璃质层的组分质点是无序排列的,振动范围较大,体系内能也较大,因而热阻较小,对控制传热的影响较小;相反,结晶质层的热阻较大,对控制传热的影响较大.根据不同浇铸条件(钢种,断面,拉速等)对结晶器传热的不同要求,调整渣膜中玻璃质层和结晶质层的比例,可以达到改善坯壳向结晶器的传热,从而达到控制铸坯表面缺陷的目的.LZ保护渣的冶金特性1.2.1粘度粘度是保护渣的一个重要参数,粘度太大或太小,都会使渣膜厚薄不均,润滑传热不良,甚至引起收稿日期2003折-21作者简介:饶添荣(1974)男,福建龙岩人,工程师,从事炼钢连铸工艺工作.万方数据106江西冶金2003年12月坯壳悬挂撕裂.粘度与温度的关系式为[[3171二A" T"exp(B/T)式中,7为粘度〔泊);T为绝对温度;A,B为常数.对于一定成分的渣,随温度降低粘度呈突然性增大趋势,所以一般希望从弯月面到出结晶器的坯壳表面温度应大于1 150℃,且要求渣粘度不会发生突变,这对保持均匀渣膜厚度,确保良好润滑极其重要.1.2.2表面张力熔渣的表面张力和金一渣的界面张力决定了熔渣润湿钢的能力,它影响夹杂物分离,夹杂物吸收, 渣膜的润滑和铸坯的表面质量,是一项重要的冶金特性.结晶器液面有保护渣层覆盖时结晶器中钢液弯月面半径与表面张力和界面张力的关系为[[31y, = 5.43 x 10-2.二一./P,一P.) la口._.=a二一少二coso式中,Y.为弯月面半径;'_,为金一渣界面张力; ..,,.为钢,渣表面张力;9为润湿角;P. "o.为钢, 渣密度.若Y.大,弯月面凝固壳受钢水静压力作用贴向结晶器壁就越容易,润滑良好,坯壳裂纹也就难于发生.若Y.小,就会破坏弯月面的薄膜弹性性能,铸坯易于发生裂纹,夹渣等表面缺陷.1.2.3熔点与熔化速度保护渣的熔点的基本原则是必须低于结晶器内的钢水温度,只有这样保护渣才能熔化,一般为950 ℃一1200℃,主要取决于保护渣的的原料组成及其化学成分.熔化速度决定钢液面上形成熔渣层厚度和渣的消耗量.熔化速度过慢,形成熔渣层过薄,渣膜不均匀,润滑传热就不好;熔化速度过快,粉渣层很快消失,熔渣层易结壳,渣膜厚度增加,使传热减慢,坯壳减薄而易产生裂纹.因此,必须合理控制保护渣的熔化速度.保护渣熔化速度一般是由其成分中的炭粒子来控制完成的,控制能力的强弱决定于炭粒子的种类和数量[41.表现在它对造渣材料的分融能力和对造渣材料生成的熔体的流动阻滞能力.炭粒子的原材料常见的有炭黑和石墨.炭黑在温度较低区域里有很强的分融能力和控制效率,在高温区其作用却大为降低;石墨开始氧化的温度高且慢,控制高温能力强,故有延缓保护渣的烧结和熔化功能.1.2.4吸收溶解夹杂物的能力保护渣碱度提高,可改善保护渣吸收和溶解钢中夹杂物的动力学条件而有利于吸收夹杂物,但碱度过高,熔渣中易析出钙铝黄长石(2CaO从qSi02),枪晶石((3CaO.2Si02 - CaF2 )等高熔点物质,使熔渣的析晶温度和析晶能力增高,恶化保护渣的玻璃化特性,破坏了熔渣的均匀润滑和传热,引起铸坯缺陷甚至拉漏,故碱度控制应合理.2保护渣的选择与应用2.1保护渣原料的选择保护渣的主要成分为.O, SiO2, A1203, 990,Fe2O3, N% 0, K2 0, Li20, CaF2以及炭粒,Ca()和Si02 约占60%一70% , CaO/Si马(即碱度)之比通常在0.8一1.2.加人Na20, Cal,是为了降低熔化速度和粘度,炭粒起隔离熔滴,调节熔化速度的作用.保护渣原料的选择要做到组成合理,成分稳定;既要满足连铸质量的需要,又要经济节约,尽可能就地取材,充分利用当地的废弃资源.例如国内某些保护渣厂常用的保护渣原料有玻璃粉(SiO2大于70% , Na20大于13%),水泥,高炉渣,烟道灰,固态水玻璃,苏打,萤石等[31,由这些原料按照不同比例配制成需要的渣料.表1,表2分别示出了保护渣常用的基料及助熔剂的化学成分.表1保护渡常用基料的化学成分化学成分,%基料—si场Cs0鸽乌.鲍pMn0 Na,O残伪高炉渣25一3933一45 s一15 2一8 0.1一1.0 < 1电厂灰45一60 2一5 10一20 1一4 2一6 3一8'钾土60-65 1一2 1〕一IS 5一7 <13" 1一2水泥熟料19一2260一65 5-7 1一4 <6白渣45一5518一22 <9 0.25%的硬钢)一1.0,C为13%一14%,q1,为..3 Pa-s(用于软钢)一0.45(用于硬钢),熔渣层厚度3一5.5 mmo颗粒渣不适用于小方坯,因其熔化均匀,宜用于MCAK钢板坯和大方坯.德国Sulukl. k等人认为[91,保护渣中MnO为3 . 5 % , CaO/SiO2为0.9,11.为..25 Pa "s, Ta为900 ℃,T.为1 025℃,能满足c大于等于0.35%,Mn大于等于0.65%的大断面圆坯的表面质量要求.马钢连铸圆坯主要用于生产车轮轮箍用钢,此类钢由于含碳量,含锰量均较高,因此要求钢水纯净度很高,尤其是钢中气体([01, [H]-, [N])的含量,要求控制在很低的水平,以至冶炼时加Al量较高,在保护浇铸效果不佳的情况下,A1203和AIN夹杂将进一步增加,使圆坯表面易形成线状缺陷.浇铸这类钢,保护渣既要有好的润滑特性,又要有低的传热强度;因此,保护渣粘度要适当高些(,,为0.30-0.50 Pa- s);为了防范点状凹陷和确保有良好的吸收夹杂物的能力,碱度要适中(R为0. 90) [301渣中A12 Os含量要低些;另一方面要确保有一定渣耗量(0.45一0.70甲t) a2.2.3异型坯用保护渣马钢引进的3机3流异型坯/矩型坯连铸机,铸坯尺寸为异型坯:750 mm x 450 mm x 120 mm, 50 rim x 300 mm x 120 mm;矩型坯:;250 mm x 380 mm.因砂打石硼苏萤万方数据108江西冶金2003年12月其独特的截面形状和复杂的连铸工艺决定了对保护渣要求更为严格,马钢根据异型坯生产特点,选择了3类保护渣进行了生产试验研究:(1)低碱度(0.8),较高熔点(1 171℃)和粘度(1.39 Pa-s);(2)中碱度(1.02),较高熔点(1 188℃)和粘度(1.10 Pa-s);(3)中高碱度(1.12),较低熔点(1 145 9C)(0.84Pa- s);把这3类保护渣的理化性能与从韩国进口的相比较,第三类保护渣的效果与其一致,有利于改善异型坯表面质量.韩国异型坯保护渣成分如表3所示.根据马钢的生产实践,在设备条件和操作因素不变的情况下,异型坯表面裂纹与保护渣粘度和拉速有关,对于小断面异型坯控制,I .叽在0.5一0.6Pa " s " m/min;大断面控制在0.5 Pa "s"m/min时,能够防止异型坯腹板纵裂.表3韩国异型坯保护渣成分化学成分,%企业'ISQi0.50073Px01:::竺喻011光阳Indl印】s;oi Al,场31.36 12.2624.69 13.181._843491Fei 011.533.137.8024.2035.8219.56M酥】2.472.291._000.79Na}00.254.531._120.792.2.4溥板坯连铸用保护值墨西哥Hylsa公司的CSP连铸机,铸坯厚50mm,低碳钢拉速3.0一5.5 m/xnin.其所用保护渣, 开浇时用发热型渣,连浇时用球形空心颗粒渣(R为0.86, A1203为8.0% , Na2O+K20+Lie.为12%,F为6.5%,1},为0.18 Pa "s, Ta为1 300℃,T,为1 070℃,渣耗.095 kg) [u],这种开浇时和A铸时分别用不同类保护渣的作法,在实际使用中的效果很好,在薄板坯连铸中具有推广价值.马钢CSP薄板坯连铸机预计于2003年10月份建成投产,规格0.8一12.7二x 900一1 600 mm.由于CSP工艺具有拉速快,凝固快,易产生粘结漏钢以及铸坯表面质量差等特点,借鉴前人的经验,对保护渣的选用将综合考虑下列因素.(1)为了防止钢液二次氧化和确保具有良好的绝热保温性能,选择有良好铺展性,熔化均匀性和抗波动性的保护渣;(2)生产超低碳钢时,为了防止钢液增C,应采用低C或无C且熔化性能好的保护渣;(3)应有良好的吸收溶解A12 03夹杂的性能;(4)成渣快,玻璃化率高,润滑性能好,传热性能要均匀稳定;(5)环保和高性价比.3结语(I)保护渣具有绝热,保温,防止氧化,均匀传热,润滑和吸收夹杂物功能;(2)保护渣原料的选择应组成合理,成份稳定,既要满足连铸质量的需要,又要经济节约,尽可能就地取材,充分利用当地的废弃资源;(3)保护渣的选用应根据钢种,断面,拉速和振动参数等因素而定,在生产实践中应区别对待; (4)高拉速下,可选择低熔点,高熔速,低粘度,低析晶率和低析晶温度保护渣;(5)异型坯连铸保护渣,控制v K小断面在0.5一0. 67 Pa " s " m/min,大断面在0.5 Pa "s"m/min, 能够防止异型坯腹板纵裂;(6) CSP连铸用保护渣可采用低熔点,低粘度,低结晶温度,熔速快和玻璃性好的多组元保护渣。
连铸保护渣使用及几种漏钢形式介绍

连铸保护渣使用及几种漏钢形式介绍保护渣在连铸生产中是十分重要的。
然而保护渣性能的发挥与保护渣的正确使用方法是分不开的。
以下就保护渣的使用方法,及一些常见的铸坯缺陷讲述保护渣的正确使用方法。
一、表面纵横裂纹1、表面纵裂纹板坯表面发生纵裂纹,尤以碳含量在0.08—0.17%这个范围内的碳素结构钢和相应低合金钢为主。
主要原因是该类钢种的碳含量处于铁碳相图上的亚包晶范围或边缘,凝固时线收缩比较大,极易造成应力过于集中而致初生坯壳发生撕裂,从而产生纵裂纹。
1)钢水因素:A、钢水中的有害元素S、P、As等有害元素含量偏高,造成钢的热脆性和冷脆性增加,引发裂纹,根据经验:钢水中的S≥0.02%,P≥0.017%,发生纵裂纹的几率增加。
B、Mn/S比过小,一般Mn/S小于25,纵裂纹几率大大增加。
C、钢水的纯净度差,易引发纵裂纹等。
一、表面纵横裂纹2)设备因素A、结晶器锥度不合理,影响传热效果,易诱发纵裂纹。
B、结晶器铜板内部结构不密实,基体有气孔或杂质或镀层不均匀,易造成纵裂纹。
C、结晶器小槽局部有杂质堵塞或结垢,造成冷却不均易形成纵裂纹。
3)工艺因素A、结晶器水冷强度过大,易造成纵裂纹,主要体现在进出口水温差过大或热流密度过大上。
B、二冷水配水制度不合理,易造成纵裂纹扩张变大。
C、下水口不对中或倾斜,偏流或钢水出口处侵蚀严重,造成流场紊乱,易造成初生坯壳生长厚薄不均而致纵裂纹。
D、高过热度钢水浇铸易产生纵裂纹等等。
一、表面纵横裂纹4)操作因素A、加渣和挑渣造作不规则,易造成保护渣消耗流入不均匀,致使结晶器传热不均匀,影响坯壳的均匀成长而致应力过于集中而产生纵裂纹。
B、结晶器钢液面波动大或拉速单位时间内调整偏快,易产生纵裂纹。
C、拉速与浇钢温度不匹配易造成等。
一、表面纵横裂纹5)保护渣因素A、保护渣熔速、粘度、熔点不合理,易造成消耗过低和液渣层偏薄,容易产生纵裂纹。
B、保护渣的洗净率和析晶温度过低,造成传热过快,易产生纵裂纹。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板坯连铸保护渣的选择与使用汪洪峰简明邹俊苏(梅山炼钢厂)摘要本文对板坯连铸保护渣的成分、性能的确定作了描述;对连铸板坯保护渣的性能与工艺条件、钢种的优化匹配进行了探讨。
1保护渣的熔化过程及作用机理1.1保护渣的熔化过程保护渣的熔化过程见下图1。
从图中可见,保护渣熔化时,在钢液面上由固态渣层(粉渣或颗粒渣)、烧结层、半熔化层和液态渣层组成;结晶器与坯壳之间的渣膜由固态渣膜和液态渣膜组成,固态渣膜又分为玻璃质膜和晶体质膜。
1.2保护渣的作用机理保护渣在熔融过程中形成粉一烧结一液渣的层状结构。
固态渣层将钢液面和液渣层绝热;液渣层可以防止钢液面被空气氧化,吸收从钢液中浮出的夹杂物包含Al2O3夹杂,还能阻止钢液面被富碳层、渣圈和固态渣层增碳;液态渣膜(厚度大约为0.1mm)润滑坯壳,随铸坯向下运行,在正滑动时将液渣吸入结晶器与坯壳间的空隙,防止粘结,有利于防止板坯粘结漏钢;固态渣膜(厚度大约为2mm),主要是晶体质膜,调节传往结晶器的热流,使传热减少和传热均匀。
固态渣膜在浇注初期时形成,与结晶器一起上下运行,其中的玻璃质膜在多炉连浇时没有变化。
固态渣膜的厚度随粘度的升高而增加。
开浇渣有助于形成厚度适当的固态渣膜。
2保护渣成分的确定1)渣系的确定:由CaO-一SiO2一Al2O3渣系平衡状态图可确定结晶器保护渣的范围,在CaO—SiO2的范围内及含有少量的Al2O3大渣系具有合适的熔点及较强的吸附Al2O3的性能,所以基料的碱度选择在0.7~1.3的范围内。
对于低碳结晶器保护渣来说要选择导热性能好、析晶率低的渣系范围,由CaO/SiO2晶体析出与温度关系图可看出碱度在0.8~0.95的范围内渣系的析晶率为零,说明在该碱度范围内,熔融保护渣可实现较高的玻璃化率,该碱度范围内的熔融保护渣具有优良的导热功能和润滑功能。
对于中碳结晶器保护渣来说要选择低导热性能、析晶率高的渣系范围,由CaO/SiO2晶体析出与温度关系图可看出碱度在1.0以上范围内渣系的析晶率较高,说明在该碱度范围内,熔融保护渣可实现完全的结晶化,该碱度范围内的熔融保护渣具有较低的导热功能。
2) Al2O3含量的确定:由国内外各厂家的研究及经验来看,渣中的Al2O3若大于10%,则该保护渣基本不具备吸收Al2O3等夹杂物的能力。
同时渣中Al2O3对保护渣的黏度和再结晶温度有着很大的影响。
为了保证保护渣具有合适的黏度及熔点,故在选择保护渣时要求渣中的Al2O3含量不大于15%,通常要求小于10%。
3)R2O(Na2O、K2O等简称)含量的确定:渣中的R2O是影响保护渣熔点的主要成分之一,同时也会影响保护渣的黏度和对浸入式水口(铝一碳质)的侵蚀。
R2O的含量每增加1%,保护渣的熔点降低约16℃(经验数据)。
为了与合适的保护渣的熔点相适应,故在选择保护渣时要求渣中的R2O的含量在5%~15%之间。
4)F含量的确定:F在结晶器保护渣中是降低保护渣黏度的关键成分,对保护渣的熔点影响不大,同时F也是侵蚀浸入式水口的主要成分。
由国内外各厂家的研究及经验来看,F 含量控制在15%以下,通常要求小于10%。
5)Fe2O3含量的确定:保护渣中的Fe2O3虽能起到降低熔点和黏度的作用,但是它会增加保护渣的氧化性,所以通常要求控制渣中的Fe2O3含量不大于5%。
6)MgO含量的确定:MgO能替代部分CaO,降低黏度、降低凝固温度、降低熔点和提高熔化速度,还可以提高Al2O3在保护渣中的熔解速度,但MgO的含量通常应不大于5%。
7)保护渣配碳的确定:碳是控制保护渣熔化速度的主要成分,渣中的碳含量和类型不同对保护渣熔化速度的MgO控制作用是不同的。
配碳时不仅要控制碳的加入总量,还要控制碳的不同种类和粗细,通常根据不同工艺的要求复合配碳。
结晶器保护渣的成分范围见表1。
现代保护渣的发展趋势是采用复合配碳、低氟含量和低Al2O3含量。
3保护渣理化性能的确定保护渣最重要的性能是黏度、熔点和熔化速度三者的合理搭配,以保证铸坯的润滑和调节从铸坯传往结晶器的热流。
1)黏度的确定:黏度是保护渣非常重要的指标;黏度与渣膜的厚度和均匀程度有很大的关系。
黏度太大或太小,都会造成渣膜厚度的过薄或过厚,使润滑、传热不良。
根据研究经验,人们把黏度和拉速结合,把驴值作为形成稳定渣膜的判定标志:认为矽值在1~3.5范围内选择时效果较好。
此时液渣膜厚度、结晶器传热、结晶器温度波动最小。
2)熔化温度(即半球点)的确定:保护渣的熔化温度过高不利于渣子的熔化,熔化速度减慢,形成的液渣层减薄,流入结晶器与铸坯之间的液体保护渣减少,保护渣的润滑性能减弱,易导致坯壳与结晶器壁之间的粘结,产生粘结漏钢。
保护渣的熔化温度过低,熔化速度加快,液渣层增加,流入结晶器与铸坯之间的液体保护渣增加,保护渣膜增厚,结晶器内的热传输增大,将导致横向热梯度增加,使初生凝固坯壳传热不均,产生表面纵裂。
此外,熔化温度较低,熔化速度加快,粉渣层很快消失,保护渣的消耗量增加,液渣层也易结壳。
根据经验,保护渣的熔化温度应不高于结晶器出口铸坯的表面温度,还要与钢种的液相线温度相吻合。
3)保护渣的熔化速度:保护渣的熔化速度决定了液渣层厚度和保护渣的消耗量。
如果熔化速度过快,粉渣层不易保持,使热损失增大,液渣面易结壳,可能导致夹渣;熔化速度过慢形成液渣层过薄。
过快过慢地熔化速度都容易造成渣膜的厚薄不均。
保护渣的熔化速度与熔化温度、铸坯断面、拉速等密切相关。
铸坯断面小,拉速高,熔化速度要求快;保护渣熔化温度低,熔化速度快。
4保护渣与连铸工艺及钢种的匹配4.1保护渣与连铸工艺的匹配保护渣选用适当与否,对连铸生产和铸坯质量产生重要的影响,保护渣的选用一定要将保护渣韵性能与具体的连铸工艺条件,包括钢水成分、振动参数、拉坯速度等合理匹配,才能实现高效、高质量连铸。
从连铸保护渣的发展及连铸生产实践来看,单纯改变保护渣性能都不能收到理想的效果。
只有综合考虑各种工艺条件的影响,运用系统工程的思想,把保护渣的性能优化与其他工艺条件有机地结合起来,达到优化配合,才能实现铸坯质量与连铸效率的成功控制。
生产中合适的保护渣的消耗量和液渣层厚度是保护渣性能的最直接反应。
保护渣的消耗量是受保护渣的黏度和熔点直接影响的一个重要指标,保护渣的耗量是衡量润滑能力的重要基准。
合适的消耗量对防止漏钢事故的发生以及提高铸坯表面质量有很大的帮助。
合适的消耗量一般为0.46~0.52kg/m2。
液渣层厚度是受保护渣的含碳量和碳的种类及质量影响的一个重要指标,液渣层太厚,形成的渣圈大;液渣层太薄,液渣太少,不能均匀流入铸坯与结晶器壁之间的空隙,这会引起铸坯表面缺陷如板坯纵裂、偏离角纵裂漏钢和粘结漏钢,合适的液渣层厚度一般是8~15mm。
生产中要特别注意保护渣液渣层厚度虽然合适但消耗量明显减少的情况,这是保护渣吸收了Al2O3后,黏度增大,液渣流入困难所致,此时应及时换入新渣,以防漏钢。
4.2钢种对保护渣性能的要求不同钢种对保护渣性能有不同的要求,下面以梅山炼钢厂常规生产的三类钢种进行分析。
1)低碳铝镇静钢(%C<0.08):这类钢处于临界包晶成分之外,凝固过程中不存在严重的相变体积变化,纵裂倾向小,其对保护渣性能的要求是尽量增大结晶器热流,加速钢水凝固,防止粘结漏钢。
要选择润滑性、导热性好、低碱度、低析晶温度的保护渣,以保证坯壳强度和润滑。
2)中碳钢(0.08<%C<0.18):这类钢存在包晶凝固行为,有较严重的纵裂倾向,需要限制结晶器热通量,否则易产生纵向裂纹。
因此要求保护渣具有较大热阻,实现结晶器的“弱式冷却”。
提高保护渣膜凝固时的结晶化率,可实现结晶器的“弱式冷却”。
在提高渣膜结晶化率上面,可以通过调整保护渣性能,如适当提高保护渣碱度,提高保护渣结晶温度,降低保护渣黏度。
也可以在保护渣中添加某些起形核作用的化合物或金属粉末,促进晶粒形成来实现。
注意黏度不宜太低,因为黏度太低会引起渣膜厚度不均,导致传热不均,引起不均匀凝固。
渣子黏度与拉速乘积应控制在0.25~0.35。
3)结晶器喂稀土钢:由于稀土元素熔点、燃点较低,在连铸喂丝过程中极易氧化形成高熔点夹杂物,上浮至液面被保护渣吸收,改变了保护渣的性能,液渣流动性变差,消耗量减少,表层结壳,造成铸坯表面裂纹增多;或夹杂物卷入弯月面初生坯壳,导致铸坯表面和皮下出现夹杂,严重时会引起粘结漏钢。
因此连铸稀土钢保护渣初始碳和碱度不宜太高,此外由于Re x O y在3%一5%时对保护渣有一定的助熔作用,因此保护渣的熔点和黏度不宜太低。
4.3梅山板坯连铸保护渣性能分析由表2可以看出,梅山低碳钢保护渣性能指标基本在优化范围内;稀土钢和中碳钢保护渣性能指标大部分在优化范围内,但稀土钢保护渣的熔点、熔速及黏度偏低,中碳钢保护渣的结晶温度和碱度偏低。
现场的实际生产也证明稀土钢保护渣熔化慢、液渣流入不足,保护渣变性快,操作难度大;中碳钢铸坯表面纵裂多。
因此我们对稀土钢保护渣和中碳钢保护渣的性能进行了优化。
优化后中碳钢保护渣的主要指标为:保护渣熔点1120±40%、熔速30±5(1350℃)、黏度0.17(1300℃)、结晶温度1180±40℃、保护渣碱度1.20±0.05。
稀土钢保护渣的主要指标为:保护渣熔点1100.1150℃、熔速40±5(1350℃)、黏度0.20~0.30(1300℃)、初始碳2%左右、保护渣碱度1.10左右。
5结论板坯连铸保护渣的选用正日益成为板坯连铸工艺的重要组成部分,保护渣选用适当与否,对连铸生产和铸坯质量产生重要的影响。
板坯连铸保护渣选用时要将具体的工艺条件与保护渣性能有机地结合起来,合理匹配。
参考文献1 卢盛意.板坯连铸保护渣的选用.连铸,2002,32 姜学峰,宋满堂.本钢结晶器保护渣国产化研究.本钢技术,2001,9257。