求高质量电镀药水配方
电镀配方
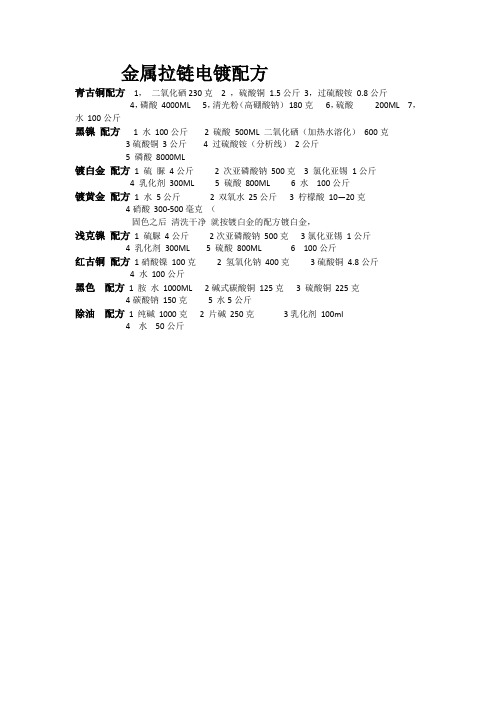
金属拉链电镀配方
青古铜配方1,二氧化硒230克 2 ,硫酸铜1.5公斤 3,过硫酸铵0.8公斤 4,磷酸 4000ML 5,清光粉(高硼酸钠)180克6,硫酸200ML 7,水 100公斤
黑镍配方 1 水 100公斤 2 硫酸500ML 二氧化硒(加热水溶化)600克 3硫酸铜 3公斤 4 过硫酸铵(分析线) 2公斤
5 磷酸 8000ML
镀白金配方 1 硫脲4公斤 2 次亚磷酸钠500克 3 氯化亚锡1公斤
4 乳化剂300ML
5 硫酸 800ML
6 水 100公斤
镀黄金配方 1 水5公斤 2 双氧水 25公斤 3 柠檬酸10—20克
4硝酸 300-500毫克(
固色之后清洗干净就按镀白金的配方镀白金,
浅克镍配方 1 硫脲 4公斤 2次亚磷酸钠500克 3氯化亚锡1公斤
4 乳化剂300ML
5 硫酸800ML
6 100公斤
红古铜配方1硝酸镍100克 2 氢氧化钠400克3硫酸铜4.8公斤
4 水 100公斤
黑色配方 1 胺水 1000ML 2碱式碳酸铜125克 3 硫酸铜 225克
4碳酸钠150克 5 水5公斤
除油配方 1 纯碱 1000克 2 片碱 250克3乳化剂100ml
4 水 50公斤。
钻具螺纹电喷镀工艺所用镀液配方

钻具螺纹电喷镀工艺所用镀液配方
1.电净液
称量氢氧化钠25g、无水碳酸钠22g、磷酸钠50g、氯化钠2g,置于1000ml 烧杯中,加入500ml蒸馏水搅拌溶解后,再加蒸馏水稀释到1000ml。
2.2#活化液
称量盐酸21ml、氯化钠140g,置于1000ml烧杯中,加入500ml蒸馏水搅拌溶解后,再加蒸馏水稀释到1000ml。
3. 3#活化液
称量柠檬酸三钠140g、柠檬酸94g、氯化镍3g,置于1000ml烧杯中,加入600ml蒸馏水搅拌溶解后,再加蒸馏水稀释到1000ml。
4.碱性铜镀液
称量硫酸铜250g,置于1000ml烧杯中,加入600ml蒸馏水搅拌溶解后,缓慢加乙二胺150ml,同时不断搅拌均匀,冷却至室温后用乙二胺调PH到9.7,再加蒸馏水稀释到1000ml。
5.喷镀镍镀液
称量硫酸镍300g、氯化镍3g置于1000ml烧杯中,加200ml蒸馏水,再加150ml氨水搅拌溶解;补加蒸馏水300ml,再加100g柠檬酸三铵、30g乙酸铵,搅拌溶解,冷却到室温用氨水调PH到7.5,再加蒸馏水稀释至1000ml。
6.喷镀锡镀液
称量氯化亚锡145g,柠檬酸140g,酒石酸20g于1000ml烧杯中,加蒸馏水溶解,再加入90ml乙二胺搅拌至全溶透明,加蒸馏水至1000ml。
用乙二胺调PH到7.5~8。
电镀镍液配方比例

电镀镍液配方比例电镀镍液是一种常用的电镀工艺,用于在金属表面形成一层均匀、光亮、具有良好耐腐蚀性的镍层。
电镀镍液的配方比例非常重要,可以影响到电镀效果的好坏。
下面将介绍几种常见的电镀镍液配方比例及其特点。
1. 硫酸镍液配方比例:硫酸镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(一水) 200克/升、硫酸30克/升、硼酸10克/升、硫酸铜1克/升。
此配方比例下的硫酸镍液具有电镀速度快、镍层均匀、耐腐蚀性好的特点。
适用于金属制品的镀镍处理,如不锈钢、铜、铝等。
2. 氯化镍液配方比例:氯化镍液是一种常用的高速电镀镍液,其配方比例通常为:氯化镍(六水) 300克/升、氯化铵80克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的氯化镍液具有电镀速度快、镍层光亮、硬度高的特点。
适用于对电镀速度要求高的金属制品,如汽车零部件、五金工具等。
3. 硫酸氯化镍液配方比例:硫酸氯化镍液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、氯化铵30克/升、硫酸10克/升、硼酸10克/升。
此配方比例下的硫酸氯化镍液具有电镀速度适中、镍层光亮、均匀的特点。
适用于对电镀速度和镀层质量要求较为平衡的金属制品,如家具五金、电子零件等。
4. 硫酸镍-硫酸铵液配方比例:硫酸镍-硫酸铵液是一种常用的电镀镍液,其配方比例通常为:硫酸镍(六水) 200克/升、硫酸铵 30克/升、硫酸 50克/升、硼酸 10克/升。
此配方比例下的硫酸镍-硫酸铵液具有电镀速度适中、镍层厚度均匀的特点。
适用于对电镀厚度要求较高的金属制品,如机械零部件、金属模具等。
通过以上几种电镀镍液配方比例的介绍,可以看出不同的配方比例会影响到电镀镍液的性能和应用范围。
在实际应用中,需要根据具体的镀层要求和金属材料选择合适的电镀镍液配方比例。
此外,还需要注意电镀参数的控制,如温度、电流密度等,以保证良好的电镀效果。
电镀镍液的配方比例是影响电镀效果的重要因素之一。
电镀配方大全范文
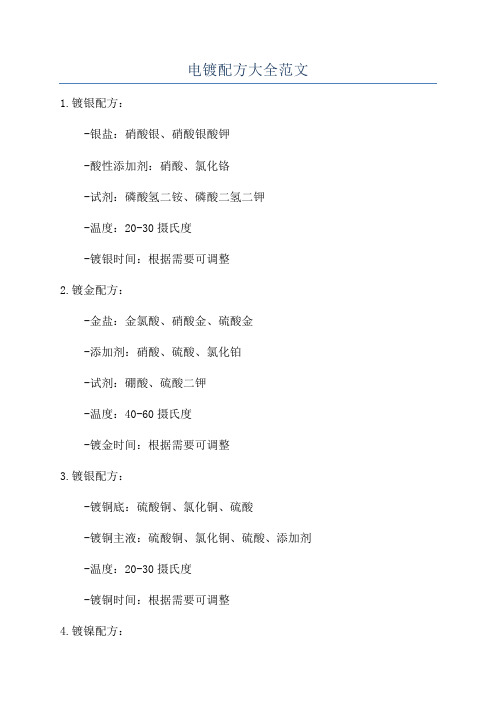
电镀配方大全范文1.镀银配方:
-银盐:硝酸银、硝酸银酸钾
-酸性添加剂:硝酸、氯化铬
-试剂:磷酸氢二铵、磷酸二氢二钾
-温度:20-30摄氏度
-镀银时间:根据需要可调整
2.镀金配方:
-金盐:金氯酸、硝酸金、硫酸金
-添加剂:硝酸、硫酸、氯化铂
-试剂:硼酸、硫酸二钾
-温度:40-60摄氏度
-镀金时间:根据需要可调整
3.镀银配方:
-镀铜底:硫酸铜、氯化铜、硫酸
-镀铜主液:硫酸铜、氯化铜、硫酸、添加剂-温度:20-30摄氏度
-镀铜时间:根据需要可调整
4.镀镍配方:
-镍盐:硫酸镍、硝酸镍、氯化镍
-酸性添加剂:硝酸、氯化铁
-试剂:硫酸钠、氯酸铵
-温度:45-55摄氏度
-镀镍时间:根据需要可调整
5.镀锡配方:
-锡盐:氯化锡、氟化锡、硫酸单锡
-添加剂:硫酸、氯化铋
-试剂:硫酸铵
-温度:20-30摄氏度
-镀锡时间:根据需要可调整
6.镀铬配方:
-铬盐:硫酸铬、铬酸钠、氯化铬
-添加剂:硫酸、硝酸
-温度:40-50摄氏度
-镀铬时间:根据需要可调整
7.镀锌配方:
-锌盐:硫酸锌、氯化锌
-添加剂:硫酸、硫酸亚锡
-试剂:硫酸铵、氯盐
-温度:20-30摄氏度
-镀锌时间:根据需要可调整。
电镀常用标准溶液的配制
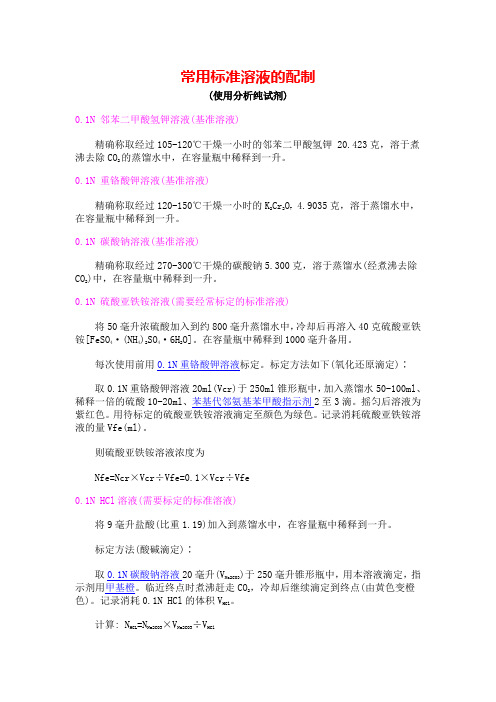
常用标准溶液的配制(使用分析纯试剂)0.1N 邻苯二甲酸氢钾溶液(基准溶液)精确称取经过105-120℃干燥一小时的邻苯二甲酸氢钾 20.423克,溶于煮沸去除CO2的蒸馏水中,在容量瓶中稀释到一升。
0.1N 重铬酸钾溶液(基准溶液)精确称取经过120-150℃干燥一小时的K2Cr2O74.9035克,溶于蒸馏水中,在容量瓶中稀释到一升。
0.1N 碳酸钠溶液(基准溶液)精确称取经过270-300℃干燥的碳酸钠5.300克,溶于蒸馏水(经煮沸去除CO2)中,在容量瓶中稀释到一升。
0.1N 硫酸亚铁铵溶液(需要经常标定的标准溶液)将50毫升浓硫酸加入到约800毫升蒸馏水中,冷却后再溶入40克硫酸亚铁铵[FeSO4·(NH4)2SO4·6H2O]。
在容量瓶中稀释到1000毫升备用。
每次使用前用0.1N重铬酸钾溶液标定。
标定方法如下(氧化还原滴定)∶取0.1N重铬酸钾溶液20ml(Vcr)于250ml锥形瓶中,加入蒸馏水50-100ml、稀释一倍的硫酸10-20ml、苯基代邻氨基苯甲酸指示剂2至3滴。
摇匀后溶液为紫红色。
用待标定的硫酸亚铁铵溶液滴定至颜色为绿色。
记录消耗硫酸亚铁铵溶液的量Vfe(ml)。
则硫酸亚铁铵溶液浓度为Nfe=Ncr×Vcr÷Vfe=0.1×Vcr÷Vfe0.1N HCl溶液(需要标定的标准溶液)将9毫升盐酸(比重1.19)加入到蒸馏水中,在容量瓶中稀释到一升。
标定方法(酸碱滴定)∶取0.1N碳酸钠溶液20毫升(VNa2CO3)于250毫升锥形瓶中,用本溶液滴定,指示剂用甲基橙。
临近终点时煮沸赶走CO2,冷却后继续滴定到终点(由黄色变橙色)。
记录消耗0.1N HCl的体积VHCl。
计算: NHCL =NNa2CO3×VNa2CO3÷VHCl0.1N NaOH溶液(需要标定的标准溶液)将4克氢氧化钠溶于蒸馏水中,在容量瓶中稀释到一升。
电镀镍光亮剂配方比例
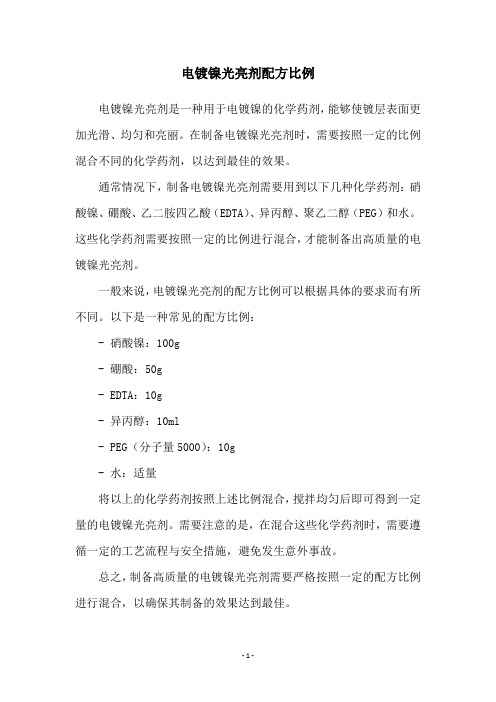
电镀镍光亮剂配方比例
电镀镍光亮剂是一种用于电镀镍的化学药剂,能够使镀层表面更加光滑、均匀和亮丽。
在制备电镀镍光亮剂时,需要按照一定的比例混合不同的化学药剂,以达到最佳的效果。
通常情况下,制备电镀镍光亮剂需要用到以下几种化学药剂:硝酸镍、硼酸、乙二胺四乙酸(EDTA)、异丙醇、聚乙二醇(PEG)和水。
这些化学药剂需要按照一定的比例进行混合,才能制备出高质量的电镀镍光亮剂。
一般来说,电镀镍光亮剂的配方比例可以根据具体的要求而有所不同。
以下是一种常见的配方比例:
- 硝酸镍:100g
- 硼酸:50g
- EDTA:10g
- 异丙醇:10ml
- PEG(分子量5000):10g
- 水:适量
将以上的化学药剂按照上述比例混合,搅拌均匀后即可得到一定量的电镀镍光亮剂。
需要注意的是,在混合这些化学药剂时,需要遵循一定的工艺流程与安全措施,避免发生意外事故。
总之,制备高质量的电镀镍光亮剂需要严格按照一定的配方比例进行混合,以确保其制备的效果达到最佳。
- 1 -。
电镀通用配方大全
电镀通用配方大全氯化物镀镍液配方1组分g/L组分g/L 氯化镍200硼酸30-50硫酸镍100PH值为2.5-4;温度为40-70℃;电流密度为3-10A/dm2。
配方2组分g/L组分g/L 氯化镍300硼酸30-40PH值为3.8;温度为55℃;电流密度为1-13A/dm2。
全硫酸盐镀镍液配方组分g/L组分g/L 氯化镍300硼酸40温度为46℃;PH值为3.0-5.0;电流密度为2.5-10A/dm2。
其他镀镍液配方1组分g/L组分g/L 氯硼酸镍300-450硼酸30-40氟硼酸5-40PH值为2.0-3.0;温度为40-80℃;电流密度为2.5-20A/dm2。
配方2组分g/L组分g/L 氯硼酸镍220硼酸30氟硼酸4-38PH值为2.0-3.5;温度为37-77℃;电流密度为2.5-10A/dm2。
配方3组分g/L组分g/L氨基磺酸镍450湿润剂0.05硼酸30PH值为3.5-5.0;温度为38-60℃;电流密度为2-16dm2。
镀黑镍第一类镀黑镍配方1组分g/L组分g/L硫酸镍70-100硫氰酸铵25-35硫酸锌40-45硫酸镍铵40-60硼酸25-35阳极材料为镍板;PH值为4.5-5.5;温度为30-60℃;电流密度为0.1-0.4A/dm2。
配方2组分g/L组分g/L硫酸镍60-75硫氰酸铵12.5-15硫酸锌30硫酸镍铵35-45阳极材料为镍板;PH值为5.8-6.1;温度为25-35℃;电流密度为0.05-0.15A/dm2。
配方3组分g/L组分g/L硫酸镍75氯化铵30硫酸锌30硫氰酸钠15阳极材料为镍板;PH值为5;温度为20-25℃;电流密度为0.15A/dm2。
第二类镀黑镍配方组分g/L组分g/L硫酸镍120-150硼酸20-25钼酸铵30-40PH值为4.5-5.5;温度为20-25℃;电流密度为0.15-0.3A/dm2。
单金属镀黑镍配方组分g/L组分g/LSL-1开缸剂20-30黑镍盐200-280SL-2添加剂2-6PH值为7.2-8;温度为常温;电流密度为0.5-1.5A/dm2;搅拌方式为阴极移动或采用滚镀;电镀时间为0.5-1.10min。
电镀过程电镀液的配置和电镀液的简单原理

电镀过程电镀液的配置和电镀液的简单原理
一、镀液配制
(1)分别把计算量的氰化钠和氢氧化钠溶解好。
(2)将计算量的氧化锌调成糊状,在搅拌下加人氰化钠溶液中去,待氧化锌络合溶解完全后,慢慢倒入氢氧化钠溶液中,加水至所需体积。
(3)如果不用氧化锌而用氰化锌,溶解方法一样。
然后加人计算量的光亮剂或添加剂。
把溶液搅匀,静置澄清,边电镀边试镀。
不过一般来讲深圳电镀厂都是用的氰化锌。
二、镀液简单原理
在氰化物镀液中,锌离子与氰化钠及氢氧化钠均形成络合物即锌氰化钠及锌酸钠。
电镀时发生以下反应:
1.阴极过程
锌氰化钠通过两步离解,离解出锌离子。
锌酸钠也通过两步离解,离解出锌离子。
通电时,锌离子在阴极上吸收电子而沉积出锌。
2.阳极过程
电解时,阳极上发生锌的溶解
继而生成络合盐。
阳极上也有少量氧气析出。
以上就是电镀液的原理。
(本文由立信顺电镀厂整理发布)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高质量电镀药水配方
我们从2009年开始打造国内知名电镀药水行业配方交易平台。
为药水生产商、电镀厂、线路板厂等用户提供成熟可靠的药水配方,要求配方具有一定的先进性,实用性。
配方必须是拿来即可投入生产的,无不明代号原料,无市场垄断之高价原料。
如果你在国内知名药水生产商从事药水研发工作,或者在国际化大型知名厂商从事生产管理、技术研发工作,掌握一个或多个药水配方,可以联系我们。
合-作-方-式:首先请将配方对应说明资料发到:
并将配方中关键成分设定代号,然后将设定代号的生产配方也发至上面邮箱,并将代号原料寄我,
我们会以市场上比较知名的同类产品做对比,如果相差不大或者基本一样或者有优势、性价比方面比较高,根据配方类型可以首次付给1-3万的转让费后,再告知代号原料,具体价格可以商谈。
后期可以按月支付固定报酬,有改进时继续提供改进型配方并提供必要的技术咨询。
我们关注的配方涉及表面处理行业的全部药水配方,包括电镀前处理、电镀添加剂、后处理、转化膜等,目前有安美特、麦德美、乐思、罗门哈斯和国内知名药水商的部分配方,期待你的参与。