普通钨钢平铣刀的标准长度
铣刀种类及规格(含图)
铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
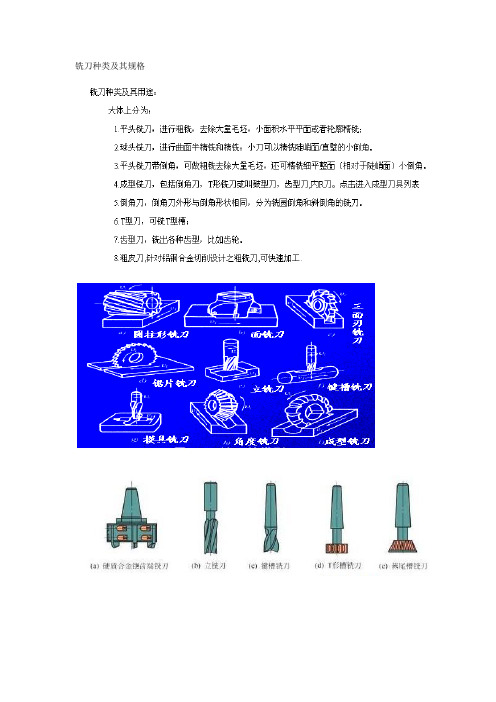
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4。
加工中心刀具转速-1
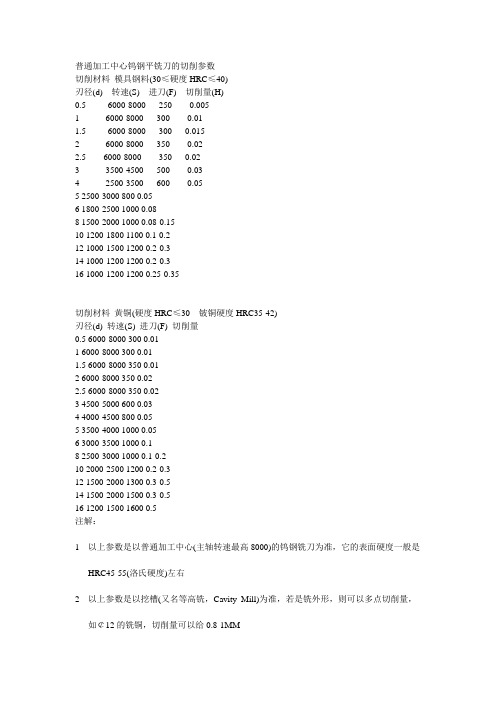
普通加工中心钨钢平铣刀的切削参数切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)0.5 6000-8000 250 0.0051 6000-8000 300 0.011.5 6000-8000 300 0.0152 6000-8000 350 0.022.5 6000-8000 350 0.023 3500-4500 500 0.034 2500-3500 600 0.055 2500-3000 800 0.056 1800-2500 1000 0.088 1500-2000 1000 0.08-0.1510 1200-1800 1100 0.1-0.212 1000-1500 1200 0.2-0.314 1000-1200 1200 0.2-0.316 1000-1200 1200 0.25-0.35切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量0.5 6000-8000 300 0.011 6000-8000 300 0.011.5 6000-8000 350 0.012 6000-8000 350 0.022.5 6000-8000 350 0.023 4500-5000 600 0.034 4000-4500 800 0.055 3500-4000 1000 0.056 3000-3500 1000 0.18 2500-3000 1000 0.1-0.210 2000-2500 1200 0.2-0.312 1500-2000 1300 0.3-0.514 1500-2000 1500 0.3-0.516 1200-1500 1600 0.5注解:1 以上参数是以普通加工中心(主轴转速最高8000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右2 以上参数是以挖槽(又名等高铣,Cavity_Mill)为准,若是铣外形,则可以多点切削量,如¢12的铣铜,切削量可以给0.8-1MM3 刀具的切削量一般给75%(粗加工)。
铣刀直径长度规格对照表【免费下载】
50
75
200
4
刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。而铣刀作为数控加工中广泛应用的切削工具,铣刀直径长度有哪些规格型号呢?
铣刀直径长度规格对照表如下:
直柄立铣刀
规格
刃部长度
全长
规格
刃部长度
全长
2
7
40
1/8
3/8
2—5/16
3
8
40
3/16
1/2
2—5/16
4
11
43
1/4
5/8
2—7/16
5
12
47
5/16
3/4
2—1/2
6
13
57
3/8
3/4
2—1/2
8
19
63
7/16
1
2—11/16
10
22
72
1/2
1—1/4
3—1/4
12
26
82
9/16
1—3/8
3—3/8
14
26
82
5/8
1—5/8
3—3/4
16
32
90
11/16
1—5/8
3—3/4
18
32
90
7/8
1—7/8
4—1/8
20
38
100
1
2
4—1/2
产品名称
产品规格
产品材料
锯片铣刀
Ф60—Ф200
高速工具钢
切口铣刀
Ф40—Ф80
高速工具钢
直齿三面刃铣刀
Ф50—Ф130
常用刀具加工参数

常用的数控铣刀按形状分为平底刀、圆鼻刀(球鼻刀)和球刀
1、平底刀
平底刀也叫端铣刀或平刀,周围有主切削刃,可以用于开粗及清角、精加工侧平面及水平面,常用的有ED20、ED19.5(3/4英寸)、ED16、ED15.875(5/8英寸)、ED12、ED10、ED8、ED6、ED4 、ED3、ED2、ED1.5、ED1、ED0.8及ED0.5等。
E是End Mill的的一个字母;D表示切削刃直径。
一般情况下,开粗时尽量选取较大直径的刀,装刀时尽可能短,以保证足够的刚度,避免弹刀。
在选取小刀时,要结合被加工区域,确定最短的刀锋长及直身部分长。
如果侧面带斜度叫斜度刀,可以精加工斜面。
2、圆鼻刀
圆鼻刀也叫平底R刀,可以开粗、平面光刀和曲面外形光刀,一般半径为R0.1-R8。
一般有整体式和镶刀粒式的刀把刀。
镶刀粒的圆鼻刀也叫“飞刀”,主要用于大面积的开粗及水平面的光刀。
常用的有ED30R5、ED25R5、ED16R0.8、ED12R0.8及ED12R0.4、等。
飞刀开粗尽量选大刀,加工较深区域时,装刀长度先装短加工较浅区域,再装长加工区域较深区域,以提高效率且不过切。
3、球刀
球刀也叫R刀,主要用于曲面中光刀及光刀。
常用的球刀有BD16R8、BD12R6、BD10R5、BD8R4、BD6R3、BD5R2.5(常用于加工流道)、BD4R2、BD3R1.5、BD2R1、BD1.5R0.75、BD1R0.5、B是Ball Mill的第一个字母。
一般情况下,要通过测量被加工图形的内圆半径来确定精加工所用的刀具,尽量选用大刀光刀,小刀补刀加工。
铣刀片型号规格【大全】
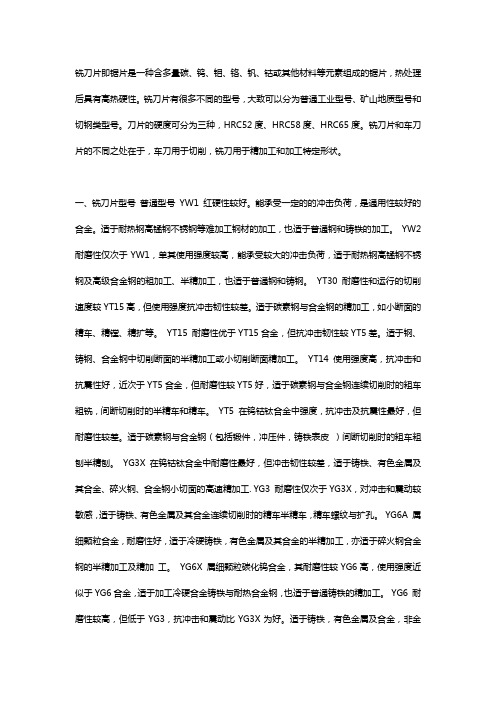
铣刀片即锯片是一种含多量碳、钨、钼、铬、钒、钴或其他材料等元素组成的锯片,热处理后具有高热硬性。
铣刀片有很多不同的型号,大致可以分为普通工业型号、矿山地质型号和切钢类型号。
刀片的硬度可分为三种,HRC52度、HRC58度、HRC65度。
铣刀片和车刀片的不同之处在于,车刀用于切削,铣刀用于精加工和加工特定形状。
一、铣刀片型号普通型号YW1 红硬性较好。
能承受一定的的冲击负荷,是通用性较好的合金。
适于耐热钢高锰钢不锈钢等难加工钢材的加工,也适于普通钢和铸铁的加工。
YW2 耐磨性仅次于YW1,单其使用强度较高,能承受较大的冲击负荷,适于耐热钢高锰钢不锈钢及高级合金钢的粗加工、半精加工,也适于普通钢和铸钢。
YT30 耐磨性和运行的切削速度较YT15高,但使用强度抗冲击韧性较差。
适于碳素钢与合金钢的精加工,如小断面的精车、精镗、精扩等。
YT15 耐磨性优于YT15合金,但抗冲击韧性较YT5差。
适于钢、铸钢、合金钢中切削断面的半精加工或小切削断面精加工。
YT14 使用强度高,抗冲击和抗震性好,近次于YT5合金,但耐磨性较YT5好,适于碳素钢与合金钢连续切削时的粗车粗铣,间断切削时的半精车和精车。
YT5 在钨钴钛合金中强度,抗冲击及抗震性最好,但耐磨性较差。
适于碳素钢与合金钢(包括锻件,冲压件,铸铁表皮)间断切削时的粗车粗刨半精刨。
YG3X 在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁、有色金属及其合金、碎火钢、合金钢小切面的高速精加工. YG3 耐磨性仅次于YG3X,对冲击和震动较敏感,适于铸铁、有色金属及其合金连续切削时的精车半精车,精车螺纹与扩孔。
YG6A 属细颗粒合金,耐磨性好,适于冷硬铸铁,有色金属及其合金的半精加工,亦适于碎火钢合金钢的半精加工及精加工。
YG6X 属细颗粒碳化钨合金,其耐磨性较YG6高,使用强度近似于YG6合金,适于加工冷硬合金铸铁与耐热合金钢,也适于普通铸铁的精加工。
YG6 耐磨性较高,但低于YG3,抗冲击和震动比YG3X为好。
常用刀具加工参数
常用刀具加工参数
常用的数控铣刀按形状分为平底刀、圆鼻刀(球鼻刀)和球刀
1、平底刀
平底刀也叫端铣刀或平刀,周围有主切削刃,可以用于开粗及清角、精加工侧平面及水平面,常用的有ED20、ED19.5(3/4英寸)、ED16、ED15.875(5/8英寸)、ED12、ED10、ED8、ED6、ED4 、ED3、ED2、ED1.5、ED1、ED0.8及ED0.5等。
E是End Mill的的一个字母;D表示切削刃直径。
一般情况下,开粗时尽量选取较大直径的刀,装刀时尽可能短,以保证足够的刚度,避免弹刀。
在选取小刀时,要结合被加工区域,确定最短的刀锋长及直身部分长。
如果侧面带斜度叫斜度刀,可以精加工斜面。
2、圆鼻刀
圆鼻刀也叫平底R刀,可以开粗、平面光刀和曲面外形光刀,一般半径为R0.1-R8。
一般有整体式和镶刀粒式的刀把刀。
镶刀粒的圆鼻刀也叫“飞刀”,主要用于大面积的开粗及水平面的光刀。
常用的有ED30R5、ED25R5、ED16R0.8、ED12R0.8及ED12R0.4、等。
飞刀开粗尽量选大刀,加工较深区域时,装刀长度先装短加工较浅区域,再装长加工区域较深区域,以提高效率且不过切。
3、球刀
球刀也叫R刀,主要用于曲面中光刀及光刀。
常用的球刀有BD16R8、BD12R6、BD10R5、BD8R4、BD6R3、BD5R2.5(常用于加工流道)、BD4R2、BD3R1.5、BD2R1、BD1.5R0.75、BD1R0.5、B是Ball Mill的第一个字母。
一般情况下,要通过测量被加工图形的内圆半径来确定精加工所用的刀具,尽量选用大刀光刀,小刀补刀加工。
铣刀种类及规格(含图)甄选

铣刀种类及规格(含图)(优.选)铣刀种类及其规格铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。
工作时各刀齿依次间歇地切去工件的余量。
铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。
种类铣刀按用途区分有多种常用的型式。
①圆柱形铣刀:用于卧式铣床上加工平面。
刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。
按齿数分粗齿和细齿两种。
螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
②面铣刀:用于立式铣床、端面铣床或龙门铣床上加工平面端面和圆周上均有刀齿也有粗齿和细齿之分。
其结构有整体式、镶齿式和可转位式3种。
③立铣刀:用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。
当立铣刀上有通过中心的端齿时可轴向进给。
④三面刃铣刀:用于加工各种沟槽和台阶面其两侧面和圆周上均有刀齿。
⑤角度铣刀:用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
⑥锯片铣刀:用于加工深槽和切断工件,其圆周上有较多的刀齿。
为了减少铣切时的摩擦刀齿两侧有15′~1°的副偏角。
此外还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
铣刀的结构分为4种。
①整体式:刀体和刀齿制成一体。
②整体焊齿式:刀齿用硬质合金或其他耐磨刀具材料制成并钎焊在刀体上。
③镶齿式:刀齿用机械夹固的方法紧固在刀体上。
这种可换的刀齿可以是整体刀具材料的刀头也可以是焊接刀具材料的刀头。
刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为体外刃磨式。
④可转位式(见可转位刀具):这种结构已广泛用于面铣刀、立铣刀和三面刃铣刀等。
直柄立铣刀规格表直柄立铣刀规格刃部长度全长规格刃部长度全长2 7 40 1/8 3/8 2—5/163 8 40 3/16 1/2 2—5/164 11 43 1/4 5/8 2—7/165 12 47 5/16 3/4 2—1/26 13 57 3/8 3/4 2—1/28 19 63 7/16 1 2—11/1610 22 72 1/2 1—1/4 3—1/412 26 82 9/16 1—3/8 3—3/814 26 82 5/8 1—5/8 3—3/416 32 90 11/16 1—5/8 3—3/418 32 90 7/8 1—7/8 4—1/820 38 100 1 2 4—1/2产品名称产品规格产品材料锯片铣刀Ф60—Ф200 高速工具钢切口铣刀Ф40—Ф80 高速工具钢直齿三面刃铣刀Ф50—Ф130 高速工具钢齿轮滚刀 M1—M10高速工具钢高速工具钢直柄键槽铣刀规格Ф2—Ф20 锥柄立铣刀规格Ф14—Ф50 椎柄键槽铣刀规格Ф14—Ф50规格刃部长度全长规格刃部长全长莫氏椎柄号规格刃部长全长莫氏椎柄号2 4 35 14 26 111 2 14 24 110 23 5 35 16 32 117 2 16 28 115 24 7 35 18 32 117 2 18 32 120 25 8 40 20 38 123 2 20 36 125 26 10 45 22 38 140 3 22 36 125 28 14 50 25 45 147 3 24 40 145 310 18 60 28 45 147 3 25 40 145 312 22 65 30 45 147 3 28 45 150 314 24 70 32 53 178 4 32 50 155 316 28 75 35 53 178 4 36 55 185 418 32 80 36 53 178 4 40 60 190 420 36 85 40 63 188 4 45 65 195 445 63 188 4 50 65 195 450 75 200 4感谢您使用本店文档您的满意是我们永恒的追求!(本句可删)------------------------------------------------------------------------------------------------------------。
合金刀具规格表
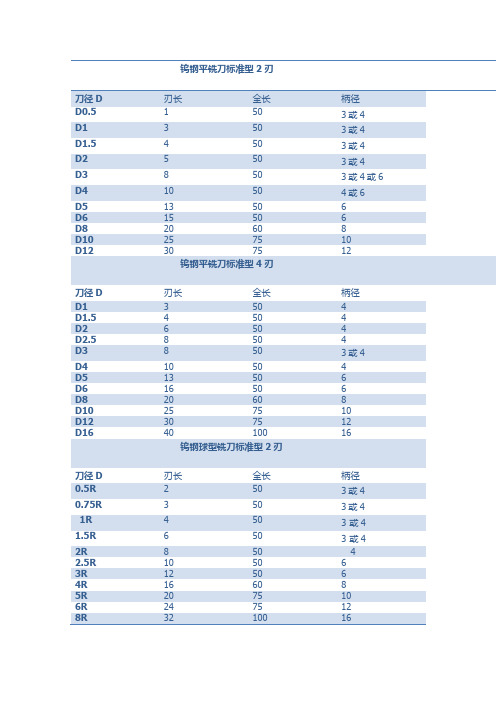
钨钢平铣刀标准型2刃3或4D1 3 50 3或4D1.5 4 50 3或4D2 5 50 3或4D3 8 50 3或4或6 D4 10 50 4或6D5 13 50 6D6 15 50 6D8 20 60 8D10 25 75 10D12 30 75 12钨钢平铣刀标准型4刃刀径D 刃长全长柄径D1 3 50 4D1.5 4 50 4D2 6 50 4D2.5 8 50 4D3 8 50 3或4D4 10 50 4D5 13 50 6D6 16 50 6D8 20 60 8D10 25 75 10D12 30 75 12D16 40 100 16钨钢球型铣刀标准型2刃刀径D 刃长全长柄径0.5R 2 50 3或4 0.75R 3 50 3或41R 4 50 3 或4 1.5R 6 50 3 或42R 8 50 42.5R 10 50 63R 12 50 64R 16 60 85R 20 75 10钨钢圆鼻铣刀标准型4刃3 0.2R 6 50 63 0.5R 6 50 64 0.5R 8 60 6 4 1R 8 60 6 6 0.5R 12 60 6 6 1R 12 60 6 8 0.5R 16 60 8 8 1R 16 60 8 10 0.5R 20 75 10 10 1R 20 75 10D6的加长刀75mm D8 D10到100mm D12mm 到110 mmD3 3500 3500 0.15D2 4500 2000 0.1D1 4500-5000 2000 0.05钢料精修弧面R8 2500--3000 1800 0.15—0.2R6 3000 1800 0.15R5 3500 1800 0.15R4 3500 1800 0.12R3 3500 1600 0.1R2 3500 1500 0.07R1.5 4000 1200 0.05R1-R0.5 4500 1000 0.03-0.05铜料转数增加500 公差设小等高外形刚料精加工D30R5 2500 1800 0.25D20R0.8 2500-3000 1800 0.2D16R0.8 2500-3000 1800 0.2D12 R6 D12R05 3000 1600 0.15-0.2D10 R5 D10R0.5 3500 1600 0.15-0.2D8 R4 D8R0,5 3500 1600 0.15D6 R3 D6R0.5 3500 1500 0.1-0.15D4 R2 D4R0.5 3500 1500 0.1看实际情况参数做适当调整。