产品外观检验标准(全球通用)
设备产品外观检验规范标准(全球普遍通常)

1、目的:
确定通用成品外观标准,为公司品质控制提供标准的依据。
2、适用范围:
适用于我司外观检验的标准判定,另有客户特殊规定除外。
3、职责权限:
3.1品质部:负责本检验标准的制定与审核,产品的鉴定、检验之执行;
3.2工程部:负责品质问题的分析和改善活动的推行;
3.3生产部:负责产品的制造、过程检验和过程品质记录。
4、定义:
4.1异色点:产品表面出现的颜色异于周围的点。
4.2缩水:部分区域由于熔体压力不够,在该区域截面形成的凹坑。
4.3批锋:由于工艺或模具原因,在边缘分型面处所产生的废边。
4.3污点:表面形成的可擦除赃污。
4.4无感划伤:用指甲刮过划伤处,无段落感。
4.5有感划伤:用指甲刮过划伤处,有段落感。
4.6脏污:因模具、包装或操作等问题造成,分可擦出及不可擦出。
4.7气泡:因工艺原因内部出现的可见的空气泡。
5、工作程序:
5.1目视检查的条件及位置:
检验条件:距离30cm~45cm 时间 5 S内,光源检验照明度20-40W
位置:产品与平面呈45°,上下左右转动动在15°之内。
检验时间:一般在5-10秒以内。
条件:不得在反光下检验表面。
5.2 外观区域划分
5.2.1 A区:正常目视第一眼可见面(样品的正面)
5.2.2B区:正常目视第一眼不可见面(左右两侧面,底面,背面,顶面)
5.2.3C区:产品内部,正常目视不可见面
5.3 成品外观检验项目:
5.4产品包装检验项目
5.5面积规格以下图为标准;单位:mm2 请看以下图表。
产品外观通用检验方法及标准
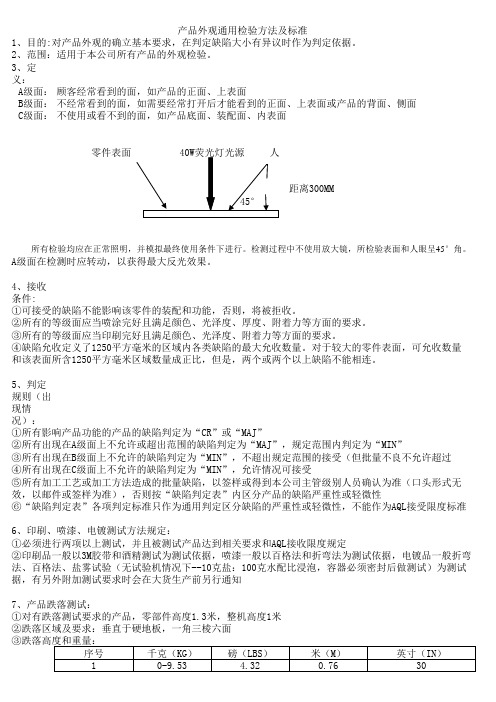
3、定义:A级面:B级面:C级面:零件表面4、接收条件:5、判定规则(出现情况):7、产品跌落测试:①对有跌落测试要求的产品,零部件高度1.3米,整机高度1米②跌落区域及要求:垂直于硬地板,一角三棱六面⑥“缺陷判定表”各项判定标准只作为通用判定区分缺陷的严重性或轻微性,不能作为AQL接受限度标准6、印刷、喷漆、电镀测试方法规定:①必须进行两项以上测试,并且被测试产品达到相关要求和AQL接收限度规定②印刷品一般以3M胶带和酒精测试为测试依据,喷漆一般以百格法和折弯法为测试依据,电镀品一般折弯法、百格法、盐雾试验(无试验机情况下--10克盐:100克水配比浸泡,容器必须密封后做测试)为测试依据,有另外附加测试要求时会在大货生产前另行通知①所有影响产品功能的产品的缺陷判定为“CR”或“MAJ”②所有出现在A级面上不允许或超出范围的缺陷判定为“MAJ”,规定范围内判定为“MIN”③所有出现在B级面上不允许的缺陷判定为“MIN”,不超出规定范围的接受(但批量不良不允许超过10%)④所有出现在C级面上不允许的缺陷判定为“MIN”,允许情况可接受⑤所有加工工艺或加工方法造成的批量缺陷,以签样或得到本公司主管级别人员确认为准(口头形式无效,以邮件或签样为准),否则按“缺陷判定表”内区分产品的缺陷严重性或轻微性所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
①可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
④缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。
对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。
③所有的等级面应当印刷完好且满足颜色、光泽度、附着力等方面的要求。
②所有的等级面应当喷涂完好且满足颜色、光泽度、厚度、附着力等方面的要求。
外观通用检验规范
类 别■新制定 □修订 □废止版次A1页次1/6修订记录版本修 订 日 期 核准审查制订A1 2016年 11 月 3日年 月 日 1、目的建立通用的检验规范,明确钣金结构件产品验收标准,尽量量化缺陷标准,增强参考性和可操作性,为来料检验以及供应商出货检验提供统一的依据,从而确保产品的质量。
2、适用范围1)本标准规定德为产品对钣金结构件的质量要求。
对外观部分进行了质量分级,请按相应质量要求选用。
2)本标准为通用标准,对于零件的特殊要求应按检验指导书要求执行。
3)本标准分为:一、表面喷涂验收标准(1级、2级、3级)二、电镀验收标准三、丝网印刷验收标准 根据产品的具体情况,这些标准可以单独或组合起来应用。
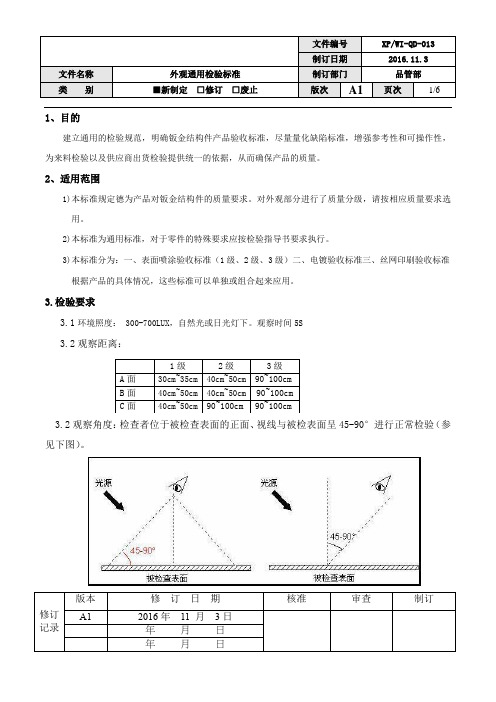
3.检验要求3.1环境照度: 300-700LUX ,自然光或日光灯下。
观察时间5S 3.2观察距离:3.2观察角度:检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
1级 2级 3级 A 面 30cm~35cm 40cm~50cm 90~100cm B 面 40cm~50cm 40cm~50cm 90~100cm C 面 40cm~50cm 90~100cm 90~100cm类别■新制定□修订□废止版次A1 页次2/6修订记录版本修订日期核准审查制订A12016年11 月3日年月日4.缺陷定义:Note.1 Note.2 Note.3点状缺陷:线状缺陷:当L>2W时按Note.2d=(a+b)/2 W: width, L:length,当L≤2W时按Note.15.字母定义L:长度,W:宽度,d:直径,D:缺陷间的距离,N:缺陷数量,ΔE:色差值。
6.验收标准6.1表面喷涂验收标准序号检验项目检查面1级2级3级工具1 色差A、B、C ΔE≤1.0 ΔE≤1.5 ΔE≤3.0 色板、色差仪2 涂膜光泽、纹理A、B、C 对比色板,无明显差异目视、色板3 附着力A、B、C 百格测试,剥离面积不可有超过总体面积5%以上。
通用外观检验标准
通用外观检验标准1产品表面等级定义结构产品的表面外观等级划分为3个级别:1级、2级和3级,各表面等级的定义如下。
1.1 1级表面重要外观表面,体现产品外观形象的表面,产品正常工作状态下能直接正视的表面,以及打开前门就能看到的表面。
1.2 2级表面在特定角度才能看到的主要外表面,或半装饰性的经常被客户打开后可视的外观表面。
1.3 3级表面不是以装饰为目的的次要外观表面和内表面、客户不会看到的表面及除1、2级表面以外的表面。
表1、各等级面的划分:2外观检验条件2.1检验原则2.1.1产品外观应美观,颜色均匀一致,单独一零/部件的整体视觉效果不能受到破坏,不会给人以劣质产品的印象。
生产者应认真操作、严格控制产品质量,避免在生产过程中出现对各种表面的损伤。
2.1.2 有签样或图纸上有特殊要求的零部件,其对应的缺陷优先按其样板或技术要求的标准进行判断。
2.1.3 所有结构件外观缺陷的判定是基于不影响产品功能前提下进行的判定,如果有影响产品使用功能的缺陷(如引起炸机、短路等),即使符合标准规格,也判定不合格。
2.1.4 所有外观判定都是在下述的检验条件下进行判定,看不到的外观缺陷都认可接受。
2.1.5 对外观判定操作存在争议的以结构物料SQE工程师判定为准,仍有严重分歧的,最终裁决权归技术部。
2.2目视检测条件在自然光或光照度在300-600LX的近似自然光下(如40W日光灯、距离500mm处),相距为650~750mm,观测时间按不同等级面而有不同,详见下表:表2、检测条件表面等级1级2级3级检视时间5s5s3s检视距离光源650~750mm自然光或光照度在300-600LX检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
要求检验者的校正视力不低于1.2 。
不能使用放大镜用于外观检验。
图1、“正视”位置示意图2.3检测面积划分被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
产品等级外观检验标准
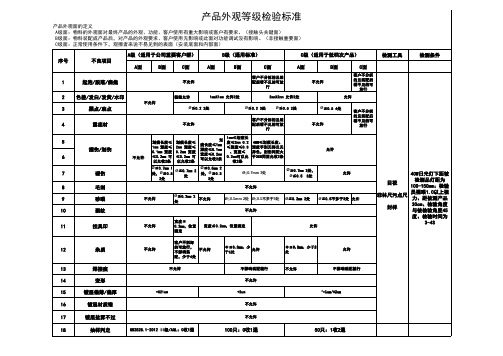
检测工具检测条件A面B面C面A面B面C面A面B面C面1起泡/脱落/烧焦客户不分拆的且装配后看不见的可放行客户不分拆的且装配后看不见的可放行2色差/发白/发黄/水印轻微允许3黑点/麻点 Ø≦0.5 4处4露底材客户不分拆的且装配后看不见的可放行567碰伤Ø≦0.7mm 1处,Ø≦0.52处Ø≦0.7mm 2处Ø≦0.5mm 2处,Ø≦0.33处Ø≦0.7mm 2处,Ø≦0.5 3处8毛刺9砂眼Ø≦0.2mm 2处不允许Ø≦0.5mm 2处Ø≦0.5不多于3处Ø≦0.2mm 2处Ø≦0.5不多于3处允许10裂纹11挂具印宽度≦0.2mm,位置固定12杂质客户不拆卸的可放行,不影响装配,少于4处不允许Φ≦0.2mm,少于4处允许Φ≦0.2mm,少于2处13焊接痕不允许14变形15镀层偏薄/偏厚16镀层材质错17镀层盐雾不过18抽样判定划痕长度≤1mm深度≤0.1mm宽度≤0.2mm可以允收2条1mm≤划痕长度≤2mm 0.2≤深度≤0.3、宽度≤0.2mm可以允收2条4MM≤划痕长度、深度手刮无碍且无异色,刮伤间距大于3CM同面允收2条客户不分拆的且装配后看不见的可放行目视菲林尺污点尺封样40W日光灯下距被检测品灯距为100-150mm:检验员裸眼1.0以上视力、距被测产品30cm、检验角度与被检验角度45度、检验时间为3-4S允许序号不良项目擦伤/划伤不允许划痕长度≤1mm 深度≤0.1mm 宽度≤0.2mm 可以允收2条划痕长度≤2mm 深度≤0.2mm 宽度≤0.2mm 可以允收2条+C21um+2um‘-1um/+2um不允许不允许GB2828.1-2012 II级/AQL:0收1退100只:0收1退50只:1收2退不允许允许不允许不影响装配就行不影响装配就行不允许Ø≦0.7mm 3处允许不允许不允许不允许不允许宽度≦0.2mm,位置固定允许1mmX1mm 允许2处2mmX2mm 允许2处允许Ø≦0.2 2处Ø≦0.2 3处 Ø≦0.5 2处不允许不允许不允许产品外观等级检验标准A级(适用于公司重要客户群)B级(通用标准)C级(适用于低档次产品)不允许不允许产品外观面的定义A级面:物料的外观面对最终产品的外观、功能、客户使用有重大影响或客户有要求。
产品外观检验标准
文件编号:版本号: A/0 保密等级:内部使用文件类别:■管理标准□管理方法□作业标准产品外观检验标准修订记录1 目的作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等。
本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验。
3 职责质量人员对产品外观的检验和判定。
4 定义4.1 产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品。
A等级:通用类终端产品4.2 外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要外表,正常情况指产品的正面、顶面、侧面,要求有最正确的外观质量。
2级面:暴露在外,且正常使用时并不直接看到的次要外表,正常情况下指产品的反面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内外表或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;假设图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有那么按照此外观等级要求执行。
)功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的外表。
不包含在以上的1、2、3级面中。
图 1 ONT产品外观面等级示意图4.3彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分为A标和B标二种。
日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标。
4.4纸浆模塑制品测量面定义测量面定义表5 内容5.1检查面积划分和缺陷代码检测面积按照每100mm*100mm〔100cm²〕区域进行划分,外表小于100mm*100mm时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
表 1缺陷代码表5.2外观检验条件视力:要求检验者的校正视力不低于1.2,不能使用放大镜用于外观检验。
产品外观检验标准通用
硬划痕:由于硬物摩擦而造成产品表面有深度的划痕。
细划痕:没有深度的划痕。
飞边:由于注塑参数或模具的原因,造成在塑料件的边缘或分型面处所产生的塑料废边。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的线,叫做熔接线。
桔纹:在喷漆件或电镀件表面出现大面积细小的像桔子皮形状的起伏不平。
透底:在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
鱼眼:由于溶剂挥发速度不适而造成在喷漆件表面有凹陷或小坑。
多喷:超出图纸上规定的喷涂区域。
剥落:产品表面上出现涂层或镀层脱落的现象。
毛絮:油漆内本身带有的,或油漆未干燥时落在油漆表面而形成的纤维状毛絮。
CaseA:≤0.5mm,CaseB:≤0.7mm,Case C:≤1.0mm。
●
产品配合段差是否均匀一致,最大容许的段差为:
caseA:≤0.7mm,case B:≤1.0mm,caseC:≤1.5mm。
●
螺丝规格是否符合、是否滑牙等不良现象。
●
是否有缺件、漏件\错件等不良。
●
装面板、装饰架、碟口闪光板、各按键不可断裂、组装不良现像
●
无感刮伤:
A面刮伤,长≤1.2mm,宽≤0.2mm允许一点间隔30mm。
●
B面刮伤,长≤1.2mm,宽≤0.2mm。允许两点间隔30mm。
●
C面刮伤,长≤1.5mm,宽≤0.2mm。允许两点间隔30mm。
●
B面旋涡形刮伤,直径10mm。
●
B面凹痕,直径≤3mm,深≤0.2mm(120mm允许1处)
品质外观检验标准缩写

品质外观检验标准缩写
品质外观检验标准(AQL)是一个可以用来检查和评估产品品质水平、外观以及其他属性的国际通用检验标准。
广泛应用于和各种产品及行业,AQL标准用于提升产品质量,满足顾客需求以及改善生产环节品质。
AQL标准由国际质量协会(IAQ)定义和发布,其设计强调产品性能和可靠性的重要性,同时也考虑了顾客的售后需求和改善的生产环节。
AQL定义了三个类别的检验标准,分别为不良品、瑕疵品和特殊检查物品。
其中,不良品的检查标准由要求的产品数量和不良品数量组成,以此来定义出符合合格标准的产品数量,同时指出不良品数量所占比例。
瑕疵品的检查标准以单个瑕疵物品数量组成,指出每台产品中最大能准许的瑕疵物品数量,从而定义出每台产品所允许的最大瑕疵物品数量。
特殊检查物品的检查标准则以瑕疵物品数量组成,指出其他特殊检查物品数量所占的比例,从而满足外观和质量优良的要求。
深入理解AQL标准,有助于产品及生产环节的质量控制计划。
AQL标准可以指出合格标准,帮助把握不良品数量和瑕疵物品数量,有助于把握产品质量,提高产品质量,满足顾客需求。
AQL标准确定的抽样及检验指标,也能有助于构建质量控制计划,降低检测的多样性,减少检测的成本,从而降低产品生产成本。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、目的:
确定通用成品外观标准,为公司品质控制提供标准的依据。
2、适用范围:
适用于我司外观检验的标准判定,另有客户特殊规定除外。
3、职责权限:
3.1品质部:负责本检验标准的制定与审核,产品的鉴定、检验之执行;
3.2工程部:负责品质问题的分析和改善活动的推行;
3.3生产部:负责产品的制造、过程检验和过程品质记录。
4、定义:
4.1异色点:产品表面出现的颜色异于周围的点。
4.2缩水:部分区域由于熔体压力不够,在该区域截面形成的凹坑。
4.3批锋:由于工艺或模具原因,在边缘分型面处所产生的废边。
4.3污点:表面形成的可擦除赃污。
4.4无感划伤:用指甲刮过划伤处,无段落感。
4.5有感划伤:用指甲刮过划伤处,有段落感。
4.6脏污:因模具、包装或操作等问题造成,分可擦出及不可擦出。
4.7气泡:因工艺原因内部出现的可见的空气泡。
5、工作程序:
5.1目视检查的条件及位置:
检验条件:距离30cm~45cm 时间 5 S内,光源检验照明度20-40W
位置:产品与平面呈45°,上下左右转动动在15°之内。
检验时间:一般在5-10秒以内。
条件:不得在反光下检验表面。
5.2 外观区域划分
5.2.1 A区:正常目视第一眼可见面(样品的正面)
5.2.2B区:正常目视第一眼不可见面(左右两侧面,底面,背面,顶面)
5.2.3C区:产品内部,正常目视不可见面
5.3 成品外观检验项目:
5.4产品包装检验项目
5.5面积规格以下图为标准;单位:mm2 请看以下图表。