模具结构图
塑料模具结构图(14)
数冲模具结构

上夹 片 下夹 片 板材
风管
结束语
让我们多了解数冲 让品质更上一层楼
型 冲 子
拆卸方式
拆卸工具
B型成型模具
内六角螺 钉
上模成型 部分 固定盖
卡环 下模成 型部分
刀杆
下模座
定位销 调节螺母 下模座
内六角螺 钉 退料盖 螺钉 下模成 型部分
上模退 料销 定位孔
上模 定位槽
上模座
下模座
数冲机床刀盘示意图
冲击头 (机台)
刀具与 刀盘的 装配
弹簧垫 脚
数冲机床夹抓示意图
定 位 销
B型 下模
A型 下模
退料 板
C型冲孔模具刀套
退料板 卡盘
刀套
打击头
碟形 弹簧
C型冲孔模具上下模
上模
下模
D型冲孔模具
冲针
刀套
退料 板 调节 盘
碟形 弹簧
MATE系列
退料板 卡位 冲子 螺纹 配合 调节 套
刀套
刀口
刀身
定位 销
打击 头
MATE A型冲子
退料板 卡位处 冲子
刀口
定位 销 螺纹 配合 刀身 打击 头 刀套 B
讲师:叶海峰
AMADA系列刀具介绍
MATE系列刀具介绍
刀具组立与拆卸方法
机床的介绍
结束语
AMADA系列
打击 头
(AMADA) 原装A型 冲孔模具 结构示意图
弹簧
刀 套
内六角 扳手
刀头
刀杆
(AMADA) A型冲孔 模具刀头 与刀杆的 安装.其配 合为销钉 与定位孔, 用内六角 止符螺钉 固定.
(AMADA) 原装B型 冲孔模具 结构示意图
模具结构介绍(共48张PPT)

C、带螺纹塑件的转螺纹抽芯。
※ 分型面——分开型腔以便取出塑件的面。 ※ 收缩率
※ 脱膜角度〔塑料对型芯的摩擦系数随脱膜斜度的增大而减小〕
机模的型芯
机模的型腔
镶件及镶针
开模时向内滑动抽芯
开模时向外滑动抽芯
顶出时平行滑动的斜顶
顶出时斜向滑动的斜顶
1、平面分型 2、斜面分型
一、主体部件
指在模具中起安装、导向、机构动作等作用的模架及其辅助零件。
1、定模局部:开模时留于注塑机定模板上的一部份模具。由A板、面板等零件构成。
2、动模局部:开模时随注塑机动模板运动的局部 。由B板、方铁、底板等零件构成。
3、辅助零件:导柱、导套、导套辅助器、压块、定位梢、耐磨块、平衡块、撑头、定位
顶针顶出
顶针的定位和防滑
司筒顶出
顶块顶出
K.O孔
顶出系统先复位机构
谢谢大家!
※ 二次顶出
由A、B板主、流方道铁:、指底从板从等喷零 嘴件与构模成具。接触的部位开始,到分流道为止的塑料熔体流动通道。 B※、脱液膜压角油度缸〔、塑气料缸对驱型动芯。的摩擦系数随脱膜斜度的增大而减小〕 B4、、抽防芯止机因构气:体塑受件压上,有体非积脱缩模小方而向温凹度凸上形升状,时导采致用塑的件脱局模部前碳成化型或零烧件焦先〔行排移气开槽的通一常种设机置构在。熔体最后充满的地方〕。 圈B、、防弹止簧因等气。体受压,体积缩小而温度上升,导致塑件局部碳化或烧焦〔排气槽通常设置在熔体最后充满的地方〕。 2、到达控制模温的目的。 ※2、快冷速料模穴:、仅拉满料足杆短。期生产、极小批量生产的模具。 指 由注B板塑、成方型铁后、将底塑板件等顶零出件使构制成品。脱离模具的装置。 指4、注抽塑芯成机型构后:将塑塑件件上顶有出非使脱制模品方脱向离凹模凸具形的状装时置采。用的脱模前成型零件先行移开的一种机构。 2※、快到速达模控:制仅模满温足的短目期的生。产、极小批量生产的模具。 2指、模型具腔中:控成制型模塑具料温外度部的形系状统。,保证塑料熔体的顺利充型和塑件的固化定型。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 2B、、动液模压局油部缸:、开气模缸时驱随动注。塑机动模板运动的局部 。 3指、在排模气具系中统起:输注送塑流时体排、出传型递腔压的力气、体将或塑挥料发由物注。塑机喷嘴引向型腔的通道。 1圈、、模弹具簧温等度。对制品的收缩率,变形,尺寸稳定性,机械强度,外表质量等均有影响。 A对、模主具流进道行:冷指却从或从加喷热嘴,与必模要具时接两触者的兼部有位。开始,到分流道为止的塑料熔体流动通道。
模具结构图示

司筒
司筒针
红色框为斜顶,出模时,斜顶沿绿色箭头方向移动,在斜顶里的扣位与 斜顶脱离后,产品方可脱模
此角度大于90度,出模时斜 顶沿着斜方向向上顶
大于90度 大于 度
90度 度
产品顶出时,产品的行走路径与 模具垂直,而斜顶沿着斜的轨迹 向前推进,当顶出有一段距离后, 产品的扣位与斜顶已脱离,即可 完成脱模
斜顶
行位
回针
后模模胚
顶针板回针,作用: 在顶针板顶出和后退时, 起导向的作用,并保证在 前后模合模后,因为回针 与前模模胚接触,所以可 以保证顶针板退到位(共 4根)
顶针面板
顶针底板
顶针图示,产品在顶出时,是依 靠顶针,斜顶,司筒顶出的
司筒针,固定于底板上,顶针 板顶出时,司筒针保持不动
司筒,作用:当产品上有环形骨位, 而且骨位的高度比较高,出模很容 易粘模时,则要考虑做司筒
0.5 mm
斜顶出模后的状态,斜顶与产品扣位之间距离 要有0.5mm以上,才能保证产品出模不会扣到斜顶
此孔为顶棍孔,在成型完 成后,顶棍推顶顶针板, 顶针板向前推进,从而 将产品顶出,
水口拉杆,用于开模时将水 口板拉开,从而使水口易取出
导柱,作用:在前后模 合模时,起到导向的 作用(共4根)
运水接口,作用:当模具生产时, 模具温度会不断升高,运水 可使模具处在一种恒温下生 产,从而保证产品的稳定性
此孔直接与啤机的射咀接触,
唧嘴
水口
产品
前模仁
斜边,作用:在开模时,若行 位的弹簧不起作用则斜边 会带动行位向后退出(斜边 固定在前模上)
前模仁
铲基,作用:在合模时,依靠斜 面将行位向前推进,铲基固定 在前模上(铲基与行位的配 合面为斜面)
注塑模具内部结构详解-图文
50以上导柱
导柱
A板120MM或以下 C=A+B
A板120至150MM C=A-10+B
A板150至180MM C=A-20+B
A板180MM以上 C=0.8xA+B
针板导柱 针板导套
模具较大时一定要采用,以下简单介绍。
针板导套
针板导柱
两支针板导柱 四支针板导柱
INTER LOCK
图示中为四边INTER LOCK, 镶件为INTERLOCK,通常下 部加工直身,下模配加工直身 框,做螺纹孔,把 INTERLOCK做杯头孔锁入框 内,上部做斜度,上模配加工 相同的斜度,合模时就能起到 导向作用。此件有标准件。
1.设计为工字模
工字模利用底、面板凸出模身制 造码夹固定位置。
码模坑:在模板侧面加工一些坑,使得码铁伸入,收紧螺丝, 把模架锁紧在注塑机上。
H型码坑通常于A板及方铁加工,A板 在与注塑机接触一面留一厚度,约与 标准面板厚度相同。
I型码坑大小与H型一样,位置A板 不同,加工在与面板接触面上。
注意:当A板加工四边吊环时,须 考虑会否崩码模坑。
出模顶出装置:在此只做简单介绍。
斜顶
相同的设计有圆型INTER LOCK,上下分开,模板上只
用配与外圆相同尺寸的精圆孔 就可。
SIDE LOCK
SIDE LOCK作用同INTER LOCK、止口一样,在模板 的侧面加工小框,分别镶 入一凹一凸的标准件。
一:固定装置 二:导向装置 三: 复位装置 四:分型面型式 五:侧抽芯 六:出模顶出装置
复位装置:通过一些零件或加工,使得针板在顶出产品后能 及时复位,防止顶杆、推块等碰坏型腔。主要有:
复位杆 强制复位
注塑模具基本结构(图解)

应用范围:
主要用于当塑件侧面凹槽或孔较 浅,所需抽拔距不大,但成型面积 较大的场合。
特点:抽芯距较短,抽芯力较大。
2011年12月27日
5.带活动镶件注射模
动画文件夹\注射模分 类讲解\带活动镶嵌件 注射模.swf
模具上设有活动的 型芯、螺纹型芯。
2011年12月27日
Байду номын сангаас 带活动镶件注射模
有些塑件有更特殊的要求,如模具上需要设置螺纹型芯或螺 纹型环等时,在型腔的局部设置活动镶件。 开模时,这些活动镶件不能简单地沿开模方向与塑件分 离,而是必须在塑件脱模时连同塑件一起移出模外,然后通 过手工或专门的工具将它与塑件分离,在下一次合模注射之 前,再重新将其放入模内。
合模时,推出机构靠复位杆并准备下一次注射。
2011年12月27日
(2)单分型面注射模的特点
动画文件 夹\单分型 面注射模\ 单分型面 注射模工 作视频.rm
1)注射模结构简单,成型塑件的适应性强;
2)塑件连同凝料在一起,需手工切除;
3)单分型面注射模应用广泛,据统计,单分型面 的注射模占总注射模的70%。
2011年12月27日
开模时,动模部分向后移 动,开模力通过斜导柱驱 动侧型芯滑块,迫使其在 动模板的导滑槽内向外滑 动,直至滑块与塑件完全 脱开,完成侧向抽芯动作。
这时塑件包在型芯上随动 模继续后移,直到注射机 顶杆与模具推板接触,推 出机构开始工作,推杆将 塑件从型芯上推出。
合模时,复位杆使推出机 构复位,斜导柱使侧型芯 滑块向内移动复位,最后 由楔紧块锁紧。
3.浇注系统
将塑料由注射机喷嘴引向型腔的流道称为浇注系统, 浇注系统分主流道、分流道、浇口、冷料穴四个部 分,是由浇口套、拉料杆和定模板上的流道组成。
模具结构图示(1)
4.2 注塑模具标准模架
• 4.2.1 标准模架分类 • 按进料口(浇口)的形式模架分为大水口模架和小水口模
架两大类,香港地区将浇口称为水口,大水口模架指采用 除点浇口外的其他浇口形式的模具(二板式模具)所选用的 模架,小水口模架指进料口采用点浇口模具(三板式模具) 所选用的模架。
以上的工作位置。分为单注塑头多模位、多注塑头单模位 和多注塑头多模位注塑机三种。 ‘
• 如图5—5所示为单注塑头多模位注塑机,图5—6所示
为多注塑头单模位注塑机,图5—7所示为多注塑头多模 位注塑机。这些注塑机主要用来成型两种以上颜色或物料 的制品,可实现多模注塑,适应大批量生产,能提高生产 效率。
• (5)顶出机构 • 顶出机构是指模具分型以后将塑件顶出的装置(又称脱
模机构)杆、复位杆、顶杆固定扳、顶板、主流道拉料杆 等组成。
模具结构图示(1)
• (6)冷却和加热系统 • 为了使熔融塑料在模具型腔内尽快固化成型,提高生
产效率,一些塑料成型时必须对模具进行冷却,通常是在 模具上开设冷却水道,当塑料充满型腔并经一定的保压时 间后,水道通以循环冷水对模具进行冷却。
• 注塑成型设备主要是用来成型塑料制品,所以注塑成
型设备俗称注塑机。如图所示为一台往复螺杆式注塑机、 主要由合模装置、注塑装置、液压传动系统和电气控制系 统组成。
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
模具结构图示(1)
5.1 注塑成型设备的分类
•
近年来注塑机发展很快,种类日益增多,分类方式也
• 形式,设计的模具大致结构如图所示(B形式模架)。其模
架型号为:
• 1520—B—I一40—40—60,该代码表示规格为大水口、
五金模具基本结构图
廢 料 在 击 凹 模 內 積 聚 下 漏 料 ,對 击 凹 模 的 壁 厚 要 求 較 嚴 ,宜 厚 不 宜 薄
4
凹 模 面 積 較 大 ,有 利 於 復 雜 形 狀 的 衝 件的加工
如 击 凹 模 面 積 較 大 ,可 將 其 直 接 固 定 在 下 墊板省去下夾板
五.衝孔復合模范例.
1. 衝制零件 墊圈 材質: A3 墊圈的內徑為Φ9+0.10/-0.00 外圈為Φ17+0.00/- 0.16 料厚2.0㎜ 需求數量 大批 根以上的條件,結合部門現有設施. 決定: 開制一模出三件的倒裝式復合模. 2. 畫出排樣圖
4. 滑塊沖過下死點帶動上模往上運動,沖孔的廢料由下 模孔內漏出,工件卡在上模型腔內,上模回升到上死點 時,由沖床的橫杆撞擊打杆,將力傳遞到內脫將工件推 出,工件外框的廢料緊包在下模(击凹模)周圍由脫料 板依靠彈性元件的彈力將廢料脫出下模,完成一次沖 壓過程.
三.復合模的特點
1. 復合模在衝床一次行程中完成衝孔落料等數道工序 在完成這些工序中,衝件的材料無需進給移動. 2. 工件精度較高,不受送料誤差影響. 3. 衝件表面較平直. 4. 可以充分利用小料余料邊角料. 5. 击凹模受到壁厚之限制,強度相對減弱,工件只能上打 出料或下頂出料不能直接漏料.
五金模具基本結構
2012/5/27
<一>衝孔模
一.衝孔模基本結構.
上鎖板 BB HH BP PP 彈性元件 上模的組成 SP 衝子 脫料板 上墊腳 上模座 上墊板 上夾板
下模的組成
DB CB DD CC DH
下模板 下墊板 下模座 下墊腳 下鎖板
二.衝孔模的工作原理
1. 衝孔模部份安裝在衝床滑塊主體上,由滑塊帶動從起 始點(最高點)開始向下直線運動. 2. 當脫料板碰到下模的待加工件時,脫料板上下運動停 止,滑塊繼續向下脫料板受到彈力元件(如彈簧,優力 膠,汽頂杆等)的壓力,壓緊工件.滑塊繼續向下運動,固 定在上夾板上的衝子接確到工件. 3. 衝床滑塊繼續向下運動,在接近下死點(最小閉合高度) 前,衝子穿透工件,進入下模孔內,完成衝孔. 4. 衝床滑塊經過下死點朝上運動,帶動上模回升,此時壓 力減小脫料板把工件從衝子上脫出完成脫料,滑塊回 到上死點完成一次衝壓過程.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聯盛(番禺)塑料五金模具有限公司
模具設計指引
聯盛(番禺)塑料五金模具有限公司
模具設計指引
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
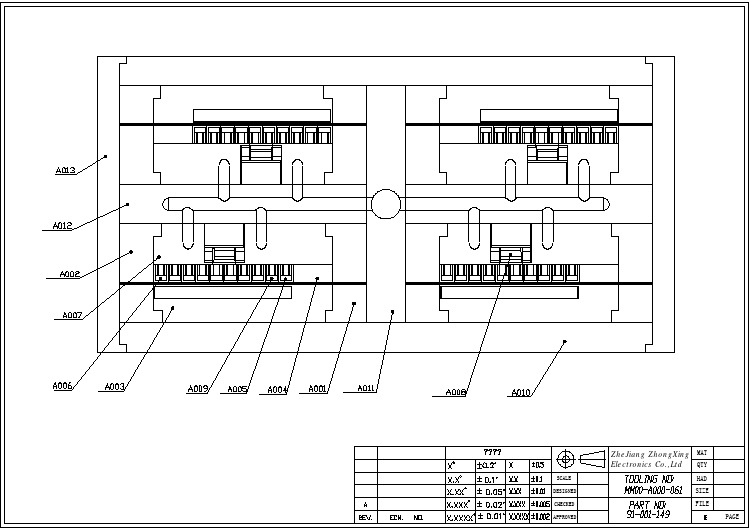
16.0 模具例子
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-09B 斜頂設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-09B 斜頂設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-10A 熱唧咀模-無流道
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-10B 閉鎖式熱流道設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-11A 螺桿模
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-11A 螺桿模設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-11A 螺桿模設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-11B 螺桿模設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-11B 螺桿模
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-12A 合金模-後模行位
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-12A 鋅合金模設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 模具例子
16-12C 鋁合金模設計
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 附錄 A 常用注射成型塑料名稱及成型特性
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22
16.0 附錄 A 常用注射成型塑料名稱及成型特性
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0 附錄 A 常用注射成型塑料名稱及成型特性
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0附錄 B 常用鋼材
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI
發表日期:99年6月版本編號:#01ý受管制抄本:#22-
16.0附錄C各種螺絲牙度及所用之鑽咀
PDF created with FinePrint pdfFactory trial version
聯盛(番禺)塑料五金模具有限公司
模具設計指引
GG-DI 發表日期:99年6月版本編號:#01ý受管制抄本:#17-
16.0附錄D常用模具零件名稱
PDF created with FinePrint pdfFactory trial version
PDF created with FinePrint pdfFactory trial version 。