活塞杆镀铬工艺流程图
液压缸活塞杆镍钴铁代铬镀层【优秀文档】PPT
90.没用的东西,再便宜也不要买;不爱的人,再寂寞也不要依赖。 81.生命不是要超越别人,而是要超越自己。 65.无理由拼了命,即使风雨里奔跑,也要让自己微笑! 33.你可以很有个性,但某些时候请收敛。 90.勤奋是你性命的密码,能译出你一部壮丽的史诗。 83.你想要的,岁月凭什么给你?所有逆袭,都是有备而来。所有光芒,需要时间才能被看到。所有幸运,都是努力埋下的伏笔。 82.用金银装饰自己,不如用知识充实自己。 145.生活就是一种积累,你若储存的温暖越多,你的生活就会越阳光明媚,你若储存太多寒凉,你的生活就会阴云密布。 36.儿童有无抱负,这无关紧要,可成年人则不可胸无大志。 72.为别人着想,为自己而活。为别人着想,才不失活得高尚;为自己而活,才不失活得洒脱。 81.志向要远些,目标要近些,与其躺在原地做梦,不如逐步靠近梦想。 12.无论现在的你处于什么状态,是时候对自己说:不为模糊不清的未来担忧,只为清清楚楚的现在努力。 3.不要老在别人面前倾诉你的困境袒露你的脆弱。 8.当你快乐的时候你是最美的,所以别一直悲伤着浪费时间了。 26.勤奋加智慧是开启成功大门的钥匙。 37.沧海可填山可移,男儿志气当如斯。 2.叶子离去,是风的追求,还是树没有挽留。 68.如果找不到坚持下去的理由,那就回头看看自己开始的理由。简单、简单、再简单!只需一点点的坚持,就可以继续前行。 60.低调与高标的统一,平凡与不俗的统一,这是朴实的人生,也是厚重而辉煌的人生。 69.在茫茫沙漠,唯有前时进的脚步才是希望的象征。 92.最灵繁的人也看不见自己的背脊。——非洲
200-260g/L 35-50g/L 20-50g/L 15-60g/L 5-10 g/L 10-15 g/L 3-10 g/L 35g-45/L
济南泰格化工有限公司
镀铬活塞杆

45#钢活塞杆本产品表面经特殊研磨及硬铬电镀技术外理,再经镜面抛光而成,耐磨擦、抗腐蚀性特性,适用于各种气缸、油缸、活塞杆、包装、木工、纺织、印染机械、压铸机、注塑机、及其它机械用导杆、顶杆等1.材质:优质45#钢2.外径公差:f7-f8(其它公差可订造)3.表面粗糙度:Ra0.2-0.44.硬铬厚度:0.015-0.025mm5.表面硬度:HV700-11506.直线度:0.05-0.10m/m7.标准长度:1-6米(注):另可订做表面经高波处理深度1-3mm,高波硬度:HRC45℃~52℃根据用途不同来选择镀铬厚度:气压=0.02mm油压=0.02mm 以上无锡市金威液压企业地址:无锡市阳山镇郭庄桥堍联系人:张国华电话:*************传真:*************网站:E-mail:***************无锡市金威液压企业位于经济繁荣、风景秀丽的无锡市惠山区阳山镇,无锡著名的水蜜桃之乡,交通极为便捷。
本厂是一家专业生产各类精密活塞杆、直线运动轴、不锈钢轴杆、空心轴、导柱等系列的专业企业。
产品经过校直、粗精无心磨削、镀铬与多道精细抛光工艺加工而成。
此精密光轴用途广泛,主要用于液压气动,工程机械、汽车制造用活塞杆,塑胶机械的导柱,包装机械、印刷机械的辊轴,纺织机械,输送机械用的轴心,直线运动用的直线光轴。
我厂拥有精密无心磨床,校直机,精抛光机,精密车床,钻铣床。
并可根据用户的不同要求可以加工,调质,高频等满足客户的不同要求。
技术参数根据用户要求而定。
公司拥有完备生产设施,先进精湛的生产工艺;严格规范的理化检测程序;科学规范的管理模式,加上高素质的员工队伍,为领先同行,进一步为顾客提供更好的产品和服务,打好了坚实基础。
热忱欢迎海内外各界新老用户前来我厂洽谈、合作,共创美好前程!麻点是在电镀和加工过程中,于金属表面上形成的小坑。
其上虽有镀层,但该缺陷不能被镀平。
(1)由于原材料或者是镀前处理的原因,基体上存在小微坑或者小缺陷。
液压油缸杆镀铬层剖析

液压油缸杆镀铬层剖析工艺流程1,液压活塞杆加工工艺流程连杆采用35号钢,加工工艺为:冷拉成型一车削一连续式中频感应淬火一预磨外圆一预精磨外圆一精磨外圆一超精加工一电镀铬一去氢回火一超精研磨。
为了提高活塞杆表面质量与耐蚀性关系,在电镀铬前加入超精加工工序。
2,活塞杆电镀工艺流程镀前检验---装挂具---化学除油--电解除油---水洗--活化酸洗--水洗--反刻处理--活塞杆镀铬--回收水洗--水洗--卸挂具--检验1,镀铬层厚度,我公司油缸杆一直是0.03-0.05mm,气缸活塞杆是0.01-0.03mm一般情况活塞杆的镀硬铬层单边厚度为:0.03-0.05MM 实践证明单边在0.1是最耐用的,最经济。
2,镀铬层硬度表面镀铬硬度值HRC52~58.HV790-890卡特比勒HV780-896液压缸活塞杆的最佳镀铬层厚度1-3丝单面,最经济1.5丝。
硬度750-890HV,超过它镀层发脆,低于它不耐磨。
3,镀铬层微裂纹镀铬层微裂纹400-2000条,一般都在400条左右,只有高耐蚀镀铬镀铬层微裂纹才能达到2000条以上表面的微裂纹越多,受腐蚀的面积越大,单位面积的腐蚀电流就越小,被腐蚀的程度就减轻。
通俗地讲,就是把腐蚀分散在更大的范围,因而降低腐蚀的程度。
4,镀铬层耐盐雾耐盐雾实验大于96小时,航空起落架活塞杆耐盐雾必须达到750小时以上。
国内耐盐雾实验为达到96小时,采取工艺双层铬或双层镍在镀铬的电镀方法,成本增大。
Dw-032高效高耐腐蚀镀铬单层就可超过96小时,最高可达750小时。
度快,从原来的普铬20-30u m/h提高到45-75u m/h,并且由于镀层均匀,外观质量提高,实际电镀时间大大减少。
无氟抑雾剂C(DW-026):无氟抑雾,减少铬酐的挥发,表面张力最小,合理抑制铬雾。
DW-026抑制剂成分消除空气传播的辐射,并有助于过程的平滑度,亮度,硬度和耐用性,同时使易铬上镀铬的附着力和耐电流中断。
液压活塞杆无裂纹镀铬工艺技术解析
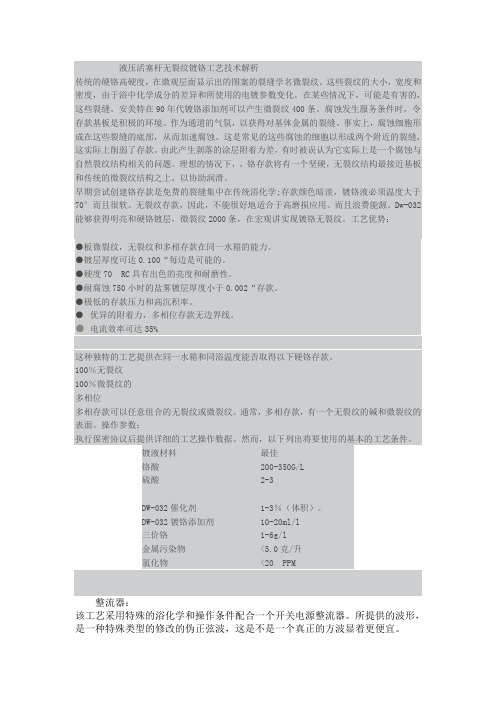
液压活塞杆无裂纹镀铬工艺技术解析传统的硬铬高硬度,在微观层面显示出的图案的裂缝学名微裂纹。
这些裂纹的大小,宽度和密度,由于浴中化学成分的差异和所使用的电镀参数变化。
在某些情况下,可能是有害的,这些裂缝。
安美特在90年代镀铬添加剂可以产生微裂纹400条。
腐蚀发生服务条件时,令存款基板是积极的环境。
作为通道的气氛,以获得对基体金属的裂缝。
事实上,腐蚀细胞形成在这些裂缝的底部,从而加速腐蚀。
这是常见的这些腐蚀的细胞以形成两个附近的裂缝,这实际上削弱了存款。
由此产生剥落的涂层附着力差,有时被误认为它实际上是一个腐蚀与自然裂纹结构相关的问题。
理想的情况下,,铬存款将有一个坚硬,无裂纹结构最接近基板和传统的微裂纹结构之上,以协助润滑。
早期尝试创建铬存款是免费的裂缝集中在传统浴化学;存款颜色暗淡,镀铬液必须温度大于70°而且很软。
无裂纹存款,因此,不能很好地适合于高磨损应用。
而且浪费能源。
Dw-032能够获得明亮和硬铬镀层,微裂纹2000条,在宏观讲实现镀铬无裂纹。
工艺优势:●板微裂纹,无裂纹和多相存款在同一水箱的能力。
●镀层厚度可达0.100“每边是可能的。
●硬度70 RC具有出色的亮度和耐磨性。
●耐腐蚀750小时的盐雾镀层厚度小于0.002“存款。
●极低的存款压力和高沉积率。
●优异的附着力,多相位存款无边界线。
●电流效率可达35%这种独特的工艺提供在同一水箱和同浴温度能否取得以下硬铬存款。
100%无裂纹100%微裂纹的多相位多相存款可以任意组合的无裂纹或微裂纹。
通常,多相存款,有一个无裂纹的碱和微裂纹的表面。
操作参数:执行保密协议后提供详细的工艺操作数据。
然而,以下列出将要使用的基本的工艺条件。
镀液材料最佳铬酸200-350G/L硫酸2-3DW-032催化剂1-3%(体积)。
DW-032镀铬添加剂10-20ml/l三价铬1-6g/l金属污染物<5.0克/升氯化物<20 PPM整流器:该工艺采用特殊的浴化学和操作条件配合一个开关电源整流器。
高速镀硬铬典型工艺流程

高速镀硬铬典型工艺流程本标准规定了镀硬铬的电镀工艺及要求和注意事项。
本标准适用于以下机械零件的镀铬:a)为了提高耐磨性;b)延长使用寿命;c)修复磨损零件尺寸。
2溶液的配制2.1先将计量好的铬酐溶解于镀槽中,为便于溶解将水加热至45℃~60℃,加水至所需容积,取样分析。
后再添加硫酸。
2.2在溶液温度为50℃~60℃,阴极电流密度为5 A/dm~10 A dm条件下,通电处理4 h~6 h,阴极用薄钢板、阳极用铅板,阴极面积∶阳极面积=5∶1。
3工艺流程表1工艺流程图槽液成份工工序名称序去油除锈硫酸1(一步法)234清洗预热冷水槽流动水槽热水槽耐酸槽Dw水流动水2 min~热水180~5镀铬槽硫酸6镀铬三价铬回收槽洗72级提动数次89清洗3级流动水槽干燥去氢烘箱流动水180~220逐步升温至1-2 h回收槽1~2化学纯100:130~45视厚度而定铬酐22050~6030~7010 s~60 s55~603 min提动数次工业纯2004~5≥603-5min(去净为止)工具设备及材料牌号数量g/l℃120~温度工作条件电流密度(DkA/dm)3 min~5222时间4要求及注意事项:4.1要求镀硬铬的零件表面粗糙度等级大于6.3,以便保证表面质量。
4.2除油去锈后,零件表面不得有可见的油膜与锈斑,否则应适当延长时间,以去净为止,但应防止浸入时间过长,以免损坏零件。
处理后零件表面若有黑色挂灰,必须刷干净。
4.3局部镀铬零件,镀前应将不镀部分进行绝缘处理。
4.4挂具与零件应接牢,导电良好,挂置方法应适当。
5检验镀层表面应为白亮色略带蓝,边沿有烤焦起泡或者没有镀上均为不合格。
高速电镀硬铬镀铬添加剂dw-032采用抗铬酸氧化的新材料,分解产物夹杂在镀层内,对镀液没有副作用,属于世界上最好的绿色环保镀铬添加剂。
比普通镀铬硬度增加300HV,耐磨性提高3倍,深度能力提高5倍,分散能力更佳,赫尔槽试片,镀铬层完全覆盖,全光亮。
活塞杆镀硬铬工艺实践[1]
![活塞杆镀硬铬工艺实践[1]](https://img.taocdn.com/s3/m/5be91ea5b0717fd5360cdc1e.png)
40 - 95 97 - 230
0176
23 - 35
40 - 95 97 - 230
315 应注意的几个重要问题 (1) 结合力 对结合力起决定性作用的是镀前处理 ,尤其是
阳极处理应充分控制好 ,使污物被充分除去 ,基体结 晶面露出 。镀层厚度越厚 ,阳极处理的时间也应相
应延长 。 (2) 硬度 镀液成分和操作条件显著影响铬层的硬度 ,必
4 结语
镀铬工艺在同一零件不同部位具有不重复性 , 即使同一零件同一部位在不同镀槽进行镀铬 ,其工 艺参数也具有不重复性 。因此活塞杆各部位镀铬必 须采用指定镀槽和电源 。
经过对活塞杆镀铬的摸索 ,确定了各部位镀铬 工艺参数 。
镀铬时 ,必须用指定的工装认真装挂 ,严格控制 槽液成份及温度 ,严格按工艺程序及工艺参数进行 操作 。才能确保镀层质量 。
综上所述 ,只有阴极表面始终存在着阴极胶体 膜的生成和溶解的交替过程 ,才能实现铬的电沉积 。 阴离子 SO4 2 - 的存在不仅促进了 Cr3 + 的生成 ,为阴 极胶体膜的形成创造了条件 ;而且会使胶体膜溶解 。 阴极胶体膜的特性随着镀液组分 、电流密度和温度 的变化而变化 ,从而引起电流效率和沉积层变化 。 212 镀铬的阳极过程
镀铬时阳极上发生如下反应 : 2H2O - 4e →O2 ↑ + 4H+
2 Cr3 + + 7H2O - 6e → Cr2O7 2 - + 14H+ Pb + 2H2O - 4e →PbO2 + 4H+
3 工艺过程及要求
311 工艺过程及各主要工序要求 手工除油 →装挂 →电解除油 →热水洗 →冷水洗
在断电状态下将工件浸入镀铬溶液中 , 浸泡
注塑机活塞杆镀硬铬工艺分析及质量检测
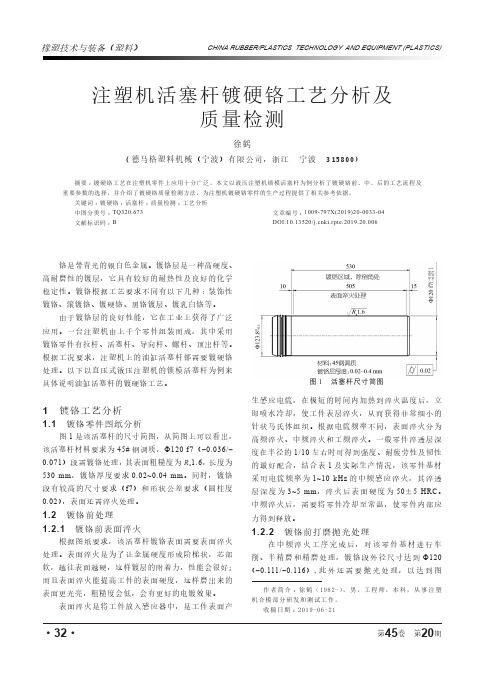
作者简介:徐鹤(1982-),男,工程师,本科,从事注塑机合模部分研发和测试工作。
收稿日期:2019-06-21铬是带青光的银白色金属。
镀铬层是一种高硬度、高耐磨性的镀层,它具有较好的耐热性及良好的化学稳定性。
镀铬根据工艺要求不同有以下几种:装饰性镀铬、滚镀铬、镀硬铬、黑铬镀层、镀乳白铬等。
由于镀铬层的良好性能,它在工业上获得了广泛应用。
一台注塑机由上千个零件组装而成,其中采用镀铬零件有拉杆、活塞杆、导向杆、螺杆、顶出杆等。
根据工况要求,注塑机上的油缸活塞杆都需要镀硬铬处理。
以下以直压式液压注塑机的锁模活塞杆为例来具体说明油缸活塞杆的镀硬铬工艺。
1 镀铬工艺分析1.1 镀铬零件图纸分析图1是该活塞杆的尺寸简图,从简图上可以看出,该活塞杆材料要求为45#钢调质,Ф120 f7(-0.036/-0.071)段需镀铬处理,其表面粗糙度为R a 1.6,长度为530 mm ,镀铬厚度要求0.02~0.04 mm 。
同时,镀铬段有较高的尺寸要求(f7)和形状公差要求(圆柱度0.02),表面还需淬火处理。
1.2 镀铬前处理1.2.1 镀铬前表面淬火根据图纸要求,该活塞杆镀铬表面需要表面淬火处理。
表面淬火是为了让金属硬度形成阶梯状,芯部软,越往表面越硬,这样镀层的附着力,性能会很好;而且表面淬火能提高工件的表面硬度,这样磨出来的表面更光亮,粗糙度会低,会有更好的电镀效果。
表面淬火是将工件放入感应器中,是工件表面产生感应电流,在极短的时间内加热到淬火温度后,立即喷水冷却,使工件表层淬火,从而获得非常细小的针状马氏体组织。
根据电流频率不同,表面淬火分为高频淬火、中频淬火和工频淬火。
一般零件淬透层深度在半径的1/10左右时可得到强度、耐疲劳性及韧性的最好配合,结合表1及实际生产情况,该零件基材采用电流频率为1~10 kHz 的中频感应淬火,其淬透层深度为3~5 mm ,淬火后表面硬度为50±5 HRC 。
活塞杆工艺流程

两顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
0
0
0
0
2
车外圆至φ51mm
590
13
0.36
3.5
1
3
车左端M39x2-6g
363.4
80
0.7
1
1
车φ50x770mm至接口处
第五部分:夹具总装图...............................................................................................20
第六部分:夹具零件一..............................................................................................21
车
间
工
段
设备
工艺装备
工时
准终
单件
055
磨
修研两中心孔
研磨机
060
磨
两顶尖装夹工件,精磨1:20锥度至图样要求
M131W
跟刀架、磨具
装夹:见工序图[60]
065
磨
两顶尖装夹,粗磨φ50x770mm
M131W
游标卡尺、砂轮
装夹:见工序图[65]
070
热处理
渗氮处理,深度0.25-0.35mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
活塞杆镀铬工艺流程图
1,工艺流程图
工序
工序名称
设备及
工具
槽液成份
工作条件
材料
牌号
数量g/l
温度
℃
电流密度(DkA/dm2)
时间
1
去油除锈
(一步法)
耐酸槽
硫酸
工业纯
120~20n(去净为止)
Dw活化酸盐
4~5
2
清洗
冷水槽
水
提动数次
3
清洗
流动水槽
流动水
4
预热
热水槽
热水
55~60
硫酸:1.8-2.5g/l
三价铬:2.5-5g/l
添加剂A(DW-032A):10-20ml/l
添加剂B(DW-032B):10g/l
无氟抑雾剂C(DW-026):0.05~0.15ml/l
温度:45-59°注意温度不要过高
电流密度:35-90A/dm2
电流效率:30-35
KAH消耗A 50ml/l B0.25-0.5g/l无氟抑雾剂C 0.01ml/l
2 min~
3 min
5
镀铬槽
铬酐
180~300
50~59
30~90
参照活塞杆电镀铬工艺
镀铬
硫酸
化学纯
100:1
30~45
视厚度而定
三价铬
1~2
6
回收槽洗2级
回收槽
提动数次
7
清洗3级
流动水槽
流动水
8
干燥去氢
烘箱
逐步升温至180~220
1-2 h
,2,活塞杆电镀铬工艺
工艺规范:
铬酐:250-300g/l最佳值280