塑胶材料检验标准(中英文)
塑胶产品检验标准
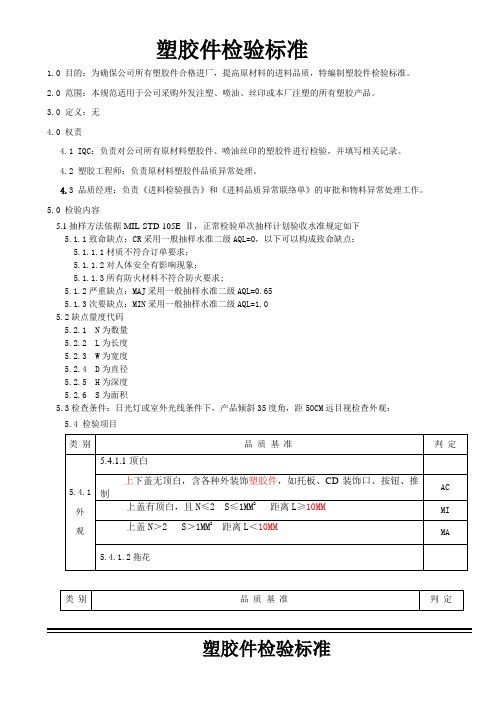
1.0 目的:为确保公司所有塑胶件合格进厂,提高原材料的进料品质,特编制塑胶件检验标准。
2.0 范围:本规范适用于公司采购外发注塑、喷油、丝印或本厂注塑的所有塑胶产品。
3.0 定义:无
4.0 权责
4.1 IQC:负责对公司所有原材料塑胶件、喷油丝印的塑胶件进行检验,并填写相关记录。
4.2 塑胶工程师:负责原材料塑胶件品质异常处理。
4.3 品质经理:负责《进料检验报告》和《进料品质异常联络单》的审批和物料异常处理工作。
5.0 检验内容
5.1抽样方法依据MIL-STD-105E Ⅱ,正常检验单次抽样计划验收水准规定如下
5.1.1致命缺点:CR采用一般抽样水准二级AQL=0,以下可以构成致命缺点:
5.1.1.1材质不符合订单要求;
5.1.1.2对人体安全有影响现象;
5.1.1.3所有防火材料不符合防火要求;
5.1.2严重缺点:MAJ采用一般抽样水准二级AQL=0.65
5.1.3次要缺点:MIN采用一般抽样水准二级AQL=1.0
5.2缺点量度代码
5.2.1 N为数量
5.2.2 L为长度
5.2.3 W为宽度
5.2.4 D为直径
5.2.5 H为深度
5.2.6 S为面积
5.3检查条件:日光灯或室外光线条件下,产品倾斜35度角,距50CM远目视检查外观:
5.4 检验项目。
塑胶材料的中英文对照表

Acrylonitrile Butadiene 丙烯腈、丁二烯-苯乙烯 Styrene 丙烯腈-苯乙烯 丁二烯-苯乙烯 聚丙烯 低密度聚乙烯 高密度聚乙烯 乙烯-醋酸乙烯酯 氯化聚乙烯 聚酰胺-6 聚酰胺-66 聚酰胺-9 聚酰胺-1010 聚甲基丙烯酸甲酯 Acrylonitrile Styrene Butadiene Styrene Polypropylene Low Density Polyethylene High Density Polyethylene Ethylene Vinyl Acetate Chlorinated Polyethylene Polyamide-6 Polyamide-66 Polyamide-9 Polyamide-1010 Polymethyl Methacrylate
塑胶原料中英学名对照表
塑胶类别 硬胶 聚苯乙烯 不碎胶 ABS料 AS(SAN)料 改性聚苯乙烯类 BS(BDS)K料 聚丙烯类 PP LDPE(花料、筒 料) 聚乙烯类 HDPE(孖力士) EVA 改性聚乙烯类 CPE 尼龙单6 尼龙孖6 尼龙9 聚酰胺 丙烯酸酯类 尼龙1010 亚加力 通称 中文学名 通用聚苯乙烯 高冲级聚苯乙烯 英文学名 General Purpose Polystyrene High lmpact polystyrene 标准缩写 GPPS HIPS ABS AS(SAN) BS(BDS) PP LDPE HDPE EVA CPE PA-6 PA-66 PA-9 PA-1010 PMMA MMS 用途 灯罩、仪器壳罩、玩具等 日用品、电器零件、玩具等 齿轮、轴承、把手、电器机壳、日用品等 日用器皿、家庭电器用品等 特种包装、食品容器、笔杆等 用途广、包装、日用品、编织纤维等 吹筒、吹袋、胶花、包装等 包装、建材、农业上应用等 鞋底、溥膜、板片、通管、日用品等 建材、管材、电缆绝缘层、重包装材料 轴承齿轮、油管、容器、日用品 机械、汽车、化工、电气装置薄膜等 机械零件、泵、电缆护套等 电缆、管材、齿轮、机械零件等 装饰材料、灯罩、广告牌、挡风玻璃、仪 器表壳、胶版、日用品等 透明度高的制品、如油杯、光学镜片、透 明道管等
合金塑胶与塑胶粒子原料中英文对照表
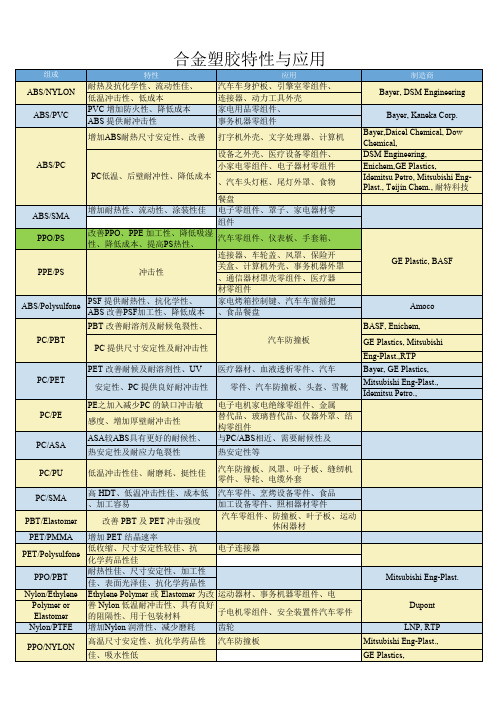
连接器、车轮盖、风罩、保险开
冲击性
关盒、计算机外壳、事务机器外罩 、通信器材罩壳零组件、医疗器
材零组件
ABS/Polysulfone PSF 提供耐热性、抗化学性、
家电烤箱控制键、汽车车窗摇把
ABS 改善PSF加工性、降低成本 、食品餐盘
PBT 改善耐溶剂及耐候龟裂性、
PC/PBT
PC 提供尺寸安定性及耐冲击性
聚丙烯 聚酞酸酯 聚苯醚 聚氧化二甲苯 聚硫化苯 聚苯乙烯 聚碸 聚四氟乙烯 聚氨基甲酸乙酯 聚氯乙烯 聚二氯乙烯 聚氟化乙二烯 苯乙烯-丙烯腈 苯乙烯-丁二烯 苯乙烯-马来酐 热塑性弹性体 热塑性聚烯烃
汽车零组件、防撞板、叶子板、运动 休闲器材
增加 PET 结晶速率
低收缩、尺寸安定性较佳、抗 电子连接器
化学药品性佳
耐热性佳、尺寸安定性、加工性
佳、表面光泽佳、抗化学药品性
Ethylene Polymer 或 Elastomer 为改 运动器材、事务机器零组件、电
善 Nylon 低温耐冲击性、具有良好
GE Plastic, BASF
Amoco BASF, Enichem, GE Plastics, Mitsubishi Eng-Plast.,RTP Bayer, GE Plastics, Mitsubishi Eng-Plast., Idemitsu Petro.,
PC/PU
低温冲击性佳、耐磨耗、挺性佳 汽车防撞板、风罩、叶子板、缝纫机 零件、导轮、电缆外套
Polycarbonate hexandimethanol Terephthalate
聚环已醇二乙酯
Polyethylene-Chlorinated Polyetheretherketone Polyetherimide Polyethersulfone Polyethylene terephathalate Glycol-Polyethylene terephathalate Perfluoroalkoxy Polyimide Polyketone Polymethylmethacrylic Polymethylpentene Polyolefin Polyacetal
塑胶件检验标准
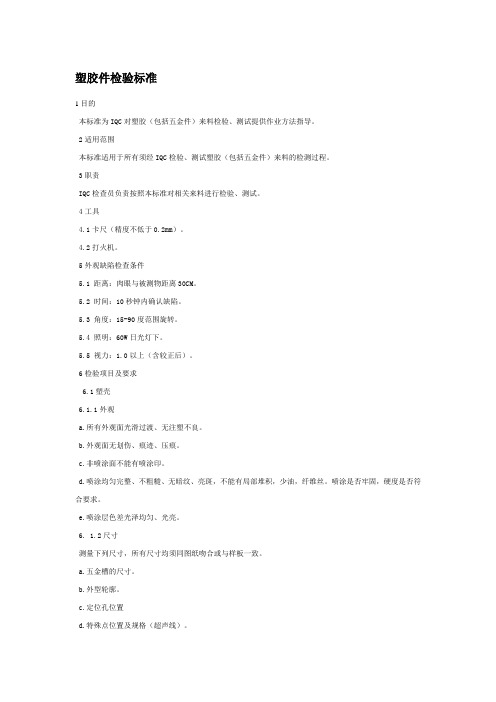
塑胶件检验标准1目的本标准为IQC对塑胶(包括五金件)来料检验、测试提供作业方法指导。
2适用范围本标准适用于所有须经IQC检验、测试塑胶(包括五金件)来料的检测过程。
3职责IQC检查员负责按照本标准对相关来料进行检验、测试。
4工具4.1卡尺(精度不低于0.2mm)。
4.2打火机。
5外观缺陷检查条件5.1 距离:肉眼与被测物距离30CM。
5.2 时间:10秒钟内确认缺陷。
5.3 角度:15-90度范围旋转。
5.4 照明:60W日光灯下。
5.5 视力:1.0以上(含较正后)。
6检验项目及要求6.1塑壳6.1.1外观a.所有外观面光滑过渡、无注塑不良。
b.外观面无划伤、痕迹、压痕。
c.非喷涂面不能有喷涂印。
d.喷涂均匀完整、不粗糙、无暗纹、亮斑,不能有局部堆积,少油,纤维丝。
喷涂是否牢固,硬度是否符合要求。
e.喷涂层色差光泽均匀、光亮。
6. 1.2尺寸测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.五金槽的尺寸。
b.外型轮廓。
c.定位孔位置d.特殊点位置及规格(超声线)。
6.1.3材质a.原材料是符合相关设计要求。
b.防火材料应用打火机做实验(需在确保安全的条件下进行)。
6.1.4试装配a.将胶壳与相应的保护板、五金、支架等配件试装应配合良好。
b.必要时应取1-3个胶壳试超声,超声缝隙应均匀一致,焊接良好。
6.2五金件6.2.1尺寸测量五金的尺寸,须与样品或BOM一致。
6.2.2外观目测检查五金的色泽是否与样品一致,是否有划伤、变形,电镀层脱落等。
7检验方法7.1外观使用目测法检查被检品的外观。
7.2尺寸使用卡尺测量被检品的尺寸。
8塑壳表面分类A面:塑壳壳面;B面:塑壳底面。
9等级分类A级:公司所生产原配、原装产品的塑壳和五金来料;B级:公司所生产自有品牌或类似产品塑壳和五金来料;C级:以客户所承认样品生产的产品的塑壳和五金来料。
10 质量评定10.1检验办法塑胶(包括五金件)来料按按GB/T 2828-87 正常检查一次抽样方案II级检查水平进行抽样检查。
塑胶件主要缺陷中英文对照
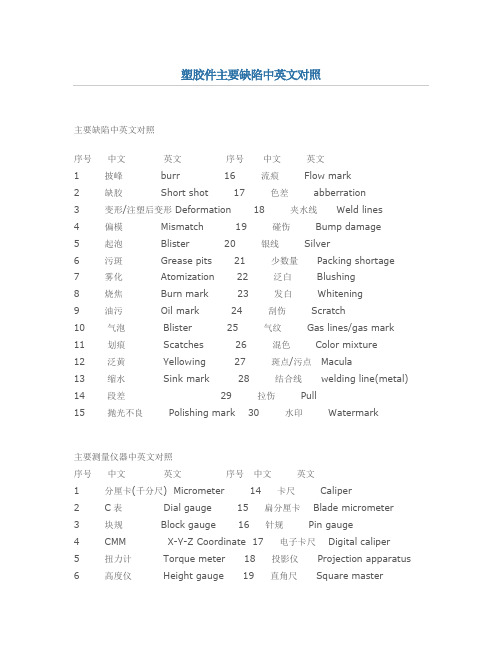
主要缺陷中英文对照序号中文英文序号中文英文1 披峰 burr 16 流痕 Flow mark2 缺胶 Short shot 17 色差 abberration3 变形/注塑后变形 Deformation 18 夹水线 Weld lines4 偏模 Mismatch 19 碰伤 Bump damage5 起泡 Blister 20 银线 Silver6 污斑 Grease pits 21 少数量 Packing shortage7 雾化 Atomization 22 泛白 Blushing8 烧焦 Burn mark 23 发白 Whitening9 油污 Oil mark 24 刮伤 Scratch10 气泡 Blister 25 气纹 Gas lines/gas mark11 划痕 Scatches 26 混色 Color mixture12 泛黄 Yellowing 27 斑点/污点 Macula13 缩水 Sink mark 28 结合线 welding line(metal)14 段差 29 拉伤 Pull15 抛光不良 Polishing mark 30 水印 Watermark主要测量仪器中英文对照序号中文英文序号中文英文1 分厘卡(千分尺) Micrometer 14 卡尺 Caliper2 C表 Dial gauge 15 扁分厘卡 Blade micrometer3 块规 Block gauge 16 针规 Pin gauge4 CMM X-Y-Z Coordinate 17 电子卡尺 Digital caliper5 扭力计 Torque meter 18 投影仪 Projection apparatus6 高度仪 Height gauge 19 直角尺 Square master7 游标卡尺 Vernier caliper 20 硬度机 Durometer8 牙规 Scre gauge 21 半径规 Radius gauge9 角度规 Universal protractor 22 特别塞规 Ring gauge10 拉/推力计 Pull/Push gauge 23 弹力计 Spring balance11 塞尺 Clearance gauge 24 专用夹具 Special fixture12 工具显微镜 Tool-measuring microscopeInspection1 抽样 Sampling 11 抽样计划 Sampling plan2 样品数量 Sample size 12 合格 Conformity3 批量 lot size 13 缺陷 Defect4 目测 Eyeballing 14 让步 Concession5 外观 Appearance 15 检验 Inspection6 测量 Measurement 16 规范 Specification7 质量 Quality 17 报废 Scrap8 接收 Acceptance 18 纠正 Correction9 不良品 Defective products10 返工 Rework一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口: pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座: connector socket密封/封料: seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝: screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架): mold base上内模:cavity insert下内模:core insert行位(滑块): slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴: sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件: Do not use (core/cavity) insert用铍铜做镶件: use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode。
塑胶材料检验标准(中英文)
塑胶材料检验标准(中英文)塑胶材料检验标准1.目的:Purpose:订定进料检验项目及抽样标准,以做为进料检验之标准。
To set up incoming material inspection items and samplingstandard, to assure the incoming inspection.2.范围:Scope):所有一般进料之塑料类材料,包括所有塑料、橡胶及其组合件等。
All of the incoming plastic part, include plastic, rubber and others assembly parts.3.权责:Responsibility:IQC须依进料抽样检验标准作进料检验,VQA可适质量状况呈检验单位主管同意后作检验项目及抽样数之更改。
IQC inspectors according to the incoming sampling planning to inspect, VQA engineers can accord the material quality to change the inspection items and sampling planning before department manager agreement.4.相关文件:Relevance documents:4.1.抽样计划AG-0801-Q029-XXIncoming inspection sampling plan4.2.进料管制AG-0801-Q028-XXIncoming control5.作业规定要点:Detail operating procedure:5.1.抽样计划:各site VQA 可因应实际情况不同,调整相关抽样计划,经 site VQA主管同意后实行.Sampling Plan: Base on the different situation, site VQAcould revise this sampling plan and get the approval by site VQA head before implement5.1.1.正常检验:AQL 0.65%,LEVEL I。
塑胶材料检验规范
接合線是否明顯
表面有無起蒼及黑紋或異常
有無料不足現象
表面有無頂白
表面有無油污
表面有無油污
目視
目視
目視
目視
目視
目視
*
*
*
*
*
***** Nhomakorabea*
*
*
11.埋釘:A.產品銅釘面不可有包膠或溢膠及歪
斜短缺,反埋,無螺紋及BOSS龜裂
現象。
B.埋釘之規格不可高於BOSS平面,
下陷可允許0.2mm以內。
游標卡尺
目視
*
*
*
*
*
*
*
*
*
*
*
2.尺寸
3.試驗
特性
17.斷差:A.凡外觀含模線所產生之斷差在不
可有割手情形下,允許0.1mm
B.非外觀之合模線在不影響功能下
視為良品
1.在承認圖面上,確認檢驗之重點尺寸並記錄,尺寸須在公差內,若圖面無公差表示,則用圖面一般指定公差。
2.依承認圖面和承認Sample檢驗。
12.澆囗:成品澆囗經修剪處理後,凸出高度不可高於底面0.2mm,若成品組合後外觀部可見澆口者,則高度需平於底面或內凹。
13.彎曲變形:平面變形度依據(附表三) "塑
膠成型類平面度表"檢測。
14.噴漆塗裝:
A.塗裝面異物(污點)及刮傷判定同附表一
"塑膠成型材料外觀污點標準表"及附表二
"塑膠成型材料外觀刮傷標準表"。
見到之部份。
4.1.4 D級面:除A、B、C級面外,或材料經組裝後為產品的內側,且使用者
無法見到之部份。
塑胶材料检验标准
塑胶材料检验标准1.目的:规范塑胶材料的机械性能与外观检验与判定方法,有效指导作业标准化,满足客户要求。
2.范围:适用于所有机种塑胶新材料与变更量试材料3.定义:3.1外观面:能观察到,有外观要求的表面。
(A面,B面,C面)3.2致命缺陷:(CriticalDefect,CR)有关产品安全性方面的缺点﹐对使用者、保养者有人身安全伤害者。
3.3严重缺陷:(MajorDefect,MA)该缺陷或瑕疵会直接影响顾客对该产品的购买决定或直接影响该产品的功能或耐用性。
3.4轻微缺陷:(MinorDefect,MI)该缺陷或瑕疵不会影响顾客对该产品的购买决定及不会影响该产品的功能或耐用性,但视觉上或触感上会影响该产品的应有质量水平。
3.5色差:产品表面颜色有偏差。
3.6脏污/油污:产品表面不干净或有油渍。
3.7尘点:产品本身表面存在杂质点状(黑点)或喷油粘有的尘点。
3.8批锋:在部件浇口或边缘部份存在毛刺。
3.9缩水:产品表面凹陷状况。
3.10夹水线:胶料因未完全融合而形成的细线或模具本身结合线。
3.12气纹:胶件表面气状纹路和光影。
3.13缺胶:胶件成形结构不饱和状态。
3.14变形:塑胶本体弯曲。
3.15顶白:顶针位出现的反光圈,发白状态。
3.16批伤:削批锋和剪水口时,造成胶料缺口过大。
3.17刮花/伤:塑胶表面因人为造成有片状或纹状痕迹。
3.18段差/间隙:装配件之间错位与缝隙。
3.19丝印不良:丝印工艺造成的缺陷,如漏印,错印,模糊,重影等。
3.20喷油不良:喷油工艺造成的缺陷,如溢油,漏油,油污,掉油等。
4.职责4.1CE:负责塑胶签样外观标准判定与性能测试计划,问题点跟进。
4.2RD:负责塑胶签样结构确认与结构问题分析改善。
5.作业内容5.1塑胶外观检验方法与判定标准5.1.1塑胶外观检验条件5.1.1.1环境:温度25+/-5℃,湿度65RH~90RH。
5.1.1.2目视时间:A面10~20秒,B面10~15秒,C面5~10秒5.1.1.3目视距离:30±5cm5.1.1.4目视角度:-45°~+45°角度内检查。
塑胶产品常见不良描述的中英文对照 123
Blister 起泡blooming 起霜blow hole 破孔blushing 泛白body wrinkle 侧壁皱纹bubble 膜泡burn mark 糊斑burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱check 细裂痕checking 龟裂chipping 修整表面缺陷clamp-off 铸件凹痕collapse 塌陷color mottle 色斑corrosion 腐蚀crack 裂痕crazing 碎裂crazing 龟裂deformation 变形edge 切边碎片edge crack 裂边fading 退色filler speak 填充料斑fissure 裂纹flange wrinkle 凸缘起皱flaw 刮伤flow mark 流痕glazing 光滑gloss 光泽grease pits 污斑grinding defect 磨痕haircrack 发裂haze 雾度incrustation 水锈indentation 压痕internal porosity 内部气孔mismatch 偏模mottle 斑点necking 缩颈nick 割痕orange peel 橘皮状表面缺陷overflow 溢流peeling 剥离pit 坑pitting corrosion 点状腐蚀plate mark 模板印痕pock 麻点pock mark 痘斑resin streak 树脂流纹resin wear 树脂脱落riding 凹陷sagging 松垂saponification 皂化scar 疤痕scrap 废料scrap jam 废料阻塞scuffing 深冲表面划伤shock line 模口挤痕short shot 充填不足shrinkage pool 凹孔sink mark 凹痕skin inclusion 表皮折迭straightening 矫直streak 条状痕surface check 表面裂痕surface roughening 橘皮状表皮皱折surging 波动sweat out 冒汗torsion 扭曲warpage 翘曲waviness 波痕webbing 熔塌weld mark 焊痕whitening 白化wrinkle 皱纹missing part漏件wrong part错件excessive defects过多的缺陷critical defect极严重缺陷major defect主要缺陷minor defect次要缺陷not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不良slipped screwhead/slippery screw head螺丝滑头slipped screwhead/shippery screw thread滑手speckle斑点mildewed=moldy= mouldy 发霉laser 激光rust n,铁锈v使生锈deformation n变形flash(塑件)毛边poor staking铆合不良excessive gap间隙过大grease/oil stains油污impurity 杂质painting peel off 脏污shrinking / shrinkage 缩水nmixed color 杂色scratch划伤,刮傷PPT =PowerPoint 幻燈片Withdrawal force =lessen force。
常用塑胶材料中英文对照表
中文 丙烯腈-丁二烯-苯乙烯共聚合物 丙烯酸-苯乙烯-丙烯腈 纤维素醋酸酯 纤维素醋酸丙酸酯 纤维素酪酸酯 纤维素丙酸酯 聚一氯三氟乙烯 乙烯丙烯酸 乙烯丙烯酸乙酯 乙烯一氯三氟乙烯共聚合物 乙烯甲基丙烯酸酯 乙烯丙烯酸甲酯 乙烯丁基丙烯酸酯 乙烯一氯四氟乙烯共聚合物 乙烯乙基丙烯酸酯 乙烯乙基醇 氟化乙烯丙烯 高密度聚乙烯 液晶聚酯 低密度聚乙烯 线性低密度聚乙烯 离子聚合物 中密度聚乙烯 聚酰胺 聚酰胺 11 聚酰胺 12 聚酰胺 4/6 聚酰胺 6 聚酰胺 6/10 聚酰胺 6/12 聚酰胺 6/6 聚酰胺 6/9 聚酰胺 酰亚胺 聚对苯二甲酸二丁酯 聚碳酸酯 聚环已醇二乙酯 氯化聚乙烯 聚醚醚酮 聚醚酰亚胺 聚醚碸 聚对苯二氟烷氧基 聚醯亚胺 聚酮 聚甲基丙烯酸甲酯 聚甲基戊烯 聚烯烃 聚缩醛 聚丙烯 聚酞酸酯 聚苯醚 聚氧化二甲苯 聚硫化苯 聚苯乙烯 聚碸 聚四氟乙烯 聚氨基甲酸乙酯 聚氯乙烯 聚二氯乙烯 聚氟化乙二烯 苯乙烯-丙烯腈 苯乙烯-丁二烯 苯乙烯-马来酐 热塑性弹性体 热塑性聚烯烃
简称 ABS ASA CA CAP CB CP CTFE EAA EAE ECTFE EMA EMAA ENBA ETFE EVA EVOH FEP HDPE LCP LDPE LLDPE IONOMER MDPE PA PA11 PA12 PA4/6 PA6 PA6/10 PA6/12 PA6/6 PA6/9 PAI PBT PC PCT PEC PEEK PEI PES PET
PETG PFA PI PK PMMA PMP Polyolefin POM PP PPA PPE PPO PPS PS PSF PTFE PU PVC PVDC PVDF SAN(AS) SB SMA TPE TPO
Glycol-Polyethylene terephathalate Perfluoroalkoxy Polyimide Polyketone Polymethylmethacrylic Polymethylpentene -------------Polyacetal Polypropylene(TP) Polyphthalamide Polyphenylene Ether Polyphenylene Oxide Polyphenylene Sulfide Polystyrene(TP) Polysulfone(TP) Polytetrafluorothylene Polyurethane(TP) Polyvinyl Chloride(TP) Polyvinyl Dichloride Polyvin ylidene fluoride Styrene-Acrylonitrile Styrene-Butadiene Styrene Maleic Anhydride Thermoplastic Elastomer (TPE) Thermoplastic Polyolefin(TPO)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶材料检验标准
1.目的:
Purpose:
订定进料检验项目及抽样标准,以做为进料检验之标准。
To set up incoming material inspection items and sampling
standard, to assure the incoming inspection.
2.范围:
Scope):
所有一般进料之塑料类材料,包括所有塑料、橡胶及其组合件等。
All of the incoming plastic part, include plastic, rubber and others assembly parts.
3.权责:
Responsibility:
IQC须依进料抽样检验标准作进料检验,VQA可适质量状况呈检验单位主管同意后作检验项目及抽样数之更改。
IQC inspectors according to the incoming sampling planning to inspect, VQA engineers can accord the material quality to change the inspection items and sampling planning before department manager agreement.
4.相关文件:
Relevance documents:
4.1.抽样计划AG-0801-Q029-XX
Incoming inspection sampling plan
4.2.进料管制AG-0801-Q028-XX
Incoming control
5.作业规定要点:
Detail operating procedure:
5.1.抽样计划:各site VQA 可因应实际情况不同,调整相关抽样计划,
经 site VQA主管同意后实行.
Sampling Plan: Base on the different situation, site VQA
could revise this sampling plan and get the approval by site
VQA head before implement
5.1.1.正常检验:AQL 0.65%,LEVEL I。
(For Automotive Part
Requirement: AQL 0.4% S-3,)
Regular inspection: AQL 0.65%,LEVEL I(For Automotive Part
Requirement: AQL 0.4% S-3)
5.1.2.尺寸检验:以每批抽5 pcs量测 ,以0/1判定。
如客户或VQA有
需求才执行
Dimension inspection: 0/1 arbitration based on 5 pcs(Base
on request of Customer or VQA)
5.1.3.焊锡性检验:以3PCS检验,0/1判定。
(须经后续焊锡作业者,
得执行之) (如客户或VQA有需求才执行)
Soldering inspection:0/1 arbitration based on 3 pcs。
Perform
it, if these materials need post-soldering process. (Base
on request of Customer or VQA)
5.1.4.黏着度试验:每批3PCS, 0/1判。
(For Automotive Part
Requirement) 如客户或VQA有需求才执行
Glue-adhesion test:3 pcs / per incoming lot. 0/1 adjudgement. (For Automotive Part Requirement) (Base on
request of Customer or VQA).
5.1.5.导线熔接性试验:每批试打线5条,0/1判(For Automotive Part
Requirement) 如客户或VQA有需求才执行.
Wire welding test:test 5 pcs / per incoming lot. 0/1
adjudgement. (For Automotive Part Requirement)(Base on
request of Customer or VQA)
5.1.
6.耐然性试验:每批检验3PCS,0/1判(For Automotive Part
Requirement) 如客户或VQA有需求才执行.
Flammable test:3 pcs / per incoming lot. 0/1 adjudgement.
(For Automotive Part Requirement) (Base on request of
Customer or VQA)
5.2.缺点项目
Major defect items:。