高速高精度加工机床有关振动抑制的调整
数控机床振动的抑制与系统精度的优化调整

动 的状 态 。机 床 刚性 好 , 静动摩 擦力 小 , 电动机轴 与滚 珠 丝杠 轴连接 的 同轴度 高 , 动机 就 能很 轻 松地 驱 动 电 工作 台移 动 , 样测 出来 的 频率 响应 图 就很 好 ; 之 , 这 反
数 控 机床 振 动 的抑 制 与 系统 精 度 的优 化调 整
朱 仕 学
( 深圳 职业技 术 学院 , 东 深圳 5 8 5 ) 广 10 5
摘
要 : 控机床 的振 动和 加工精 度都 可 以通 过 系统 调试 软 件 加 以 改善 。本 文 以 F N 数 A UC 系统 为例 对 系统
共振 宽 度 大 约 分 别 为 10 H 0 z和 10 H , S V O 2 z 在 E R G I E参数 菜单 里找 到 “ 波 器 ” 然 后 打 开 “ 除共 UD 滤 , 消
女 深圳市科技计划项 目( J20 190 0 15 K 0 S2 0 00 0 5 )
; u 幂朋 ‘訾 ’ b 年
1 抑 制 振 动 的调 整
F N C S V O G I E有 个 重 要 的 功 能 , A U E R U D 即测 量
机床频率 响应 。它 的原理 是通 过 S V O G IE 生成 E R UD
以下程序 :
G91 4 G9
Nl 0. 0 0F1 0. 0 0 G01 X1 O 0 2 00 G04 X0. 1 N9 9GO1 9 X一1 0 0 0. 0 0F1 0 0 00 2 0. 0 M9 9
如何解决加工中车床振动震刀问题
如何解决加工中车床振动震刀问题机床在加工过程中震动,最常见于车床,镗床加工过程中,造成工件表面有颤纹,返工率、废品率高,伴有震刀打刀现象。
机床震动原因一般是机床-工件-刀具三个系统中任一个或多个系统刚性不足,下面先说振动、震刀产生时都需要从哪些方面入手排查:1,工件方面的排查点:加工工件常见以下几种:(1)细长轴类的外圆车削;一般切削点离夹持点的距离,如果长径比超过3的话就容易振刀,可以考虑改变下工艺。
(2)薄壁零件的外圆车削。
(3)箱形部品(如钣金焊接结构件)车削。
(4)超硬材质切削。
2,刀具原因(1)利用成型刀片进行成形车削;(2)刀具的角度特别是主偏角,后角,前角等;(3)刀刃的锋利程度;(4)刀尖圆弧半径是否过大;(5)切削参数是否合适。
3,机床原因:(1)活顶尖伸出过长(2)轴承已受损而继续切削一,首先排除刀具的问题:先查车刀本身刚度,是否未夹紧?是否伸出过长?是否垫片不平?再查车刀(镗刀)是否磨损?是否刀尖圆角或修光刃过宽?车刀后角是否过小?看一下你现在用的是90度刀还是45度的,试换一下。
另外走刀(进给量)太小,也可能是一种产生颤纹的诱因,可略调整加大一点。
你调整一下转速、单刀切削深度、进给量试一下来排除共振点。
二,排查机床及装卡部位原因:1.查找一下你的活顶尖是不是伸出过长,轴承是不是良好。
里面有平面滚动轴承组合。
实在怀疑,可以用死顶尖换用,注意中心孔的牛油润滑。
2.查找一下你尾架顶夹紧情况,夹紧条件下是不是左右里、上下里与机床主轴不同心。
3.把大中小拖板都紧一些,尤其是中拖板。
4.如果是机床的尾架部分你暂时无法去检查,(第1、2点,需要一些钳工基础),可以试着从卡抓端向尾部走刀。
反车,可以最大程度削除尾端的不给力。
5.如果第4步还有情况,要看一下主轴了,当然,如是三抓,也要查一下,是不是螺旋槽有损坏。
四抓是人工自支调的,就不需检查了。
如果你的主轴瓦已经真的紧到位了,工件也不是薄壁空心件或悬伸过长,卡盘夹紧也没问题。
数控机床编程中如何避免程序加工过程中的振动问题
数控机床编程中如何避免程序加工过程中的振动问题引言:数控机床是一种高度自动化的机械设备,广泛应用于各个工业领域。
在数控机床编程过程中,面临的一个常见问题是程序加工过程中的振动。
这种振动不仅会影响机械的加工精度和加工质量,还可能导致机床的损坏。
因此,在编程过程中正确处理振动问题是非常重要的。
本文将介绍数控机床编程中如何避免程序加工过程中的振动问题的几种方法。
一、合理的刀具路径规划在数控机床编程中,刀具路径规划对于避免振动问题至关重要。
合理的刀具路径规划可以使刀具与工件间的相互作用更加平稳,减少振动的发生。
以下是一些刀具路径规划的要点:1. 最小化空行程:空行程是指刀具在切削并非必需的时候进行移动的行程。
减少空行程可以有效减少机床的振动。
因此,在编程过程中应尽量精简刀具路径,避免不必要的移动。
2. 控制进给速度:进给速度是刀具与工件之间相对运动的速度,速度过快可能导致振动。
需要根据具体加工需求和机床的性能限制合理控制进给速度。
如果速度过快,可以适当减缓进给速度,以保持稳定的切削过程。
3. 合理的刀具选型:不同的加工需求需要选择不同类型的刀具。
在编程前要充分了解加工材料和需要加工的形状,选择合适的刀具。
合理的刀具选型可以减轻机床的负荷,减少振动的可能性。
二、优化加工参数设置除了刀具路径规划外,合理的加工参数设置也是避免振动问题的关键。
以下是一些常见的加工参数设置的优化方法:1. 切削速度:切削速度是指刀具切削工件时移动的速度。
过高的切削速度容易引起机床振动。
正确选择切削速度,根据具体材料的切削特性来决定,可以避免振动问题的发生。
2. 切削深度和切削宽度:合理的切削深度和切削宽度可以使机床处于稳定的工作状态。
如果切削深度和切削宽度过大,容易导致机床超载和振动。
因此,在编程时要根据机床的承载能力和加工材料的切削特性来选择适当的切削深度和切削宽度。
3. 切削进给量:切削进给量是指刀具在工件表面上一次切削的距离。
频率响应振动抑制增益调整
频率响应原理1.简介:在伺服调试过程中,会经常用到频率响应曲线,特别是振动抑制,电流环HRV,HRV 过滤器等,甚至评价机械刚性的高低都是采用该曲线进行分析,在所有的介绍[SERVO GUIDE]的资料中,几乎每个调试步骤中都可能用到频率响应曲线(波形)。
可以说,不会使用频率响应曲线就不能正确的进行伺服参数的调整(当然不包括基本参数的设定),以及在一些介绍有关高速高精度参数的调整中也会有应用。
分析好了该曲线,进行伺服调试就会得心应手。
所以,在进行伺服系统调试时应该了解一下伺服控制中频率响应的基本原理。
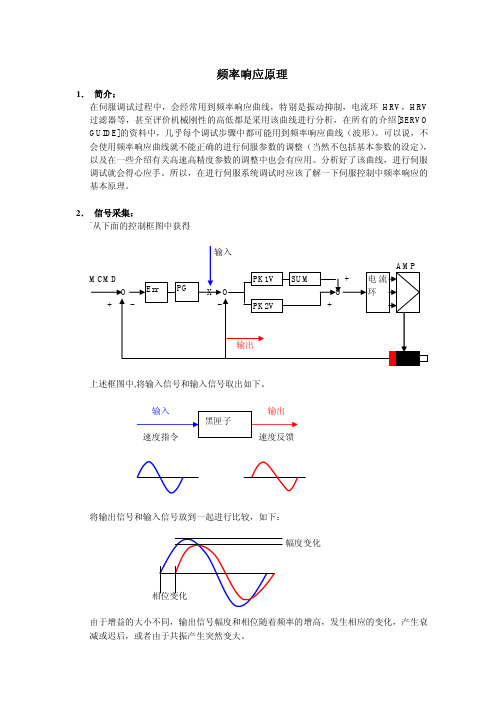
2.信号采集:`从下面的控制框图中获得上述框图中,将输入信号和输入信号取出如下。
幅度变化相位变化由于增益的大小不同,输出信号幅度和相位随着频率的增高,发生相应的变化,产生衰减或迟后,或者由于共振产生突然变大。
3. 幅频和相频特性曲线1.根据上述的曲线,将输入信号和输出信号的幅度比较,按下面公式计算:输出信号幅度幅度频率响应=20Log 10 (dB)输入信号幅度如果输出信号幅度=输入信号幅度,则,GAIN=0dB 。
将频率作为横坐标,幅度作为纵坐标,画出幅-频响应曲线如下:(dB)2.同样,将输入信号和输出信号的相位进行比较。
计算公式如下:输出信号相位相位频率响应=20Log 10 (deg )输入信号相位如果输出信号幅度=输入信号幅度,则,GAIN=0deg 。
画出幅-频响应曲线如下:4. 实际机床的幅频和相频特性在伺服控制中,伺服增益(V-GAIN )一般为PK1V 和PK2V ,对应的参数如下: PK1V=NO.2043 * ((256+NO2021)/256)PK2V= NO.2044* ((256+NO2021)/256)VG= ((256+NO.2021)/256)*100%PK1V=NO.2043* VGPK2V=NO.2044*VG在调整时,只要改变VG(NO.2021 对应,在伺服调整画面的V GAIN数值)的数就可以了,在后面的说明中,如果没有特别说明,所提到的伺服增益都是指这个VG。
数控机床振动测量和控制技术

数控机床振动测量和控制技术随着行业、航空制造业对加工速度、加工精度和表面质量的要求愈来愈高以及高速加工技术的发展,和制造商面临着如何在实现较高加工速度的同时保证加工精度和表面质量的课题。
一般而言,数控机床的振动和震动有细微但很明确的区别(如图1):在电机带宽以内的低频运动通常称之为振动,可以在保持机械结构不变的前提下进行消除和抑制;高于电机带宽的高频运动通常称之为震动,往往需要对机械结构进行修改,增加机械的刚性达到减轻振动的目的。
数控机床或机器人的振动能够增加工件加工时间、降低表面质量甚至精度。
图1. 振动和震动的区别本文将以五轴数控机床为例,重点介绍基于加速度传感器对高速数控机床进行振动控制的新技术。
1.DAS(Direct Acceleration Sensor)加速度传感器传统中采用惯性测量单元(IMU,Inertial Measurement Unit)可以进行惯性乃至振动的测量。
但是,由于惯性测量单元的尺寸较大、成本较高以及测量频率范围过窄而难以用于数控机床和机器人行业。
采用DAS加速度传感器可以很好的适应数控机床应用,它具有尺寸紧凑(约100x100x30 mm)和测量频率范围近于电机频率(约100 Hz)以及占用数控机床整机的成本较小(约占整机成本5%)等特点。
同时,由于采用以太网(Ethernet)技术,DAS加速度传感器的数据采集频率约为100 Mb/s,可以满足数控系统对采样周期的较高要求。
在硬件结构上,DAS加速度传感器采用大量的平面线性加速度计进行排列,能够进行直线加速度和角加速度的测量,可测量轴数达6个。
在软件功能上,DAS 加速度传感器中有丰富的DAS API库函数,能够通过Ethernet UDP和简单的客户/服务器协议与计算机进行通讯,允许用户在Windows和Linux下开发多种应用,完成较为复杂的工作。
图2. DAS加速度传感器2.基于DAS加速度传感器估算TCP速度验证通过加速度传感器的DAS API库,可以对采集到的加速度传感器的加速度信息进行贝叶斯估算和传感器融合算法进行中心点TCP速度的估算。
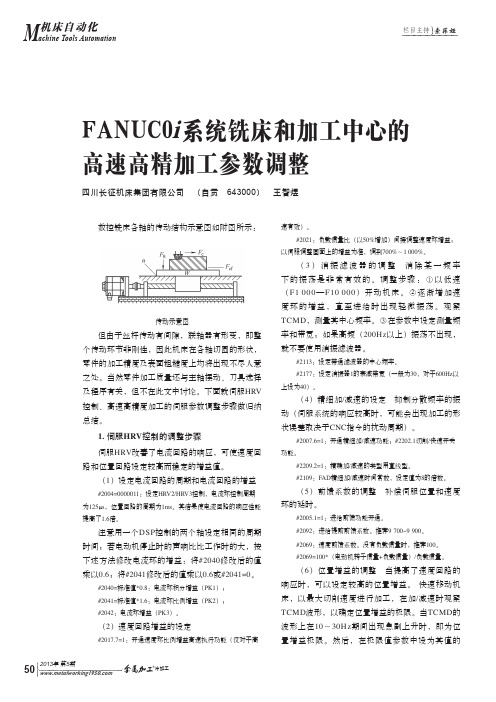
FANUC0i系统铣床和加工中心高速高精加工参数调整
achine Tools Automation
速度/[ 60 ×位置环增益( #1825 )]。②消除位 置偏差的有用功能是位置前馈(将CNC的位置指令 变为有补偿功能的速度指令)。但伺服响应性能的 改善,可能使机床出现冲击,为避免此情况,必须 同时使用插补前的加/减速功能。 操作:
若要求进一步改
(7)设定和调整HRV3控制 回路增益。
调整提前前馈系数: 95% → 96% → 97% → 98% →99%。调整速度环增益:100%→200%→300%→ 400%。 注释:①若圆有径向误差 ( 径向跳动 ) ,则前馈 系数不足。②形状变形且有过象限突起,则速度环 响应慢。③反向间隙的加速功能 , 可减小过象限的 突起,改善正圆度。 ( 4 )速度环前馈系数的调整(用 4 角有 1/4 圆 弧的方形工件) 目的:改善速度环的响应性能: 增加速度环增益和调整速度环前馈系数。 操作:速度前馈系数 =100 × ( 电机转子惯量+ 负载惯量 ) /电机转子惯量。编制方带圆弧加工程 序:
#2113:设定带通滤波器的中心频率。 #2177:设定消振器1的衰减带宽(一般为30,对于600Hz以 上设为40)。
但由于丝杆传动有间隙,联轴器有形变,即整 个传动环节非刚性,因此机床在各轴切圆的形状, 零件的加工精度及表面粗糙度上均将出现不尽人意 之处。当然零件加工质量还与主轴摆动、刀具选择 及程序有关,但不在此文中讨论。下面就伺服HRV 控制、高速高精度加工的伺服参数调整步骤做归纳 总结。
G91 M03 S*; G08 P1; G01 X10.0 F4000; G02 X5.0 Y-5.0 R5; G01 Y-20.0; G02 X-5.0 Y-5.0 R5; G01 X-20.0 ; G02 X-5.0 Y5.0 R5; G01 Y20.0; G02 X5.0 Y5.0 R5; G01 X10.0; G08 P0; M02;
FANUC高速高精加工的参数调整

F A N U C高速高精加工的参数调整This manuscript was revised by the office on December 22, 2012铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
振动抑制(NEW)
● 串行光栅尺:设定值=电机每转反馈回来的脉冲数(FFG 之后)/8。 例:5mm 丝杠,0.5um/P 光栅。FFG=1/2 N2033=5000/8=625 参数 2034 (振动抑制控制的增益)的设定:先设定 500,再通过移动该轴观察振 动,每次增加 100。如果设定后,振动反而加大,可设定为负数(-500)。
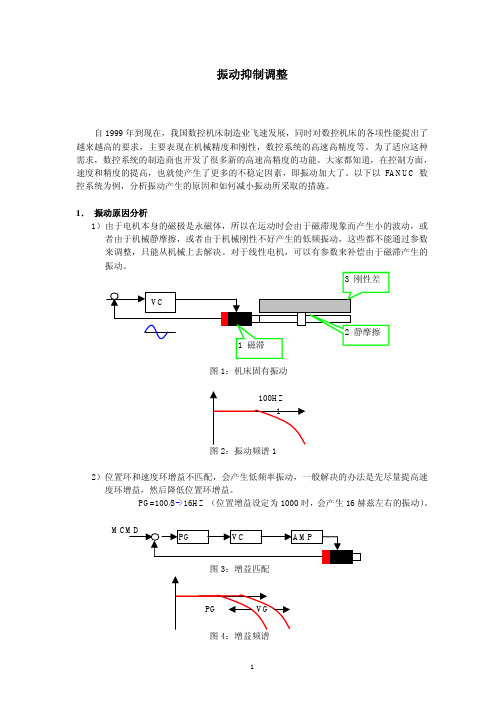
1. 振动原因分析 1)由于电机本身的磁极是永磁体,所以在运动时会由于磁滞现象而产生小的波动,或 者由于机械静摩擦,或者由于机械刚性不好产生的低频振动,这些都不能通过参数 来调整,只能从机械上去解决。对于线性电机,可以有参数来补偿由于磁滞产生的 振动。 3 刚性差
VC
1 磁滞 图 1:机床固有振动
100HZ 1
2017#7 设定值 (速度环比例高速处理)
0
设定值范围 -30 到-100
1
非 1/1
0
30-100 -3000 到-10000
1
3000- 10000
注意:对于串行光栅,设定参数 2088 如果超过 100 会出现 417 报警, 诊断 352
内容为 883, 这时,参数 2088 设定0-100 之间,一般设定为 50。
4. 全闭环振动调整: 当系统采用全闭环控制时候,如果机械刚性不好,一般都会发生振动,而且不容易消除, 以下简单介绍一下调整时的注意点: 1.基本连接:
2.基本参数设定: 见下面的流程图。
图 8:全闭环控制的基本连接
3
图9:全闭环基本参数设定流程
以上流程图的左边为全闭环的设定步骤,要注意的是 CMR, N/M, 位置脉冲数,如果设定 错误,有时候轴可以走,并且移动的距离也正确,但会加大振动,例如: