酸再生机组工艺流程图
酸再生的基本工艺原理
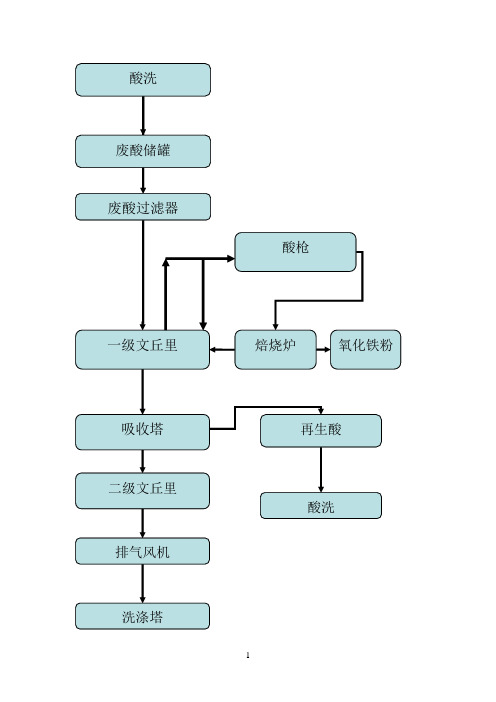
1酸再生的基本工艺流程1、酸再生的工作原理可用下列方程式准确的表示出来:2FeCl2+2H2O+1/2O2=Fe2O3+4HCl2FeCl2+3H2O= Fe2O3+6HCl2、流程描述:进入酸再生站的酸洗废酸,主要有水、游离盐酸和氯化铁。
来自酸洗线的废酸进入废酸罐。
废酸通过废酸输送泵进入废酸过滤器。
过滤后的酸进入酸再生部分。
首先进入文丘里预浓缩器,恒定量的酸在循环泵的作用下不断的在浓缩器内循环流动,从预浓缩器顶部进入的热空气将与循环酸进行热交换,使废酸中的水分蒸发,废酸的浓度提高。
浓缩后的废酸通过焙烧炉供料泵、酸枪末端的喷头,以雾状喷入反应炉内。
炉内燃烧器产生的热空气使喷嘴喷下的废酸液滴在下落过程中迅速蒸发,酸中的FeCl2分解成Fe2O3。
氧化铁粉固体落入焙烧炉下部后排出。
反应气体从焙烧炉顶部排出,其混合气体主要成分是煤气、水蒸气、HCl以及一定的氧化铁粉。
混合气体经旋风除尘器,除去粉尘,分离出的粉尘重新返回焙烧炉反应炉内。
混合气体从除尘器出来后进入预浓缩器,在预浓缩器内部和温度较低的循环酸直接接触,温度降低。
记过预浓缩器后,仅有少量氧化铁粉存在,其混合气体进入吸收塔。
在吸收塔中,采用脱盐水或漂洗水来吸收混合气体中的氯化氢气体,氯化氢溶于水,在吸收塔底部形成再生酸。
再生酸从吸收塔底部流出后进入再生酸罐,在以后的生产中重新进入酸洗系统。
未被吸收的混合气体以及氯化氢气体从吸收塔顶部逸出,进入二级文丘里除尘器,除尘器顶部喷嘴循环喷淋水通过喷淋进入除尘器喉口与吸收出来的废气充分混合,以降低废气中的粉尘和氯化氢气体。
在二级文丘里与洗涤塔之间设有废气风机,该风机与焙烧炉出口压力连锁,使酸再生设备处于微弱的负压工作状态,以保证氯化氢气体不会逸出。
混合气体在经过风机的同时,得到清洗,经液滴分离器后进入洗涤塔。
洗涤塔在塔顶用脱盐水循环洗涤尾气,气体从吸收塔底部送入,在逆流过程中,降低尾气中氯化氢气体和氯气的含量,同时出去气体中的氧化铁粉微小颗粒。
酸再生概述
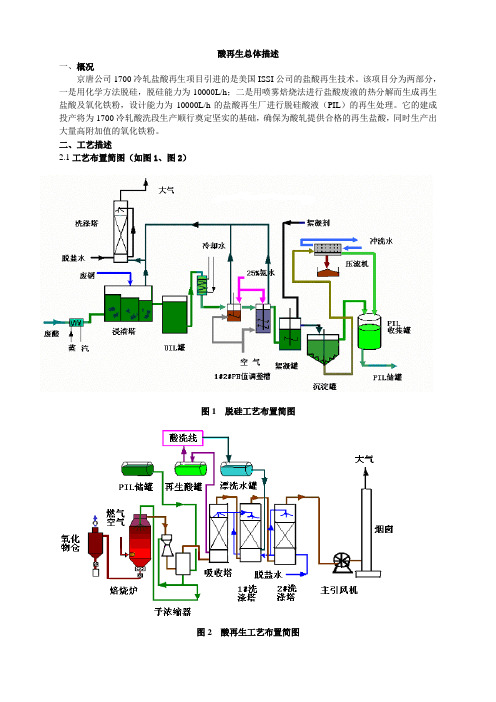
酸再生总体描述一、概况京唐公司1700冷轧盐酸再生项目引进的是美国ISSI公司的盐酸再生技术。
该项目分为两部分,一是用化学方法脱硅,脱硅能力为10000L/h;二是用喷雾焙烧法进行盐酸废液的热分解而生成再生盐酸及氧化铁粉,设计能力为10000L/h的盐酸再生厂进行脱硅酸液(PIL)的再生处理。
它的建成投产将为1700冷轧酸洗段生产顺行奠定坚实的基础,确保为酸轧提供合格的再生盐酸,同时生产出大量高附加值的氧化铁粉。
二、工艺描述2.1工艺布置简图(如图1、图2)图1 脱硅工艺布置简图图2 酸再生工艺布置简图2.2工艺流程大气废铁气体风机中和洗涤塔废酸液(WPL)石墨加热器25%氨水25%氨水液体UIL罐石墨冷却器1#PH值调整罐2#PH值调整罐絮凝罐沉淀罐缓冲罐(PIL)压缩空气压缩空气压滤机滤饼PIL储罐氧化物破碎机旋转阀1#洗涤塔2#洗涤塔主风机大气热螺旋输送机旋转阀振动筛大气布袋除尘器氧化物仓装袋机2.3工艺流程简述2.3.1 脱硅工艺流程简述废酸液通过浸溶塔中加入的废钢,可以消除其中大部分游离的HCl,再经过1#、2#PH值调整槽中加入的定量氨水,同时鼓入一定量的压缩空气,使游离的HCL全部消除,产生Fe(OH)2、Fe(OH)3,再向絮凝罐中加入稀释的絮凝剂,使SiO2包裹在Fe(OH)3的空间点阵结构中形成沉淀,经沉淀罐沉淀分离出来,从而达到脱硅的目的。
沉淀罐底部的泥浆经过滤挤压机进行过滤、挤压,滤液和沉淀罐上方溢流下来的清液流入PIL收集罐,再用泵送到罐区的PIL储罐作为盐酸再生(ARP)生产使用。
脱硅工艺主要化学反应方程式如下:2HCl + Fe = FeCl2 + H2 (浸溶塔中)FeCl2 + 2NH3 + 2H2O = Fe(OH)2 + 2NH4ClFeCl3 + 3NH3 + 3H2O = Fe(OH)3 + 3NH4Cl2.3.2 酸再生工艺流程简述喷雾焙烧法盐酸再生原理是废盐酸在高温状态下与水、氧发生化学反应,生成Fe2O3和HCl。
酸再生工艺设备培训(X)资料

焙烧炉内气体由水蒸气、HF、HNO3气体及燃烧废气组成,从焙烧炉顶部 离开进入到预浓缩器和气液分离器部分,在预浓缩器中,循环酸液与废气热 交换得以浓缩,同时洗涤气体中残留的氧化物固体颗粒,冷却和分离粉尘后 的气体进入到吸收塔。在吸收塔中,气体中HF、HNO3被吸收形成再生酸。 含有燃烧废气和微量HF、HNO3的气体从吸收塔顶部离开依次进入喷淋洗涤 塔、冷却塔和氧化塔中,废气中的微量HF、HNO3气体进一步被吸收,,这 部分含酸水回用至吸收塔内,输送到再生酸罐;
塔体 :PPH材质 填料:PVDF
功能 吸收HF、HNO3气体 ,生成再生酸
进一步吸收废气中HF、HNO3气体
对废气进行冷却 吸收废气中的微量HNO3气体,主要反应
: 3 NO2 + H2O→2 HNO3 + NO NO + ½ O2→NO2
2.主要设备
DeNOx处理装置规格与功能
主体
名称 壳体 催化器
酸再生工艺设备培训
主讲人:贺君良 2016-6
1
主要内容
1 工艺流程 2 主要设备 3 工艺参数 4 运行指标 55 故障分析
1
1. 工艺流程
废混酸再生循环利用工艺流程
不锈钢原料酸洗
再生酸
废混酸
焙 烧 炉
天然气
再酸洗涤回收
不锈钢成品酸洗
再生酸
达标排放 NOx处理
氧化铁粉
不锈钢冶炼
功能:通过焙烧、吸收工艺将废混酸生成可以重新利用的混酸,同时产生铁粉。
NO2→NO+1/2O2
2.主要设备
文丘里预浓缩规格与功能
名称
规格 直径:800mm 高度:4800mm
数量
酸再生设备工艺说明

酸再生设备工艺说明(总30页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--废酸再生工厂设备的情况说明1、焙烧炉(Spray Roaster)-图号 32250工作原理:焙烧炉由燃气加热到600~700℃之间。
被浓缩的废酸经炉顶的喷嘴雾化喷洒成微小液滴,浓缩酸中的氯化铁颗粒在燃烧的气体中被焙烧成游离氯化气和氧化铁。
物理结构:焙烧炉为立式圆柱形焊接结构。
混凝土基础酸液注入口烟气出口来自旋风分离机的铁粉主燃烧室2、旋风除尘分离机(Dust Cyclone)-图号 32170工作原理:双旋风除尘分离机用於分离焙烧炉烟气中带出的氧化铁粉颗粒。
被分离出的氧化铁粉颗粒通过旋转阀及插入焙烧炉中的斜管再进入焙烧炉下部。
物理结构:分离器由两个锥形体构成,用耐磨钢制成。
3、氧化铁粉装置(Oxide Air Blaster)-图号 33340在氧化铁粉储槽的出口处安装有此装置,系利用瞬间喷出爆炸的压缩空气直接吹进下方锥形部位,避免大量铁粉造成阻塞。
铁粉排放口气爆枪混凝土基础铁粉过滤器4、酸再生储槽过滤装置(Storage Tanks Filter for ARP)-图号 22210;22211本过滤装置是用于分离废酸中的固体物质,过滤器内衬胶并装有滤芯。
预浓缩酸过滤器废酸液过滤器5、除氯装置(Chloride Reduction)-图号 33110为了减少氧化铁粉中的氯化物含量在螺旋输送机上装有小型燃烧器,将含有HCl 的气体通过热螺旋输送机经过除尘分离器输回反应炉中。
6、洗涤塔液滴分离设备(Scrubber Drop Separator)-图号 32561洗涤塔是用冲洗水直接射入含有粉尘颗粒的烟气中。
然後冲洗水和烟气在文丘里管端加速雾化,藉以分离出水和铁粉颗粒。
连续不断流出的烟气和水由分离机分离,向下流的水由下方的喷嘴排放,烟气则分离後由上方排出。
7、酸再生储槽泵(Storage Tanks Pump for ARP)-图号<1>酸洗酸泵:用於将废酸罐中的废酸送入纯化工厂的除硅装置设计:离心泵由AC马达驱动、2900转/分<2>冲洗水泵:用於提供吸收塔、预浓缩器、再生酸罐冲洗水以便配置酸溶液设计:离心泵由AC马达驱动、2900转/分<3>再生酸泵:用於向酸洗生产线输送再生酸设计:离心泵由AC马达驱动、2950转/分<4>新酸泵:用於将新酸从槽车卸至新酸罐设计:离心泵由AC马达驱动、2900转/分<5>废酸泵:用於向预浓缩器输送废酸设计:离心泵由AC马达驱动、2900转/分8、预浓缩塔(Preconcentrator)-图号 32280工作原理:来自焙烧炉的热气从预浓缩器上部进入之後,与预浓缩器盖上的4个喷嘴喷洒的废酸直接进行热交换,将废酸浓缩至70~80%。
酸再生操作流程图
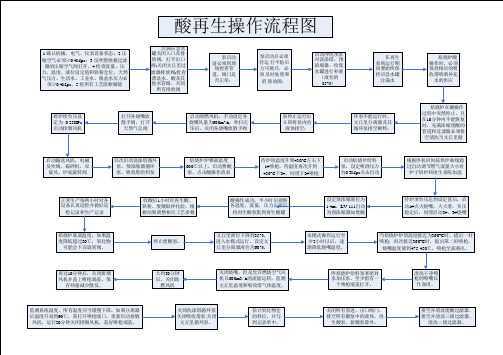
根据停机时间按烘炉曲线通 过自动调节燃气流量大小对 炉子烘炉和再生系统加温
正常生产每两小时对各 设备认真巡检并做好巡 检记录和生产记录
收酸后1小时对再生酸、 铁粉、废酸取样化验,根 据结果调整相应工艺参数
酸操作成功,半小时后观察 各温度,流量,压力正常后 将再生酸收集到再生酸罐
设定预浓缩液位为 1.4m,LV-111自动 为预浓缩器加废酸
将炉顶负压设 定为 -0.25KPa 启动排烟风机
打开各烧嘴放 散手阀,打开 天然气总阀
启动助燃风机,手动设定各 烧嘴风量为600m³ /h,吹扫完 毕后,关闭各烧嘴放散手阀
泵停止运行后 立即将泵内的 液体排空;
环泵不能运行时, 文丘里分离器及其 循环泵排空稀释;
焙烧炉在酸操作 过程中突然停止,且 在10分钟内不能恢复 时,充满浓缩废酸的 管道和过滤器必须排 空清洗当文丘里循
关闭洗涤塔循环泵 关闭吸收塔泵,关闭 文丘里循环泵。
估计氧化物仓 的料位。并写 到记录单中。
关闭所有泵进、出口阀门。 排空所有酸泵中的液体,再 生酸泵、新酸泵除外。
排空并清洗废酸过滤器。 排空并清洗三级过滤器。 清洗二级过滤器。
启动输送风机,电磁 反吹阀,破碎机,双 旋风、炉底旋转阀
以次启动洗涤塔循环 泵、预浓缩器循环 泵、吸收塔给料泵
焙烧炉炉锥部温度 600℃以上,启动费酸 泵,点击酸操作请求
待炉顶温度升到430° C左右下 1#喷枪,待温度再次升到 430° C下2#,同理下3#喷枪
启动焙烧炉给料 泵,设定喷洒压力 为0.3Mpa点击自动
酸再生操作流程图
1.确认机械、电气、仪表设备状态;2.压 缩空气必须≥0.4Mpa;3.反吹塑烧板过滤 器的压缩空气阀打开。4.检查流量、压 力、温度、液位设定值和铁粉仓位、天然 气压力、生活水、工业水、脱盐水压力必 须≥0.4Mpa。5.将所有工艺阻断解除 注满应急水 罐关闭入口及排 放阀,打开出口 阀;关闭文丘里过 滤器排放阀;检查 漂洗水、酸及其 他水管路,关闭 所有排放阀 泵启动 前必须到现 场检查管 道,阀门是 否正常; 泵启动后必须 待运 行平稳后 方可离开,必 须 及时处理和 消 除故障; 启动冲洗水泵 对洗涤塔、预 浓缩器、收集 水罐进行补液 (液位的 85%) 在再生 系统运行期 间要始终保 持应急水罐 注满水 焙烧炉酸 操作时,必须 保持相应的吸 收塔喷洒补充 水的供应
本钢7500L/h废盐酸再生机组工艺与设备浅析

2 主 要设 备及 用 途
2 1 焙烧炉 . 焙 烧 炉 由烧 嘴装 置 、 枪 、 嘴 及 提 升 装 置 组 喷 喷 成 。焙烧 炉成 竖直 的 圆柱体 形 状 , 上 下两个 锥体 , 带 顶部设 置 炉顶 保护 罩 , 壳为 钢板 焊接 结构 , 外 内衬 耐 火耐 酸材 料 , 外包 绝 热 材 料 。烧 嘴 在 炉 体 上按 切 线
2 e1+ H O+ / 0— F2 3 4 C FC2 2 2 12 2+ e0 + H 1 T
1 生 产 工 艺概 况
本 钢硅 钢生 产线 酸再 生机组 由成 都华西 化工 科
2 e1+ H O eO + H 1 FC3 3 2 —F2 3 6 C t 固体 颗粒 (e0 ) F: , 以粉 末 的形 式落 在 焙 烧 炉 下 部锥形 体 中 , 用旋 转 阀排放 , 由一个 气动 运输 系 并 再
文 章编 号 :0 8— 7 3 2 1) 3- 0 7- 2 10 32 (0 10 0 1 0
本 钢 7 0 L h废 盐 酸 再 生 机 组 工 艺 与 设 备 浅 析 50/
刘地 坤 , 韩培 淳
( 本溪钢铁集 团有 限责任 公司 冷轧薄板厂 ,辽宁 本溪 170 ) 10 0
摘要 : 主要 对本钢 7 0 I 废 盐酸再 生机组 的生产 工艺进 行 了叙述 , 50Mh 并在 工 艺基 础上对其机组 的主要设备 的结构 特点及
统输送 至 氧化 铁粉仓 。
技 股份 有 限公 司设 计 建造 。为 了配合硅 钢分 厂酸 洗
机 组 10万 吨 的生 产 能力 , 再 生机 组设 计 能 力 确 0 酸
炉 气 由 N 、 O 、 O 、 C 等 组 成 , 焙 烧 炉 的 :C H H I 从
冷轧生产:酸再生操作
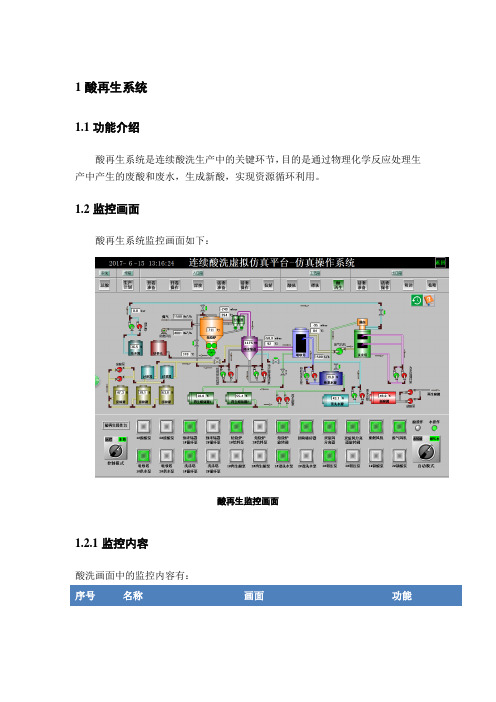
1酸再生系统
1.1功能介绍
酸再生系统是连续酸洗生产中的关键环节,目的是通过物理化学反应处理生产中产生的废酸和废水,生成新酸,实现资源循环利用。
1.2监控画面
酸再生系统监控画面如下:
酸再生监控画面
1.2.1监控内容
酸洗画面中的监控内容有:
1.2.2操控内容
酸再生系统操作台如下所示:
酸再生操作需完成“水操”状态到“酸操”状态的转换,包括手动和自动两种操作模式。
1.自动操作:
1)【控制模式】切到【远程】;
2)点击【自动模式】-【水转酸】,系统会自动完成由“水操”状态到“酸操”
状态的转换操作;
3)【酸操作】指示灯亮起表示状态转换完成。
2.“水转酸”手动操作:(该部分阀门操作均需要直接点击画面中对应的阀门图案完成)
1)将【控制模式】切到【远程】;
2)点击关闭【预浓缩器供水阀】和【焙烧炉冲洗水阀】
;
3)预浓缩器液位下降至1100mm左右后,依次打开【废酸泵】(1用1备)和
【预浓缩器进酸阀】;
4)点击打开【吸收塔出酸阀】;
5)以上操作正确完成后,“水转酸”操作完成。
3.“酸转水”手动操作:(该部分阀门操作均需要直接点击画面中对应的阀门图案完成)
1)将【控制模式】切到【远程】;
2)点击关闭【吸收塔出酸阀】;
3)依次点击关闭【预浓缩器进酸阀】和【废酸泵】;
4)预浓缩器液位下降至1100mm左右后,依次点击打开【焙烧炉冲洗水阀】
和【预浓缩器供水阀】;
5)以上操作正确完成后,“酸转水”操作完成。
酸再生及硫酸钠回收站结构功能介绍及重点故障分析

• 4、洗涤及冷却塔 • 洗涤塔设计成2段,下部用酸储罐 内含废混酸的酸液进行酸洗涤, 上部用纯水洗涤,排气烟囱用 FRP/PP制作。冷却塔分为两个部 分,中间连接,采用PP壳体,密 封连接处采用PTFE垫片。 • 5、氧化塔 • 氧化塔设计为4部分,上下通过螺 栓固定连接。壳体材料采用PP设 计,塔顶部设计有PP喷嘴喷入的 废酸液,塔内部分为四层分别布 置由支撑结构用于扩大气液接触 面积添加PVC填料。
1.3 废气的净化与再吸收
• 冷却和分离粉尘后的气体进入到一级吸收塔。为了吸收HF、 HNO3气体,采用工业水进行吸收。水从吸收塔顶部送入, 吸收塔顶部有喷嘴将工业水喷在吸收塔填料上。气体从吸 收塔底部送入,在逆流过程中,气体中的HF、HNO3气体 被水进一步吸收成为再生酸,并收集在吸收塔的底部。 • 再生酸从吸收塔通过再生酸泵输送到再生酸贮罐。含有燃 烧废气和含有微量HF、HNO3的水蒸气从吸收塔顶部离开, 进入二级喷淋塔,在二级喷淋塔中废气经过冷却后的废酸 使洗涤废气中的微量HF、HNO3进一步被吸收,这部分含 酸水回用之以及吸收塔参与进一步的喷淋;废气通过废气 风机抽送到最终洗涤塔系统中,进过冷却后的废酸的洗涤 使废气中的微量HNO3气体进一部被吸收,这部分含酸水 回用之二级吸收塔参与进一步的喷淋洗涤,经最终洗涤塔 喷淋洗涤后的废气进入DeNOx处理装置去除NOx气体达到 排放标准后从排放烟囱中拍向大气。
酸再生、回收站结构原理介绍 及历史故障分析
肖少坤
目录
• A、酸再生结构原理介绍 • B、回收站结构原理介绍 • C、历史重点故障分析
A、酸再生的结构原理介绍
• 一、酸再生情况介绍 • 二、酸再生的设备结构概况 • 三、酸再生的设备工艺原理简介
一、酸再生情况介绍
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
再生机组工艺流程、参数及产品描
再生机组工艺流程图
废酸罐1级废酸过滤器予浓缩器吸收塔
大气
塑烧板除尘器
装袋机门型阀铁粉料仓破碎机焙烧炉
外运大气洗涤塔液滴分离器排烟风机
1、酸
a 新盐酸:无色或浅黄色透明液体
各项指标:
酸 (HCL) ≥ 31%
铁≤ 0.01%
砷≤ 0.001%
灼烧残渣≤ 0.15%
氯化物≤ 0.01%
含铁、硫酸盐、灼烧残渣、氯化物等各项指标低的盐酸为一级品或优质品,用于酸洗的盐酸,严格限制含氟(含氟严格限定为:F≤5ppm)。
b 废酸:来自酸洗线
总铁量≥120 g/l
总HCL ≤ 200 g/l
其中:游离HCL 3-5%
Fe 120g/L
温度≤90℃
c 再生酸
HCL 浓度 190-210g/l
铁含量≤5 g/l
产量约3000L/h
d 氧化铁粉
可分离出来的铁浓度为115g/l时,约产生492Kg/h氧化铁粉
氧化铁粉各项指标:
Fe
2O
3
% 98.7--99
FeO % ≤0.4
H
2
O % ≤0.09
比表面积 m2/g 3-3.9
粒度μm ≤1.0
Cl-含量 % ≤0.2(重量)
SiO2 % ≤0.02
2、能力与热耗
a 酸溶解铁能力
酸洗热轧板总量 40万吨/年
酸洗铁损 0.5%
废酸液浓度~200g/L HCL(游离与化合)
废酸液温度≤90℃
废酸中Fe含量~120 g/L废酸
b 再生能力
年再生运行时间: 6500h/年
40万t/年的酸洗热轧钢板将产生:
40万t/年×0.5%=2000吨的Fe,溶解在酸洗液中。
即在酸洗废酸液中溶有120g/L Fe。
在再生过程中,从废酸中分离Fe的效率并非100%,约有5g/L的Fe仍然残留在再生酸中。
按从废酸液可分离出115g/L废酸的Fe求得:2000×1000×1000g
=17391304.3
115g/L
每小时要求再生能力为:
17391304.3
=2676L/h
6500h
经园整后,取再生能力为3m3/h。
3m3/h再生机组将产生492kg/h氧化铁粉。
3m3/h再生装置,废酸99%转化成再生酸。
c 酸再生的能耗
在设备正常运行焙烧炉热平衡时:耗750Kcal/升废酸。
设天然气热值:8350Kcal/Nm3
需天然气量:200 N m3/h 压力:8000-10000Pa
助燃空气:2970Nm3/h 压力:8000-12000Pa
压缩空气:120Nm3/h(仪表用气)压力:0.5-0.7MPa
年耗电量:165.75×104kW·h
工业水量:Max5 m3/h,正常耗量2 m3/h
脱盐水量:2 m3/h(二级除盐水)
3、环保指标
a 噪音:噪音不超过80Db。
高噪音的设备,将安装在隔离室中隔离。
b 排废烟气
自洗涤塔出口排放的烟气中含:
HCL <30mg/Nm3
Fe2O3(湿态)<50mg/Nm3
氧化铁粉料仓顶部排放废气,Fe2O3含量≤20mg/ Nm3。
c 排液
机组正常运行无废水液排放,只有开车、停车时,或清洗喷枪、设备时,机组才有废液排出。
且是间断排液。
废水排放:4 m3/次,温度:40℃,比重:1.01 kg/L,
含Fe 5g/L,含HCL 0~200g/L
d 车间空气
HCL含量≤5mg/Nm3(湿态)
Fe2O3含量≤10mg/Nm3(湿态)
4、现场
新盐酸再生机组,占地面积为21×27=567m2
5 公用工程
a 电
电压等级:380V AC,3相220V AC,单相
频率:50Hz
b 天然气
压力8-10Kpa表压
含H2O 饱和
含焦油≤10mg/Nm3
含杂质≤50mg/Nm3
含粉尘≤18mg/Nm3
温度40℃
天然气热值≥8100Kcal/Nm3
c 脱盐水
CO2 ≤2 mg/l
H2S ≤14mg/Nm3
PH值7.8
Ca2+≤30 mg/l
Mg2+ ≤10mg/l
Cl- ≤25.6 mg/l
SO42+ ≤23.2 mg/l
总硬度 2.7mgN/l
总碱度 2.5 mgN/l
总氧量 2 mgN/l
总铁量0.01-0.07 mg/l
压力0.25Mpa表压
温度30℃
d 工业水
Ca2+≤36 mg/l
Mg2+ ≤11 mg/l
CO22+ ≤2.2mg/l
PH值8.0
Cl- ≤26 mg/l
SO42+ ≤22mg/l
总铁≤0.06 mg/l
总硬度(以CaCO3) 2.9mgN/l
总碱度 2.5 mgN/l
压力≤0.3 Mpa表压
温度28℃
O20.98mg/L
e漂洗水
含HCL <15g/L
f新酸
HCL 30~32%
g压缩空气
压力≥0.5Mpa (表压) 露点≤-20℃
尘埃颗粒直径<3μm
含油量<8ppm
温度≤38℃
6公用工程消耗
热能1334000Kcal/h
电能约255kWh
脱盐水约2m3/h
压缩空气约120Nm3/h
7界区连接
热能约1.67×106Kcal/h
电能约300 KWh
脱盐水约2m3/h
工业水约5m3/h (间断用)生活水约1m3/h
压缩空气约200Nm3/h
界区连接以界区一米内进出机组的第一个法兰为界。
8 排污
a焙烧炉废气经洗涤塔烟囱排放
HCL ≤30mg/ Nm3
Fe2O3(湿态)≤50mg/ Nm3
b氧化铁粉料仓输送气体
经铁粉过滤器过滤后排空
Fe2O3≤20mg/ Nm3
c废水
排放量3M3/h
HCL 5-6g/L
Fe 0-120g/L
温度≤65℃。