检验指导书模板
检验指导书模板
检验指导书模板篇一:检验类作业指导书模板篇二:油墨检验指导书模板篇一:pcb油墨检测作业指导书pcb油墨检测作业指导书1. 目的加强对油墨来料的检测、控制不良品流入生产线。
2. 范围适用本司iqc对油墨的检测3. 职责3.1品质部iqc负责对油墨进行检测试验及来料品质跟进。
3.2生产部负责协助iqc进行试验,负责油墨实际应用质量跟进并提出反馈意见。
4. 内容4.1线路油(黑油、曝光线路油)检测。
4.1.1据采购单和供方《出货检验报告》,查看实物与其要求是否相符,包装是否吻合,放箱是否合理(千万不可倒置)。
4.1.2抽查油墨出厂日期以及生产日期,查看是否混有过期产品。
若需配专用开油水看是否配有。
4.1.3随机抽一桶油墨(一般为5kg/桶装)打开其盖,闻气味是否有浓烈的刺激味,不均匀气泡是否很多。
4.1.4用粘度计测量其粘度是否符合生产要求,参数由我司技术组提供。
(此款暂不作要求)4.1.5将已开盖油墨进行充分搅拌并静置,后进行试板用3-5pnl边料打磨清洗后用丝网印刷。
4.1.6丝印黑油的板让其自然风干,并记下其风干所需时间(一般为15-20min),风干后蚀刻去黑油,另取2-4pnl丝印风干后的板进行试镀(镀镍),检查其是否符合我司现行工艺要求。
4.1.7丝印曝光线路的板,静置8-10分钟再进行焗板,冷却曝光,显影。
并记录其焗烤的温度、时间、曝光尺数、显影结果等参数,再将其进行试镀(镀镍)蚀刻,检查其是否符合我司现行工艺要求。
并将其过程检验记录在《试验过程记录》上。
4.1.8(4.1.1-4.1.5)检查结果确认合格,并在所来物产上贴上合格标签。
通知仓管移入合格区,检查结果确认不合格,在物料上贴上不合格标识,通知仓管移入退货区。
填写好《物料质量异常处理报告》并上交。
4.1.9检查完毕,将结果记录在《iqc检查试验报告》并上交审核。
4.2阻焊油(uv国产/进口绿油、焗绿油、曝光绿油)4.2.1可参照线路油4.1.1-4.1.5检测。
检验指导书模板

样品小批批量特管1材料[B]1/N 1/N 1/2月记录2硬度[B]1/N 1/N 1/N 记录3外径[B]N/N 20/N 10/N 记录4N/N 20/N 2/N 记录5N/N 2/N 2/N 记录6N/N 2/N 2/N 记录7内径[B]N/N 20/N 10/N 记录8N/N 2/N 2/N 记录9N/N 20/N 2/N 记录10高度[B]N/N 20/N 10/N 记录11高度[B]N/N 20/N 10/N 记录12N/N 20/N 2/N 记录13N/N 20/N 2/N 记录14N/N 20/N 2/N 记录15倒角N/N 5/N 1/N 记录16退刀槽N/N 5/N 1/N 记录17油槽N/N 5/N 1/N记录18高度N/N 5/N 记录19外圆N/N 5/N 记录20外圆N/N 5/N 记录21角度N/N 5/N 记录21外观N/N 20/N 10/N 记录22产品标识N/N 20/N 1/N 记录23产品包装A/N A/N A/N 记录24产品清洁A/N A/N A/N 记录25厂家报告A/NA/NA/N 记录处数更改文件日期标记处数清洁度试验第一页备注端面粗糙度0.8芯轴+千分表0.001圆柱度仪TALYROUND365↗ 0.015 A 数显高度尺0.001内径千分表0.001零(部)件重要性: A—关键 B—重要 C—一般更改文件号日期2-Φ6游标卡尺0-150mm/0.02游标卡尺0-150mm/0.02游标卡尺0-150mm/0.02签字齐全目测编制/日期: 校对/日期: 审核/日期:圆柱度 0.005圆柱度仪TALYROUND365粗糙度0.4数显高度尺0.00131.5±0.0427±0.04圆柱度 0.01Ф30(0,+0.021)对比卡0.8粗糙度仪FORM TALYSURF 无毛刺、磕碰目测供应商代码+5T18H 17.2高度尺0.02Φ42.5共一页质量特性控制方法检验频次重要性生效日期质量特性: 关键 重要 一般图纸版本光谱分析仪Q4UVTasman检验手段58-63HRC产品图号外径千分尺25-50mm/0.001对比卡0.8洛氏硬度计HRD-150Ф32 X 30°游标卡尺0-150mm/0.02∥ 0.02 C 粗糙度 0.8数显高度尺0.001↗ 0.01 A 芯轴+千分表0.001xx检验指导卡产品名称签字检验简图(一)序号GCr15 GB/T18254Ф37(-0.025,+0.009)项目技术尺寸要求标记技术要求实物视图(二)Φ54R1对比规0.5xR1无破损、淋湿、标识清楚目测15°角度尺1′目测123745689101112131415161718192023456789101111314115161718222321222319221注:1、泡泡图可单独设为1页注:1、泡泡图可单独设为1页2、关于小批、批量检测频次,供应商须根据自己的实际情况进行设定3、检验手段中,量检具、设备的型号、规格必须详细。
成品检验作业指导书模板

零件名称零件图号目视1样品
234567
图例:
注意事项
1.检查参考文件:BOM,图纸,检验规范,供应商出货检验报告,或承诺书及技术临时标准等。
2.检查各检测仪器量具是否在检修期内。
3.检验完毕后要做好标记并及时、正确填写检验记录。
4.发现不合格品是要及时作出处理,严禁出厂。
5.抽样检验方法参照《YPCZ-QP-ZL-001进料检验规范》
6.◇为重要特性,⊕为关键特性检验频率检验作业内容及标准
□进料检验 □过程检验 ■成品检验类别检验工具规格
检验序号
检验作业指导书
文件变更记录编制(日期)审核(日期)批准(日期)
落地式、外飘产品无少装、漏装、无螺丝未打紧、附件无误
5件/每批
箱体封箱胶带使用:九牧产品需要使用带LOGO胶带每批面板类成品外观无瑕疵、脏污、表面无残胶,进行实配合格
20件/每批衣架类产品表面无脏污、划伤、变形、色差
40件/每批产品外观无赃物、飞边毛刺、变形、表面处理无不良20件/每批包装外观无破损、标签信息准确无误、实物与标签符合、无少
放、漏放
每批堆放高度符合客户要求
每批成品检验
文件编号YPCZ-QR-12-05
/
版本
A0。
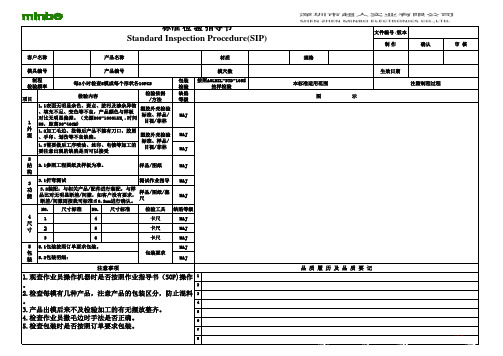
标准检验指导书(SIP) (格式模板)
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
检验作业指导书【范本模板】
检验作业指导书1.目的:对进厂的原材料及过程、产品等进行规定的检验和试验,确保产品符合规定的要求。
2.范围:适用于直接用在本厂产品上的原材料、及产品、半成品进行检验。
3.。
职责:质量部负责对原材料及产品的验证及检验。
4.程序:4.1原材料的检验4.1.1.原材料采购进厂后,采购员按定货合同及相关采购文件,对实物规格、型号、等级、数量、重量等验证无误后,通知质检员进行检验。
4.1.2.质检员核实交检内容和质量证件齐全后方可进行检验。
4.1.3.检验和验证a)对客户有特殊要求的,按要求进行检验。
b)按国家标准进行抽样检验,具体见《原材料检验卡》。
c)质检员按照工艺文件进行检验,填写相关检验记录。
4.2.不合格品处置4.2.1.经检验和试验确定为不合格品的原辅料,按《不合格品控制程序》规定执行.4.3.过程产品检验4.3.1.操作工必须在自检合格的基础上,质检员及时进行首件检验;并将检验结果向操作者交待清楚。
4.3.2.首检合格,质检员通知操作工继续生产。
4.3.3.在首检合格的基础上,质检员和班组长人员应做好中间抽检,发现问题,采取措施及时处理,把发现的质量问题向工人交待清楚.质检员及时填写相关检验记录《不合格生产整改通知单》.4.3.4.经质检员检验出的不合格品应填写《不合格品评审单》,经主管人员签字后方可回用。
4.3.5.质检员按照产品加工工艺进行检验,填写相关检验记录。
4.4.最终产品出厂检验4.4.1.全性能检测委托检验;4.4.2.本公司能进行检验的项目及时检测,结果填写在检验报告单上。
5.相关文件5.1.《不合格品控制程序》6.记录。
检验指导书模板

首件每模1PCS 巡检每6H/1PCS目视首件每模3PCS 巡检每2H/3PCS FQC/OQC每批依照GBT2828.1-2012表II级AQL:MA=0.4,MI=0.65,C=0成品检验指导书图示MAMA核准审核工程制作尺寸外观实配功能及信赖度包装1整合资源,以初版发行22目视FQC/OQC每批依照GBT2828.1-2012表II级AQL:MA=0.4,MI=0.65,C=0MA包装方式:依照SOP包装规范,外层使用XXXX,内层包装使用XXXX,整体状况需达到防潮&防破损。
包装数量:依照SOP包装规范,尾数袋数量需标示“尾数”。
出货标签:标签信息需包含生产日期,品名,厂商,客户,数量等重要信息。
版 次年 月 日制定 /改定内容目视IPQC首件每穴实配一模MA 项目规格检验工具抽样频率缺陷等级C面成型结合线毛边可允收,允收标准≤0.02mm。
D面内/外侧色泽一致,无明细色差现象。
项目检验标准检验工具抽样频率缺陷等级项目规格检验工具抽样频率缺陷等级A面不可有溢料,表面呈光滑手感无阻力。
导柱内侧毛边可允收,允收标准≤0.02mm,数量≤3处。
B面不可有溢料,内切处垂直&平行毛边均不可允收。
切口处无缺料/凹陷/顶凸/气泡/破损等现象,表面呈光滑手感无阻力。
产品料号模穴数图纸版本配备部门IPQC/FQC/OQC 项目规格检验工具序号规格检验工具抽样频率缺陷等级客户名称材 质文件编号制定部门品保部产品名称模具号页 码1页制定日期检验条件:光照强度800~1200lux ,检验距离30-45cm ,检验角度水平面0°-前后旋转60°,检验时间5-10s/每面;检验ABCD四个级面的划分依公司通用检验标准。
检验作业指导书模板
检验作业指导书模板尊敬的读者,以下是《检验作业指导书模板》的内容,请仔细阅读。
检验作业指导书1. 检验目的本指导书旨在为检验人员提供明确而详尽的作业指导,以确保对特定任务的可靠检验并保证准确的结果。
2. 执行标准作业检验应根据以下标准执行:2.1 准确性:检验结果必须准确,符合测试对象的实际情况。
2.2 可重复性:在相同条件下,相同测试对象应产生相近的结果。
2.3 可追溯性:检验结果必须能够追溯到有关的标准、规范或方法。
3. 检验设备和材料3.1 检验设备:(根据不同的检验任务,列出相应的检验设备)设备名称:__________________________________________设备型号:__________________________________________设备编号:__________________________________________(根据不同的检验任务,列出相应的检验材料)材料名称:__________________________________________材料规格:__________________________________________材料批号:__________________________________________ 4. 检验方法和步骤4.1 检验方法:(根据不同的检验任务,列出相应的检验方法)方法名称:__________________________________________方法步骤:__________________________________________方法依据:__________________________________________ 4.2 检验步骤:(根据不同的检验任务,列出相应的检验步骤)步骤一:____________________________________________步骤二:____________________________________________步骤三:____________________________________________ 5. 检验记录和报告(根据不同的检验任务,列出相应的检验记录内容)记录项目:__________________________________________记录内容:__________________________________________记录方式:__________________________________________ 5.2 检验报告:(根据不同的检验任务,列出相应的检验报告内容)报告项目:__________________________________________报告内容:__________________________________________报告要求:__________________________________________ 6. 质量控制6.1 仪器校准:(根据不同的检验设备,列出相应的校准要求)设备名称:__________________________________________校准标准:__________________________________________校准周期:__________________________________________ 6.2 样品保存:(根据不同的检验样品,列出相应的保存要求)样品名称:__________________________________________保存条件:__________________________________________保存期限:__________________________________________ 7. 安全和环境要求7.1 安全要求:(根据不同的检验任务,列出相应的安全要求)要求一:____________________________________________要求二:____________________________________________要求三:____________________________________________ 7.2 环境要求:(根据不同的检验任务,列出相应的环境要求)要求一:____________________________________________要求二:____________________________________________要求三:____________________________________________ 8. 审核和批准指导书编制:编制人:____________________________________________日期:______________________________________________签名:______________________________________________指导书审核:审核人:____________________________________________日期:______________________________________________签名:______________________________________________指导书批准:批准人:____________________________________________日期:______________________________________________签名:______________________________________________感谢您对本指导书模板的关注与使用。
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品名称产品材料XXX 文件编号产品图号文件版本A/0共 1 页1目测
2目测
三坐标测量机Croma6863孔径尺寸三坐标
测量机
4厚度三坐标
测量机
5凸包高度三坐标
测量机
6加强筋高度三坐标
测量机
7孔径尺寸三坐标
测量机
8孔径深度三坐标
测量机
9位置尺寸三坐标
测量机
10轮廓尺寸三坐标
测量机11角度尺寸三坐标
测量机
12
13
14
XXXXXXXX有限公司
检验作业内容及标准
注意事项1.该指导书适用于本产品检验作业,板材厚度与尺寸要求参照图纸要求。
2.检查各个工序量具是否在检修期内。
3.尺寸以图纸标注为准,无要求的自由公差按国家标准计算。
4.注意检验场所是否能满足检验要求,如不能满足检验要求应更换检验地点。
5.检验完毕后要做好标记并及时、正确填写检验记录。
6.发现不合格品要及时作出处理,严禁私自放行转入下道工序。
零件检验作业指导书阶段检验工具规格序号
检验项目外观■OTS阶段 □试制阶段 □量产阶段故障问题记录
38.6±0.2、14.6±0.1、33.6±0.2、R9.6、R12.7、4.3±0.1 R14.9、R12.7、R26.2±0.1、12.8±0.1、R0.5、R6、R4.6、R290-0.2、9.2±0.2、R300-0.2、R11、R3.5、R2.5、12*R0.7、12*R0.5、R20、R21、R1.3、R30、
R0.8
10°±0.5°、37°±0.5°、43°、36°±0.5°、
104°、19°、34°、6*45°、6*28°、60°、51°φ9.4+0.105.80-0.14.30-0.20.4φ6、φ15、φ174.3XXXX XXXXX XXXX 第 1 页1、零件塑层均匀,表面光洁、平整,无飞边、毛刺、缺料、缩水等注塑缺陷。
2、零件铁芯表面光洁,不应有裂纹、拉伤、划痕、磕碰伤等冲压缺陷。
检验方法。