CNC-常用刀具表
常用CNC刀具用途一览表

用来光弧面/光刀/,有效长度80
SUN刀把 类别
CNC常用刀具用途普通一机 览表
规格
机种
用途
D20R10-200L D20R10-160L
刀把
D16R8-150L D12R6-120L D10R5-120L
普通机
用来光弧面,有效长度140光拐角R11以上 用来光弧面,有效长度100光拐角R11以上
用来清角/光刀/光平面,有效长度130光拐角R17以上
用来清角/光刀,有效长度130光拐角R13以上
用来清角/光刀/光平面,有效长度100光拐角R13以上
用来清角/光刀,有效长度130光拐角R10以上
用来清角/光刀,有效长度100光拐角R10以上
普通机
用来清角/光刀,有效长度90,多数加工卡位光拐角R8.5以上 用来光弧面/光刀/开粗小工件,有效长度90
普通机与高 速机通用
用来清角/开粗,有效长度50加工拐角R6.5以上工件 用来清角/开粗,有效长度50加工拐角R5.5以上工件 用来清角/开粗,有效长度35加工拐角R4.5以上工件 用来清角/开粗,有效长度28加工拐角R3.5以上工件 用来清角/开粗,有效长度22加工拐角R3以上工件 用来清角/开粗,有效长度19加工拐角R2.5以上工件 用来清角/开粗,有效长度19加工拐角R1.6以上工件
CNC常用刀具用途一面,有效长度80加工跟部R6.5以上工件
用来光弧面,有效长度50加工跟部R5.5以上工件
用来光弧面,有效长度40加工跟部R4.5以上工件
普通机与高 速机通用
用来光弧面,有效长度35加工跟部R3.5以上工件 用来光弧面,有效长度30 光枕位,加工跟部R3.5以上工件
是一种飞刀,开粗面积较小的深腔,有效长度220,
CNC常见刀具识别
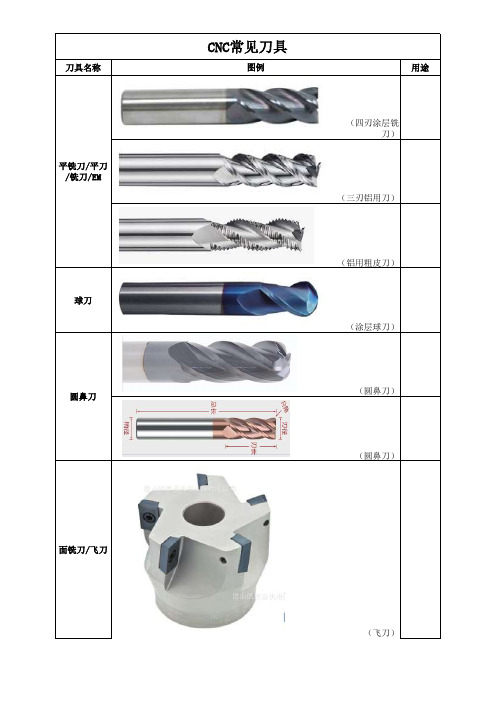
刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
CNC常见刀具
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
右牙刀/丝攻/丝锥/tap
雕刻刀
非标成型刀/异形刀。
cnc现有刀具加工特征表
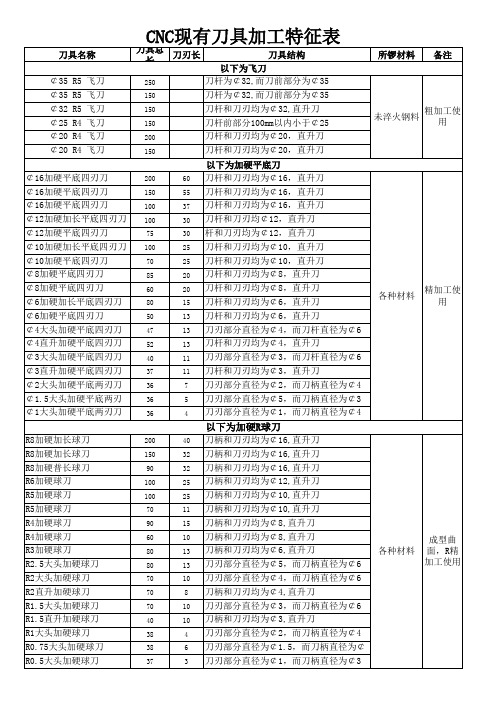
¢12加长普通合金刀10050刀柄和刀刃均为¢12,直升刀¢12普通合金刀7525刀柄和刀刃均为¢12,直升刀¢10加长普通合金刀10025刀柄和刀刃均为¢10,直升刀¢10普通合金刀7025刀柄和刀刃均为¢10,直升刀¢8普通合金刀6323刀柄和刀刃均为¢8,直升刀¢6普通合金刀6319刀柄和刀刃均为¢6,直升刀¢4加长普通合金刀7525刀柄和刀刃均为¢4,直升刀¢4普通合金刀5020刀柄和刀刃均为¢4,直升刀¢3加长普通合金刀5919刀柄和刀刃均为¢3,直升刀¢3普通合金刀3812刀柄和刀刃均为¢3,直升刀¢2大头普通合金刀388刀刃部分直径为¢2,而刀柄直径为¢3¢1.5大头普通合金刀386刀刃部分直径为¢1.5,而刀柄直径为¢3¢1大头普通合金刀384刀刃部分直径为¢1,而刀柄直径为¢3R5普通合金刀6020刀柄和刀刃均为¢10,直升刀R4普通合金刀6017刀柄和刀刃均为¢8,直升刀R3加长普通合金刀8515刀柄和刀刃均为¢6,直升刀R3普长普通合金刀5011刀柄和刀刃均为¢6,直升刀R2大头加长普通合金刀7017刀刃部分直径为¢4,而刀柄直径为¢6R2直升普通合金刀5015刀柄和刀刃均为¢4,直升刀R1.5大头加长普通合金刀7011刀刃部分直径为¢3,而刀柄直径为¢6R1.5直升普通合金刀3510刀柄和刀刃均为¢3,直升刀R1大头普通合金刀387刀刃部分直径为¢2,而刀柄直径为¢6(4)R0.75大头普通合金刀385刀刃部分直径为¢1.5,而刀柄直径为¢6(3)R0.5大头普通合金刀383刀刃部分直径为¢1.5,而刀柄直径为¢6(2)¢6*R0.5加硬牛鼻刀7020刀柄和刀刃均为¢6,直升刀¢8*R0.5加硬牛鼻刀8020刀柄和刀刃均为¢8,直升刀¢10*R0.5加硬牛鼻刀8520刀柄和刀刃均为¢10,直升刀¢12*R0.5加硬牛鼻刀10020刀柄和刀刃均为¢12,直升刀附刀具简图:平底刀 球刀 牛鼻刀 飞刀2008-1-8备注: 刀具加工合理深度一般为刀具直径的5倍。
CNC常见刀具识别

刀具名称
用途
(四刃涂层铣
刀)
(三刃铝用刀)
(铝用粗皮刀)
球刀
(涂层球刀)
(圆鼻刀)
(圆鼻刀)
(飞刀)
平铣刀/平刀/铣刀/EM
圆鼻刀
面铣刀/飞刀
图例
CNC常见刀具
(倒角刀)
(倒角刀)
(铝用T型刀)
(镶合金T型
刀)
(锯片刀)
(铝用锥度铣
刀)
(铝用锥度铣
刀)
(燕尾刀)
(燕尾刀)
倒角刀
T型刀/槽铣
刀
锥度铣刀
燕尾刀
(钻头)
(钻头)
(阶梯钻)
(微型钻)
(沉头阶梯刀)
铰刀
(铰刀)
(中心钻)
(中心钻)
圆角成型刀
/R刀
(内R刀)
钻头/Drill
中心钻
(直槽丝攻)
(螺旋丝攻)
(先端丝攻)
(挤压丝攻)
(雕刻刀)
非标成型刀/异形刀
右牙刀/丝攻/丝锥/tap
雕刻刀。
CNC_常用刀具表

1143SC90-1400
铝用合金钻头
2
627.471
1254.942
定心、倒角加工
25
M5 攻丝
BT40-45°
拉钉
1
36.27
36.27
26
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
27
ER25-6GB
刚性攻丝卡簧
1
570.492
570.492
28
4201A-M5
硬质合金丝锥
铝用数控刀片
50
29.016
1450.8
5
M5 底孔钻
BT40-45°
拉钉
1
36.27
36.27
6
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
7
ER25-5A
精密级卡簧
1
222.768
222.768
8
1105SC03-0420
铝用合金钻头
5
95.94
479.7
9
M6 底孔钻
BT40-45°
19
ER25-9A
精密级卡簧
1
222.768
222.768
20
1105SC03-0850
铝用合金钻头
5
241.722
1208.61
21பைடு நூலகம்
倒角钻
BT40-45°
拉钉
1
36.27
36.27
22
BT40-ER25-70H
弹簧夹头刀柄
1
812.214
812.214
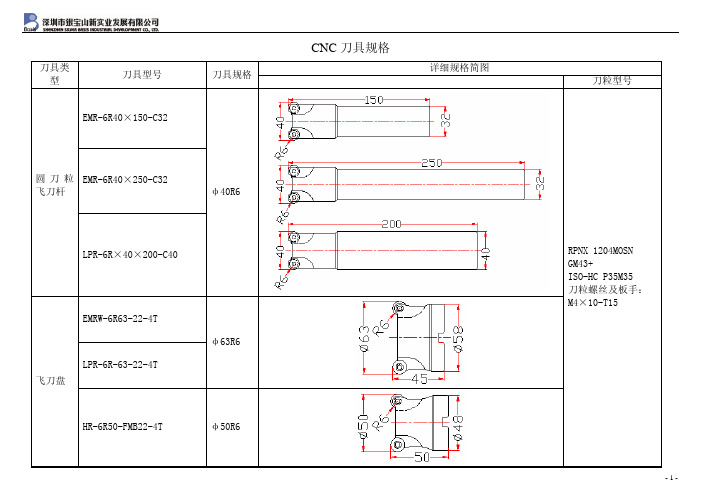
CNC刀具规格表
φ6*φ16 R0.8
APMT1604PDER-M2
R0.8
RPMW1003 MO-II
R5
- 22 -
RPNX 1204MOSN
R6
EDNW-13T4TN-10
R3
EDNW-15T4TN-10
R3
- 23 -
φ2R1 φ2.5R1.25
XAC-BEM2S1.5
φ3R1.5
XAC-BEM2S2 XAC-BEM2S2.5 XAC-BEM2S3
φ4R2 φ5R2.5 φ6R3
- 16 -
XAC-BEM2S4
XAC-BEM2S5
XAC-BEM2S6
钨钢涂层平底
刀
XAC-PEM2S1
XAC-PEM2S1.5
XAC-PEM2S2
EMR-5R×35×200-C32-3T
飞刀盘 FSRM5063-4T
φ63R3
RPMW1003 MO-II AH120 螺丝:M3.5×10-T15 M4×9-T15
R10 CY250 EDNW-15T4TN-10
-2-
ASR504-22-4T
φ50R3
BAP300R-16×160-C15-2T
刀具类 型
刀具型号
EMR-6R40×150-C32
刀具规格
圆 刀 粒 EMR-6R40×250-C32 飞刀杆
φ40R6
LPR-6R×40×200-C40
EMRW-6R63-22-4T
LPR-6R-63-22-4T 飞刀盘
HR-6R50-FMB22-4T
φ63R6 φ50R6
CNC 刀具规格
详细规格简图
TDL22.7-250L
粗镗刀
CNC常用刀具种类规格标准

刀盘:SKS-4050R-08-22 42 刀粒:WDMW080520ZTP-
JC8025
φ50R3
R3飞刀盘
φ63R3×50(总长)×60(柄径)
φ50R3×50(总长)×47(柄径)
刀盘:SKS-4063R-10-22 43 刀粒:WDMW10X620ZTP-
JC8015
φ63R3
φ63R3×50(总长)×60(柄径)
10 TAP400R-25*25柄*250L
φ25R0.8×14(刃长)×200(总长)×24(柄径) φ25R0.8×14(刃长)×250(总长)×25(柄径)
11 TAP400R-25*25柄*300L
R0.8飞刀把 φ25R0.8×14(刃长)×300(总长)×25(柄径)
12 TAP400R-32*32柄*160L
21 EMR-C25-5R-25*150L 22 EMR-C25-5R-25*200L 24 EMR-C25-5R-30*160L
φ25R5 φ30R5
φ25R5×150(总长)×25(柄径)
R5飞刀把
φ25R5×200(总长)×25(柄径) φ30R5×160(总长)×25(柄径)
25 EMR-C25-5R-30*200L φ30R5
φ63R3
φ50R3×50(总长)×47(柄径) R3飞刀盘
φ63R3×50(总长)×60(柄径)
52 TBP-8R-20-200 53 TBP-10R-20-140 55 TBP-10R-20-200
φ16R8
φ16R8×95(颈长)×200(总长)×20(柄径)
φ20R10
球头刀杆
φ20R10×140(总长)×20(柄径) φ20R10×200(总长)×20(柄径)
CNC标准刀具切削参数表

Φ25 总长125*刃长60MM
Φ3 总长60*刃长12MM*Φ6柄
Φ4 总长60*刃长12MM*Φ6柄 两刃白钢铣刀
Φ5 总长60*刃长15MM*Φ6柄
Φ6 总长62*刃长18MM
Φ10 总长75*刃长30MM
白钢粗刀 (粗加工专用)
Φ12 Φ16 Φ20
总长85*刃长30MM 总长95*刃长42MM 总长110*刃长45MM
CNC标准刀具切削参数参考表
最大 伸出 长度 每层
切深
25 0.15
粗加工
步距 进给F
0.4
350
加工铝合金材料
光平面
转速S 8000
每层 切深
0.2
步距 0.7
进给F 500
30 0.2
0.2
500
8000 0.3
1
500
30 0.3
1.5
600
7500 0.4 1.5
800
30 0.5
2.5
800
5
1200
80 1.5
7
1200 4500 1
7
1500
75
2
9
1000 4000 2
9
1800
90
2
10
1200 4000 2
10
2000
50
1
8
1000 4000 2
8
1200
65 1.5
10
1000
4000
2
10
1400
转速S
8000 8000 7500 7500 7000 7000 6500 6500 5500 5000 4500 4500 4000
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长
径切削量(RD) 粗 精
进给速度求法: 切屑排出量求法:
Vf = Fz* Z * N Q = AP*AE*Vf 1000
Vc :切削速度(m/min) D :刀刃直径(mm) 轴切削量(AD) 转速 (S) n :主轴转速 π :3.14 粗 精 粗 精 Vf :工作台进给速度 Fz :每齿进给量(mm/刃) Z :刃数 Q: 切屑排出量 ap :切深量 ae :切削宽度
பைடு நூலகம்CNC 常用刀具参数参照表
刀 长 刃 刀具 刀具规格 材料 数 全长/刃长 有效长 95 D63R6 205 370 90 D63R3 205 370 D33R2.5 200 200 D26R2.5 200 200 150 150 160 D32R6 250 300 D35R0.8 D32R0.8 D25R0.8 D16R0.8 D20R10 D16R8 D12R0 D10R0 涂 层 整 体 硬 质 第 1 页,共 3 页 D8R0 D6D0 D4R0 D3R0 D2R0 350 250 210 160 200 200 70/25 75/25 60/20 50/17 50/11. 40/10. 40/8. 90 200 370 90 200 370 90 140 90 140 70 100 110 190 240 280 180 150 90 150 140 45 45 38 32 24 15 12 4 4 4 4 4 4 3 3 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4 4 4 4 4 75%D 75%D 75%D 75%D 75%D 50%D 50%D 径切削量(RD) 粗 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 75%D 50%D 75%D 75%D 0.3 0.3 0.3 0.3 0.3 右侧红 色表示 淬火材 料 HRC4256度切 削参数 精 0.5 0.4 0.3 轴切削量(AD) 粗 1.2 1 0.6 1 1 0.6 0.6 0.5 0.6 0.5 0.4 0.3 1 0.8 0.3 0.15-0.25 0.5 0.5 0.2-0.4 0.2-0.4 0.4 0.4 0.4 0.3 0.2 \ 0.5 0.4 0.3 精 0.5 0.5 0.4 转速 (S) 粗 800 800 600 760 680 460 1800 1500 2300 1900 3000 2600 2000 2000 1200 600-800 1600 1600 1800 2000 2200 2400 2400 1600 1600 1800 1800 2000 2000 2000 2000 2400 2400 2800 2000 2000 2000 2000 2000 2000 400 800 700 1000 1000 2400 \ 2400 2400 2000 精 1400 1400 1200 进给 (F) 粗 1400 1400 1200 3600 3200 2400 4000 3200 3600 3200 2400 1600 1400 1200 800 600-1000 1000 1200 1000 1400 1500 1400 1400 1500 600 600 500 400 800 800 400 1500 1200 1400 1200 1600 \ 1600 1300 1200 精 1600 1600 1400
硬 质 合
金 D17R1.5 刀 粒
75%D 0.05-0.3 0.3 0.2-0.4 0.2-0.4 0.15 0.1 0.1 0.08 0.08 0.08 0.05 0.45 0.4 0.3 0.25
0.15-0.3 1800 0.05-0.2 0.05-0.2 0.2/0.4 0.2-0.4 0.2-0.4 0.2-0.3
1. 半精加工参照精加工适当加大数值。 2. 此表数据为理论值结和经验值,视情况不同可作调整。 3. 附:基本切削参数计算公式
切削速度求法: 主轴转速求法:
Vc = N =
π *D*N 1000 1000*Vc π *D
Vc :切削速度(m/min) D :刀刃直径(mm) n :主轴转速 π :3.14 Vf :工作台进给速度 Fz :每齿进给量(mm/刃) Z :刃数 第 2 页,共 3 页 Q: 切屑排出量 ap :切深量
0.15 0.15/0.25 2000 0.1 0.06/0.12 2000
0.08 0.06/0.12 2400
涂 层 整 刀 长 刃 刀具 刀具规格 材料 数 体 全长/刃长 有效长 硬 质 合 金 刀 具 D1R0 D10R5 D8R4 D6R3 D4R2 D2R1 D1R0.5 D10R0.5 D6R0.5 D25R0 白 钢 刀 具 D20R0 D16R0 D12R0 D10X5 D10X3 斜 度 刀 D10X1 D6X5 D6X3 D6X1 T32X8 T 型 刀 T25X4 T20X4 T16X4 40/5. 75/15 60/15 50/15 50/15 40/8. 30/5. 75/25 65/20 165/90 135/75 95/65 85/35 100/50 100/50 100/50 75/25 75/25 75/25 75 75 60 60 6 42 38 30 22 10 5 45 32 95 85 75 50 50 50 50 40 40 40 50 50 40 40 4 2 2 2 2 2 2 4 4 4 4 4 4 3 3 3 3 3 3 8 8 8 8 径切削量(RD) 粗 50%D 精 0.03 0.1-0.3 0.05-0.25 0.05-0.25 0.05-0.2 0.05-0.1 0.05 0.05-0.3 0.05-0.3 0.15 0.12 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 4 3 3 3 轴切削量(AD) 粗 0.03 精 0.03 0.05-0.2 0.05-0.2 0.05-0.2 0.05-0.15 0.05-0.1 0.05-0.1 0.1-0.35 0.1-0.25 60 50 40 25 40 40 40 35 35 35 8 4 4 4 转速 (S) 粗 2800 精 2800 2400 2400 2400 2400 2400 2400 2400 2400 320 350 350 400 600 600 600 800 800 800 300 250 250 200 进给 (F) 粗 300 精 300 1400 1400 1200 1000 500 300 1400 1200 250 200 180 150 300 300 300 250 250 250 50 40 30 30
进给 (F) 粗 精
第 3 页,共 3 页