SMT刮刀使用管理规范标准[详]
SMT刮刀使用管理规范指导书
一、目的 规范SMT 刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁 保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
二、范围公司SMT 车间生产线刮刀的使用及管理 三、定义刮刀:印刷机印刷工具 四、职责印刷机操作员& SMT 技术员或工程师﹐刮刀使用&周期检修保养和管理。
五、作业内容5.1 刮刀选用方式A.PCB X 长小于240MM 选择小刮刀(本司使用GKG 为280MM DEK 为250MM ) 5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT 技术人员更换新刮刀。
5.2.2把刮刀上A 和B 两个螺丝挂在刮刀固定装置的a 和b 挂钩上并旋紧螺丝。
5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布或钢网纸沾酒精清洗干净,检查是否有损坏,坏刮刀通知SMT 技术员处理并及时更换新刮刀。
5.5操作员每天交班时需检查刮刀是否有损坏,如有损坏通知SMT 技术处理并及时更换新刮刀。
六、刮刀日点检6.1外观:看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状:看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度:太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的SMT 刮刀使用管理规范指导书文件编号作业指导书页次1/4SMT 刮刀使用管理规范指导书文件编号作业指导书页次2/4AB a b状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀,要求设备操作人员每次清洗钢网时将刮刀清洗干净。
6.5钢刮刀片的使用寿命定为20万次印刷次数,要求进行保养,确认刮刀的性能。
印刷刮刀管理与使用规范

印刷刮刀管理与使用规范印刷刮刀是印刷行业中一种重要的印刷工具,能够确保印刷品的质量和效果。
为了正确管理和使用印刷刮刀,我们需要制定一套规范和标准,以确保印刷作业的顺利进行并提高工作效率。
以下是关于印刷刮刀管理与使用规范的一些建议。
一、刮刀的正确管理1.刮刀必须存放在干燥、清洁的环境中,避免受到湿气、灰尘等污染。
2.每个印刷刮刀都应该有一个独立的存放位置,并做好标记,以便于管理和查找。
3.刮刀要定期检查,确保刀片的刀口和刀背没有损坏或变形,如有损坏应及时更换。
二、刮刀的使用规范1.使用前应先检查刮刀刀口和刀背是否有残留的杂质,干净的刮刀可以保证印刷品的质量。
2.刮刀的刀背应与滚筒成一个适当的角度,以确保刀片与印版的良好接触。
3.刮刀在使用过程中应保持稳定的压力,避免过大或过小的压力对印刷品造成影响。
4.使用后应立即清洗刮刀,将残留的油墨和杂质清除干净,避免油墨固化对刮刀造成损害。
5.刮刀在清洗后应进行干燥处理,可以使用布擦拭刮刀表面并放置在通风的地方晾干。
三、刮刀的定期维护1.定期检查刮刀的状态,包括刀片的锈蚀、变形等情况,如有损坏应及时更换刀片。
2.定期进行油墨的清洗和更换,避免油墨的固化堵塞刮刀,影响印刷品的质量。
3.定期涂抹适量的润滑油或脂,可以延长刮刀的使用寿命并减少刮刀与滚筒的磨损。
四、印刷刮刀的安全使用1.在使用刮刀时,应注意个人安全,避免刀片伤及手指或其他身体部位。
2.使用前应对刮刀进行有效的锁定,确保刮刀不会意外滑动或脱落,造成伤害。
3.使用过程中应注意刀片的方向和位置,避免误伤自己或他人。
总结:印刷刮刀的正确管理和使用对于印刷作业的质量和效率具有重要影响。
我们应该建立起一套规范和标准,确保刮刀的定期维护和正确的使用方法,以提高印刷品的质量和工作效率。
同时,我们也要重视印刷刮刀的安全使用,预防事故的发生并保护好自己和他人的身体安全。
【精品文档】知名品牌公司SMT刮刀使用管理规范
10.0刮刀使用:
10.1刮刀清洗剂:酒精或洗板水.刮刀清洗辅助材料:白碎布或无尘纸.
10.2刮刀清洗频率:每班一次,与洗钢网同时进行。
10.3刮刀每日进行一次日常点检,每月一次把刮刀从刀架上拆下来进行保养。
12.0流程图
无
13.0参考资料
14.0附件
钢网张力测试记录表
钢网编号
机种
左上
右上
中间
左下
右下
判定结果
测试人
日期
1.测试要求参照钢网制作、使用管理规范,张力小于35N/CM则NG,停止使用;
2.转拉上线、停拉下线需对钢网张力进行测试,在线连续使用每24小时抽测一次;
3、跟线技术员如实填写测试记录,每月回收存档;
7.0刮刀保养
7.1月保养须轻拿轻放,避免对锋线造成伤害。
7.2刀座的角度一般有2种,常用的为50-70度,设为60度,另一种为45度
7.3每月对刮刀进行月保养,检查刀缝是否残留有杂物,检查刀片是否变形、弯曲查看刀片锋口有无缺口,要确认刀口的平坦度确认方法:
1.放在平台上看有无缝隙,用塞尺过0.2MM,不能过为OK;反之判为NG,须更换新的刮刀;
2.在同等条件下,与新的刮刀印刷出的产品对比其印刷品质,测试其厚度是否在其规定范围内,依此来判断刮刀的使用寿命
8.0刮刀片的验收确认.
8.1.规格:
长(2种规格):280MM、350MM允许误差±1MM.
宽(2种规格):30MM, 40MM允许误差±1MM.厚度:0.22±0.05MM.
8.2.螺丝孔大小、数量、位置:用同样规格的OK刮刀紧贴新刮刀,对正螺丝位确认螺丝孔大小、数量、位置必须一致.
最新SMT刮刀使用管理规范精选
:1.0目的规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
2.0范围公司SMT车间生产线刮刀的使用及管理3.0定义刮刀:印刷机印刷工具4.0职责印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
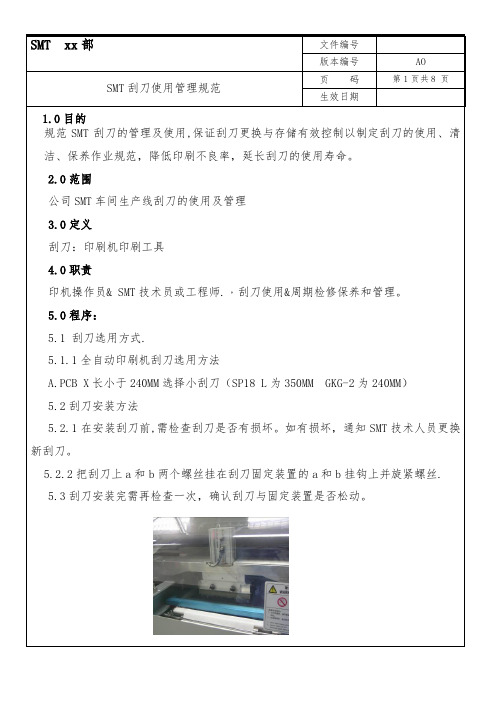
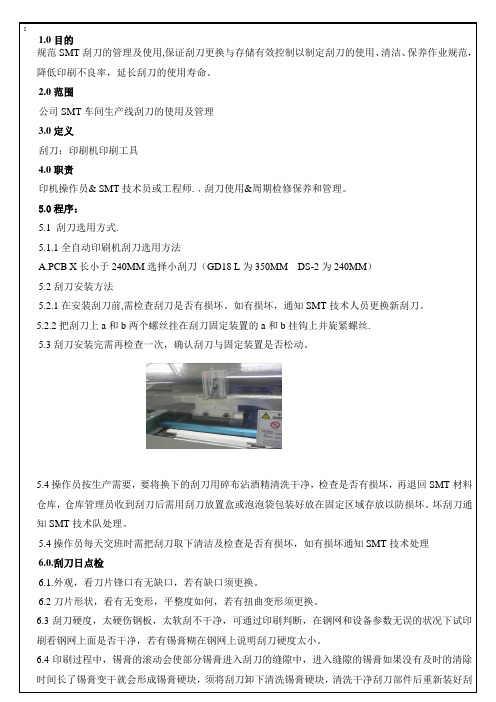
5.0程序:5.1 刮刀选用方式.5.1.1全自动印刷机刮刀选用方法A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理6.0.刮刀日点检6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮XXX XXX XXX。
SMT钢网、刮刀管理规范
1 目的为了使钢网制作和使用前检查确认以及生产中管理和维护得到有效的管制,确保生产正常使用,特制 定本规范.2 适用范围适用于SMT 车间所有的钢网、刮刀.3 定义钢网、刮刀:生产时印刷PCB 板焊盘上锡膏之工具。
4 职责4.1研 发 部:负责向SMT 技术课提供PWB GERBER 文件及客户特殊要求等信息。
4.2 工 程 部: 4.2.1负责制定钢网开口基准(如客户有特殊要求则按其标准制作,否则一律按公司标准执行) 4.2.2对钢网制作商开口数据进行修改、确认; 4.2.2对新钢网进行验收及编号; 4.2.3对生产部提报报废钢网的审查;制作钢网流程图:4.3采 购 部:负责下采购单,及到货纳期的跟进。
4.4 生 产部:4.4.1钢网标签的张贴。
4.4.2钢网管理信息的跟进(机种名、面别、钢网厚度等)。
4.4.3钢网在使用中之保养维护和使用完后对钢网进行清洁及保管。
4.4.4钢网报废单的提出及跟进。
5作业内容5.1钢网申请:5.1.1 工程部接收到新产品导入信息时,联络研发部提供制作钢网的PCB Gerber文件及客户处特殊要求等。
工程部按照《钢网开口管理规范》及客户特殊需求填写申购单。
5.1.2 工程部进行钢网回传资料确认(如有需要再修改项目,提出要求联络制作商再次修改资料并回传),回传资料确认OK后通知供应商开始制作钢网。
5.2钢网制作:如客户对钢网开口制作有特殊要求则按其标准制作,否则一律按绿成《钢网开口管理规范》标准执行。
5.3钢网验收:5.3.1新钢网制作OK回厂后, 工程部对应负责人对钢网厚度、张力、钢网多开孔、少开孔、孔位开偏等项目最终确认;详见《SMT钢网验收流程》并记录在《钢网验收记录》表单中。
5.3.2钢网验收流程5.4钢网使用/保养:5.4.1钢网在使用前必须对进行清洁和检查,测试钢网张力合格后方能投入使用.如有不符应立即知会工程人员确认,并在《钢网使用检查记录表》做好记录.所有钢网由SMT工程人员确认后方可投入使用.量产使用前对首5PCS产品进行锡膏印刷状态、零件贴附位置、上锡状态进行检查。
刮刀管理规范
刮刀管理规范标题:刮刀管理规范引言概述:刮刀是印刷行业中常用的工具,用于清洁印刷机的滚筒表面,保证印刷品的质量。
刮刀管理规范对于保障印刷品质量、延长刮刀使用寿命、提高印刷效率具有重要意义。
一、刮刀的选购与更换1.1 选择适合的刮刀材质:根据印刷机型号和印刷材料的特性选择刮刀材质,如橡胶、聚氨酯等。
1.2 确定刮刀尺寸:根据印刷机的滚筒直径和宽度确定刮刀的尺寸,确保刮刀与滚筒表面的贴合度。
1.3 定期更换刮刀:根据印刷量和刮刀磨损情况,定期更换刮刀,避免磨损过度影响印刷品质量。
二、刮刀的安装与调试2.1 安装刮刀时要注意刮刀的倾斜角度和压力:确保刮刀与滚筒表面的接触均匀,避免浮现漏墨或者刮花现象。
2.2 调试刮刀的压力和速度:根据印刷品的要求和印刷机的工作状态,调试刮刀的压力和速度,保证印刷品的清晰度和色采准确度。
2.3 定期检查刮刀的安装和调试情况:定期检查刮刀的安装是否坚固,调试是否准确,及时调整和修正,确保印刷品质量。
三、刮刀的清洁与维护3.1 定期清洁刮刀:使用专用清洁剂和工具清洁刮刀,避免油污和墨渍影响刮刀的使用效果。
3.2 注意刮刀的存放环境:刮刀应存放在干燥通风的环境中,避免阳光直射和高温,防止刮刀老化和变形。
3.3 定期涂抹保养油:在清洁后的刮刀表面涂抹一层保养油,防止刮刀表面生锈和磨损,延长刮刀使用寿命。
四、刮刀的检查与调整4.1 定期检查刮刀的磨损情况:检查刮刀的边缘是否有裂纹和磨损现象,及时更换或者修整。
4.2 调整刮刀的倾斜角度和压力:根据印刷品的要求和印刷机的工作状态,调整刮刀的倾斜角度和压力,保证印刷品的质量。
4.3 注意刮刀与滚筒的配合度:定期检查刮刀与滚筒的配合度,避免刮刀过度磨损或者滚筒表面受损。
五、刮刀的报废与处理5.1 刮刀报废标准:根据刮刀的磨损程度和使用寿命确定刮刀的报废标准,避免使用过期或者磨损严重的刮刀影响印刷品质量。
5.2 合理处理报废刮刀:将报废的刮刀进行分类处理,如回收利用或者安全处理,避免对环境造成污染。
SMT刮刀管理规范
版次变更说明拟案单位拟案人拟定日期V0 新增制造部徐志鹏2013.10.10 1.目的:规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
2.范围:公司SMT车间生产线刮刀的使用及管理3.定义:刮刀:印刷机印刷工具4.权责:各单位刮刀管制人员5.作业内容:5.1新进之刮刀,对刮刀外观检查有无损伤,并将刮刀刀刃以倾斜60°置于水平面上,目视检查无弯曲、变形、缺口,无缝隙,用塞尺0.2MM,不能过为OK;反之判为NG。
不良者与厂家退换,良品则立即记入《刮刀管理清单》并给刮刀编号,管理清单上填写使用时间,刮刀材质,使用期限及次数。
5.2开班生产及更换机种时,按照生产机种选出相应尺寸的刮刀,以“5.1”所注检查方法检查,目视检查清洁状况及有无弯曲、变形、缺口,并填写《刮刀控制检查记录表》,不良者及时通知工程师确认后予以更换。
5.3停机超过两小时、更换机种及生产结束时刮刀需及时清理。
5.4清理方法用无纺布沾酒精把刮刀擦拭干净,目视无相关附着物,退还刮刀时,粘贴保鲜膜并填写刮刀控制检查记录表。
5.5刚刮刀片的使用寿命定为20万次印刷次数,要求每月进行月保养,确认刮刀的性能。
生产中技术人员要随时关注印刷状况,需合理设定和管理印刷参数避免摩擦力过大,如果印刷效果突然变差,或者钢板上局部或某些位置印刷后残留较多锡膏,可能刮刀片损伤或疲劳。
5.6更换刮刀片应在刮刀管理清单内予以登记,并在刮刀控制检查记录表内重新计数。
6.刮刀管理6.1刮刀购买验收合格后,需编号管理并建立刮刀管理LIST,填写《刮刀管理清单》。
6.2刀片标签的编号与刀架标签的编号方法如下:如:刀片MPM 长500钢 001(适用MPM设备,长刀片500MM钢片,001号)刀架MPM 长500铝 001(MPM刀架,长刮刀500MM材质铝,001号)6.3标签的置贴方法刀架标签贴于刀架右侧(面向刀面),面刀片标签贴于刀架左侧,未用刀片贴于刀片上,上刀架前撕下贴于刀架上,并记录于刮刀清单。
SMT刮刀使用管理规范
SMT刮刀使用管理规范页码第1页共5 页生效日期2014-10-15:1.0目的规范SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规范,降低印刷不良率,延长刮刀的使用寿命。
2.0范围公司SMT车间生产线刮刀的使用及管理3.0定义刮刀:印刷机印刷工具4.0职责印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
5.0程序:5.1 刮刀选用方式.5.1.1全自动印刷机刮刀选用方法A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)5.2刮刀安装方法5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理SMT刮刀使用管理规范页码第2页共5 页生效日期2014-10-156.0.刮刀日点检6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀。
要求设备操作人员每次清洗钢网时将刮刀清洗干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
:
1.0目的
规SMT刮刀的管理及使用,保证刮刀更换与存储有效控制以制定刮刀的使用、清洁、保养作业规,降低印刷不良率,延长刮刀的使用寿命。
2.0围
公司SMT车间生产线刮刀的使用及管理
3.0定义
刮刀:印刷机印刷工具
4.0职责
印机操作员& SMT技术员或工程师.﹐刮刀使用&周期检修保养和管理。
5.0程序:
5.1 刮刀选用方式.
5.1.1全自动印刷机刮刀选用方法
A.PCB X长小于240MM选择小刮刀(GD18 L为350MM DS-2为240MM)
5.2刮刀安装方法
5.2.1在安装刮刀前,需检查刮刀是否有损坏。
如有损坏,通知SMT技术人员更换新刮刀。
5.2.2把刮刀上a和b两个螺丝挂在刮刀固定装置的a和b挂钩上并旋紧螺丝.
5.3刮刀安装完需再检查一次,确认刮刀与固定装置是否松动。
5.4操作员按生产需要,要将换下的刮刀用碎布沾酒精清洗干净,检查是否有损坏,再退回SMT材料仓库,仓库管理员收到刮刀后需用刮刀放置盒或泡泡袋包装好放在固定区域存放以防损坏。
坏刮刀通知SMT技术队处理。
5.4操作员每天交班时需把刮刀取下清洁及检查是否有损坏,如有损坏通知SMT技术处理
6.0.刮刀日点检
6.1.外观,看刀片锋口有无缺口,若有缺口须更换。
6.2刀片形状,看有无变形,平整度如何,若有扭曲变形须更换。
6.3刮刀硬度,太硬伤钢板,太软刮不干净,可通过印刷判断,在钢网和设备参数无误的状况下试印刷看钢网上面是否干净,若有锡膏糊在钢网上说明刮刀硬度太小。
6.4印刷过程中,锡膏的滚动会使部分锡膏进入刮刀的缝隙中,进入缝隙的锡膏如果没有及时的清除时间长了锡膏变干就会形成锡膏硬块,须将刮刀卸下清洗锡膏硬块,清洗干净刮刀部件后重新装好刮刀。
要求设备操作人员每次清洗钢网时将刮刀清洗干净。
6.5钢刮刀片的使用寿命定为20万次印刷次数,要求每月进行月保养,确认刮刀的性能。
生产术人员要随时关注印刷状况,如果印刷效果突然变差,或者钢板上局部或某些位置印刷后残留较多锡膏,可能刮刀片损伤或疲劳,需要更换刀片。
6.6合理设定和管理印刷参数避免摩擦力过大。
6.7检查刮刀表面处理,如镀镍脱落须更换(一般寿命1年,镀层脱落也要立即更换)
7.0 刮刀保养
7.1月保养须轻拿轻放,避免对锋线造成伤害。
7.2刀座的角度一般有2种,常用的为50-70度,设为60度,另一种为45度
7.3每月对刮刀进行月保养,检查刀缝是否残留有杂物, 检查刀片是否变形、弯曲查看刀片锋口有无缺口,要确认刀口的平坦度确认方法:
1.放在平台上看有无缝隙,用塞尺过0.2MM,不能过为OK;反之判为NG,须更换新的刮刀;
2.在同等条件下,与新的刮刀印刷出的产品对比其印刷品质,测试其厚度是否在其规定围,依此来判断刮刀的使用寿命
8.0刮刀片的验收确认.
8.1. 规格:
长(2种规格):280MM、350MM允许误差±1MM.
宽(2种规格):30MM, 40MM允许误差±1MM. 厚度:0.22±0.05MM.
8.2. 螺丝孔大小、数量、位置:用同样规格的OK刮刀紧贴新刮刀,对正螺丝位确认螺丝孔大小、数量、位置必须一致.。