刀片型号代码学习
硬质合金及切削刀片的牌号和型号的解释
硬质合金及切削刀片的牌号和型号的解释一、硬质合金牌号的表示方法:如:Y G6 XY-表示硬质合金: Y-“硬”的汉语拼音第一个字母硬质合金成份特性:G6-钨钴合金及钴含量 T14-钨钴钛合金及钛含量W1-钨钴钛钽合金 N10-钨钴镍钼合金附加字母分别表示:X-细颗粒 C-粗颗粒 N-加铌元素 A-加钽元素如:Y D 20Y-表示硬质合金:Y-“硬”的汉语拼音第一个字母C-长切屑用硬质合金D-短切悄用硬质合金20-分组号二、切削刀片型号的表示方法:如:A 1 25 A Z刀片类别:A-内外圆车刀、镗刀 B-成型刀 C-螺纹刀、切断刀 D-铣刀、浮动镗刀 E-钻头、铰刀 F-耐磨件表示同类别中不同型式的表示1-表示1型2-表示2型表示主要尺寸(L、B或D) 20-表示20毫米06-表示6毫米附加字母分别表示:A、B、C表示主要尺寸相当时,其它尺寸有差异的型号代号Z-左刀B、 A-内外圆车刀、镗刀A1型制造外圆车刀、镗刀和切槽刀A2型制造镗刀和端面车刀A3型制造端面车刀和外圆车刀A4型制造外圆车刀、镗刀和端面车刀A5型制造直头外圆车刀、通孔镗刀及装配式端铣刀A6型制造镗刀、外圆车刀B-成型刀B1型制造成型车刀、燕尾槽刨刀和燕尾槽铣刀B2型制造凹圆弧成型车刀和轮缘车刀B3型制造凸圆弧成型车刀B4型制造凹圆弧成型车刀和轮缘车刀C-螺纹刀、切断刀C1型制造螺纹车刀及外圆精车刀C2型制造精车刀及梯形螺纹车刀C3型制造切断刀及切槽刀C4型制造三角皮带轮切槽刀D-铣刀、浮动镗刀D1型制造外圆车刀、镗刀和端面铣刀D2型制造三面刃铣刀、T型槽铣刀和浮动镗刀E-钻头、铰刀E1型制造非金属和金属直槽钻头E2型制造麻花钻头和直槽钻头E3型制造键槽铣刀、端铣刀及深孔扩孔钻E4型制造扩孔钻E5型制造手动铰刀及机动铰刀F-耐磨件F1型制造车床和外圆磨床顶尖F2型制造深孔钻头的导向块F3型制造可卸镗刀耐磨零件。
刀片型号代码学习
金属切削基础及刀具应用
---------- ISO代码和 可乐满刀具代码
/1
1
刀片编号规则
/April 20, 2006
2
刀片编号规则
/April 20, 2006
3
刀片编号规则
铣刀片的公差等级比较多, 从精到粗依此排 列有: A, F, C, H, E, G, J, K, L, M, N, U, 而且 公差定义的方法也与车镗ISO刀片不同
/April 20, 2006
19
刀杆编号规则-外圆
/April 20, 2006
20
刀杆编号规则-外圆
右手刀杆
外
圆
右手刀片
/April 20, 2006 21
刀杆编号规则-外圆
/April 20, 2006
22
刀杆编号规则-外圆
C5 – SVHBR – 22040 -11
+/- 0.002mm
26
刀杆编号规则-内孔
/April 20, 2006
27
刀杆编号规则-内孔
/April 20, 2006
28
刀杆编号规则-内孔
/April 20, 2006
29
刀杆编号规则-内孔
/April 20, 2006
30
刀杆编号规则-内孔
右手刀杆
内 孔
左手刀片
/April 20, 20Biblioteka 6 31刀杆编号规则-内孔
4l4d67应使用重金属刀杆进行普通内孔车削6l4d1012使用标准阻尼消振刀杆进行普通内孔车削12l4d15使用特殊阻尼消振刀杆进行普通内孔车削刀杆编号规则内孔2727april202006刀杆编号规则内孔2828april202006刀杆编号规则内孔2929april202006刀杆编号规则内孔3030april202006刀杆编号规则内孔3131april202006左手刀片右手刀杆内孔刀杆编号规则内孔3232april202006刀杆编号规则切断切槽3333april202006刀杆编号规则切断切槽3434april202006刀杆编号规则切断切槽3535april202006
数控刀具命名规则及牌号材质详情
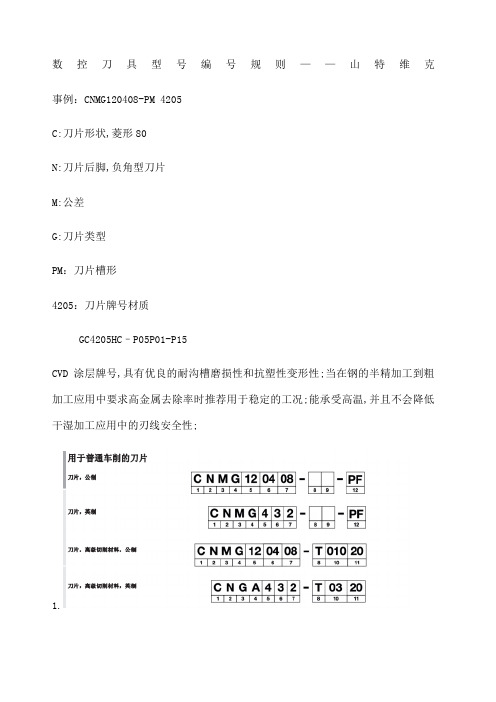
数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号材质GC4205HC–P05P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性;当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况;能承受高温,并且不会降低干湿加工应用中的刃线安全性;1.2.刀片牌号车削用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁;基本牌号CT5015HT–P10P01-P20具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属陶瓷牌号;新型配方提高了韧性;用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工;fnxap< GC1125HC–M25M10-M30PVD涂层微颗粒硬质合金;推荐用于中等到低切削速度下各种不锈钢的精加工;锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异;其很高的耐热冲击性能适用于轻间断切削;GC1525HC-P15P05-P25PVD涂层金属陶瓷牌号;具有优良的耐磨损性和刃口韧性;用于低碳钢和低合金钢的精加工和半精加工;适用于中等和高切削速度下要求高表面质量的场合;fnxap< GC4205HC–P05P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性;当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况;能承受高温,并且不会降低干湿加工应用中的刃线安全性;用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用;梯度基体与耐磨涂层相结合,最佳化了硬度和韧性;不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性;GC4225HC-P25P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳的硬度和韧性;此材质能以高金属去除率进行连续切削和间断切削,并且其应用范围极广;GC4235HC-P35P20-P45涂层硬质合金牌号,用于工况差时钢和钢铸件的粗加工;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳硬度和和韧性;刃线高安全性使此牌号能用于以高金属去除率进行的间断切削;GC3005HC-P10P01-P25CVD涂层硬质合金牌号,高耐磨涂层与硬基体的结合强度高,可以承受很高的温度;用于高合金钢的高切削速度精加工和半精加工;补充牌号GC1025HC–P25P10-P35PVD涂层微颗晶粒硬质合金牌号;推荐用于要求优良的表面质量时的低碳钢或其它“粘性”材料的精加工;它的高耐热冲击性能使它适用于断续切削;CVD涂层硬质合金牌号;与槽形相结合提供锋利的切削作用,推荐用于低碳钢和其它“粘性”材料的精加工到轻粗加工;GC2025HC–P35P25-P40CVD-涂层硬质合金牌号;要求高韧性的钢应用的补充选择;GC235HC-P45P30-P50CVD涂层硬质合金牌号,用于极不稳定状态下钢和铸钢的粗加工;高韧性基体保证了极高的刃口安全性,使之轻松应对低速重载间断切削;GC1125HC–P25P10-P30推荐作为GC1515的补充牌号使用,主要用于低进给率或切削速度下的低碳钢的精加工;----M奥氏体/铁素体/马氏体不锈钢、铸钢、锰钢、合金铸铁、可锻铸铁以及易切钢;基本牌号GC1025HC–M15M10-M25PVD涂层微晶粒硬质合金牌号;推荐用于要求小公差、优良的表面质量或锋利的切削作用时的不锈钢精加工;它的高耐热冲击性能使它也适用于断续切削;GC1125HC–M25M10-M30PVD涂层微颗粒硬质合金;推荐用于中等到低切削速度下各种不锈钢的精加工;当要求具有锋利的切削作用同时又有有优良的切削刃韧性,或要求很高的表面质量时,该牌号表现优异;其很高的耐热冲击性能使它也适用于轻间断切削;GC2015HC–M15M05-M25用于不锈钢精加工和轻粗加工的CVD涂层硬质合金牌号;能承受高温的基体和耐磨的涂层使此牌号成为中等或高切削速度下连续切削的首选;GC2025HC–M25M15-M35CVD涂层硬质合金牌号,它是为在中等切削速度下对奥氏体不锈钢和双相不锈钢进行精加工到粗加工优化的;良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削;GC2035HC–M35M25-M40PVD涂层硬质合金;推荐用于低到中等切削速度下的奥氏体不锈钢和双相不锈钢的半精加工到粗加工;良好的耐热冲击性使它成为有快速间断切削应用的理想选择; GC235HC–M40M25-M40用于不锈钢和有硬皮的不锈钢铸件的粗加工的,CVD涂层硬质合金牌号;高强度的基体提供了极高的切削刃安全性,这使得此牌号在低速到中等切削速度时的重载断续切削中性能良好;GC1115HC-M15M05-M25PVD涂层细晶粒硬质合金;基体具有高热硬度和良好的抗塑性变形性,同时还具有优良的切削刃安全性;薄的PVD氧化涂层与锋利的切削刃附着强度极高,使其在加工粘性材料时具有优秀的耐磨性;这保证了高韧性、均匀的后刀片磨损以及高性能;补充牌号GC1105HC-M15M05-M20该基体由硬细晶粒的碳化钨含钴6%组成,具有很高的热硬度和良好的抗塑性变形性;新型薄PVDTiAlN涂层结合强度极高,在刃口锋利的情况下也能保证高强度、均匀的后刀面磨损以及高性能;适合于高切削速度时不锈钢的精加工;GC1515HC–M20M10-M25推荐用于各种不锈钢的精加工,并作为GC1125的补充牌号使用,其用于当耐磨性比切削刃韧性更重要的加工场合;GC1525HC–M10M05-M15PVD涂层金属陶瓷;非常高的耐磨性和良好的切削刃韧性;不易产生粘结;在工况良好时的不锈钢精加工中有优良的性能;用于在高速和相对低的进给时;fnxap<GC1005HC–M15M05-M20PVD涂层硬质合金牌号;硬的有良好的抗塑性变形能力的细晶粒基体与高温时有高耐磨性的涂层的结合,这使它适用于高切削速度的不锈钢精加工;GC4225HC-M15M05-M25用于钢和钢铸件精加工到粗加工的CVD涂层硬质合金牌号;也适合于加工不锈钢材料;梯度基体与厚的耐磨涂层相结合,在钢车削时具有最佳硬度和和韧性;此牌号能以高金属去除率进行连续切削和间断切削;并且其应用范围极广;GC4235HC-M25M15-M30CVD涂层硬质合金牌号,用于中等切削速度下不锈钢的半精加工到粗加工;良好的耐热冲击性和耐机械冲击性提供了优良的切削刃安全性,这使它也可用于间断切削;----K铸铁、冷硬铸铁、短切屑可锻铸铁;基本牌号CB7525BN-K05K01-K10极硬的立方氮化硼材质;具有很高的切削刃韧性和良好的耐磨性,这使其成为连续和间断切削条件下高速精加工灰口铸铁的最佳选择;CC6190CN–K10K01–K20纯氮化硅基陶瓷材质,在高温时具有良好的耐磨性;推荐用于良好工况下铸铁的高速粗加工到精加工;它也能进行一些断续加工;GC1690HC-K10K01-K05涂层氮化硅陶瓷牌号,GC1690的特性使之适合铸铁的轻载粗加工、半精加工和精加工应用场合;GC3205HC–K05K01-K15CVD涂层硬质合金,由厚且平滑的耐磨涂层和硬基体组成;推荐用于灰口铸铁GCI的高速车削;GC3210HC–K05K01-K20CVD涂层硬质合金,由厚的且平滑的耐磨涂层和硬基体组成;推荐用于球墨铸铁NCI 的高速车削;GC3215HC–K05K01-K25CVD涂层硬质合金,由厚且平滑的耐磨涂层和硬基体组成,能够满足间断切削条件的需求;推荐作为所有铸铁以低到中等切削速度进行粗加工的一般选择;CC650CM–K01K01-K05Al2O3复合陶瓷;推荐用于稳定条件下的灰口铸铁和淬硬铸铁的高速精加工;GC3005HC-K10K01-K20CVD涂层硬质合金牌号,耐磨涂层与硬基体结合强度极高,可承受高温;用于球墨铸铁、高强度可锻铸铁和“粘”合金铸铁的精加工到粗加工;CB7925BN-K05K01-K10整体式CBN材质,具有很高的切削刃韧性与良好的耐磨性;CB7925适合于在连续和间断切削条件下加工灰口铸铁和冷硬铸铁;补充牌号CC620CA–K01K01-K05“纯”Al2O3陶瓷牌号;推荐用于稳定条件和干切削条件下的灰口铸铁的高速精加工;CT5015HT–K05K01-K10非涂层金属陶瓷牌号,有优良的抗积屑瘤性和抗塑性变形性;用于要求高表面质量、小公差与/或低切削力时的球墨铸铁的精加工;fnxap<H13AHW–K20K10-K30非涂层硬质合金牌号,耐磨粒磨损与高强度的理想结合;适合于中到低切削速度、高进给加工铸铁;----N有色金属基本牌号H10HW–N15N01-N25非涂层硬质合金牌号;优良的耐磨粒磨损性和切削刃锋利性相结合;用于铝合金的粗加工到精加工;CD1810HC–N10N01-N15铝、镁、铜、黄铜、塑料等的精加工到粗加工的金刚石涂层牌号;金刚石涂层提供了优良的耐磨性和抗积屑瘤能力,从而可获得高表面质量;CD10DP–N05N01-N10聚晶金钢石牌号,用于有色金属和非金属材料的精加工和半精加工;可提供长刀具寿命、轻快的切削和良好的表面质量;补充牌号H13AHW-H20H15-H25非涂层硬质合金牌号,耐磨粒磨损与高强度的理想结合,用于铝合金的中等到粗加工;GC1005HC–N10N05-N15PVD涂层硬质合金;高硬度的细晶粒基体与高耐磨涂层相结合,使该牌号非常适合于铝合金的粗加工;GC1125HC–N25N15-N30推荐用于要求高韧性或需要锋利切削刃的加工工序;GC1115HC-N15N10-N20PVD涂层细晶粒硬质合金,适合需要锋利切削刃的应用场合;具有良好刃口安全性的硬基体与高耐磨涂层相结合,使该材质非常适合于有色金属材料中要求高韧性的工序;----S耐热优质合金基本牌号GC1105GC-S15S05-S20该基体由硬细晶粒的碳化钨含钴6%组成,具有很高的热硬度和良好的抗塑性变形性;新型薄PVDTiAlN涂层结合强度极高,在刃口锋利的情况下也能保证高强度、均匀的后刀面磨损以及高性能;在加工耐热合金时具有非常杰出的性能;CC670CA–S15S05-S25碳化硅晶须增强氧化铝陶瓷,具有极高的强度;主要推荐用于不利条件下耐热合金的切削;S05F–S05S05-S15CVD涂层硬质合金牌号;用于耐热优质合金的高速精加工,或低速长时间切削;用于沟槽磨损不显着,例如使用圆刀片,小主偏角和软材料的应用,此牌号也可用于粗加工应用;GC1005HC–S15S10-S25PVD硬质合金,硬的有良好的抗塑性变形能力的细晶粒基体与高温时有高耐磨性的涂层的结合,使之非常适合加工镍基、铁基以及钴基耐热优质合金;GC1025HC–S15S10-S25PVD涂层微晶粒硬质合金牌号;推荐用于耐热优质合金和钛合金的低速切削;高的耐热冲击和耐沟槽磨损性使它适合用于长时间切削和断续切削;CC6060CA-S10S05-S20赛阿龙陶瓷,专为稳定工况下加工已经预加工的耐热合金而优化;具有极佳的抗沟槽磨损性能,因而提供了高安全性和磨损可预测性;CC6065CA-S15S05-S20赛阿龙陶瓷,所有HRSA加工的首选;提供了良好的韧性和安全性;非常合适于有中等断续切削的初始阶段加工,也可以用于有锻造硬皮以及其他高韧性要求的加工;GC1115HC-S20S15-S25PVD涂层细晶粒硬质合金;基体具有高热硬度和良好的抗塑性变形性,同时还具有优良的切削刃安全性;薄的PVD氧化涂层与锋利的切削刃附着强度极高,使其在加工粘性材料时具有优秀的耐磨性;这保证了高韧性、良好的抗月牙洼磨损性、均匀的后刀面磨损以及很高的性能;GC1115适合于高温合金的半精加工到粗加工车削; 补充牌号GC1125HC–S25S20-S30推荐用于低切削速度下的耐热优质合金的切削,或轻型间断切削;良好的抗沟槽磨损性和耐热冲击性使该牌号非常适合在接触时间较短的情况下进行粗加工工序; CC650CM–S05S01-S10复合氧化铝陶瓷材质;可用于高温合金中对切削刃安全性要求不高的应用中的半精加工工序;H10AHW–S10S01-S20非涂层硬质合金牌号;结合了良好的耐磨粒磨损性和韧性,用于耐热钢和钛合金的粗加工车削;H10FHW–S15S10-S30非涂层细晶粒硬质合金牌号;推荐用于耐热优质合金和钛合金在低速下的切削;很高的耐热冲击和耐沟槽磨损性使它适合用于长时间切削和断续切削;H13AHW–S15S10S30非涂层硬质合金牌号,结合了良好的耐磨粒磨损性和韧性,适用于耐热合金和钛合金的半精到粗加工车削;----H淬硬材料基本牌号CB7015BN-H10H05-H15高性能、低含量立方氮化硼牌号;表面淬硬钢高速连续和轻载间断切削的首选; CB20BN–H15H10-H20高性能立方氮化硼牌号;淬硬钢连续和轻载断续切削的首选;CC650CM–H05H05-H10复合氧化铝陶瓷材质,具有良好的抗高温和耐磨性;主要用于轻载连续精加工; CC6050CC-H05H01-H10复合氧化铝陶瓷材质;具有良好抗高温性和耐磨性;主要用于轻载连续精加工; CB7025BN-H15H10-H20高性能、中等含量立方氮化硼牌号;在淬硬钢中等切削速度应用中,具有较多间断切削而其余为连续切削时的首选;CB7035BN-H20H15-H25高性能、中等含量立方氮化硼牌号;是中等切削速度下的淬硬钢的重载间断切削的首选;此外,还具有良好的耐磨性,可保持长时间的切削;补充牌号CC670CA–H10H05-H15碳化硅晶须增强氧化铝陶瓷,具有极高的强度;推荐用于不利条件下硬零件的车削;GC4205HC–H15H05-H20CVD涂层硬质合金牌号,用于淬火材料低切削速度下连续切削应用中的半精加工至粗加工;GC4215HC-H15H05-H25CVD涂层硬质合金牌号,适合于淬硬材料的连续切削至轻型间断切削应用;梯度基体与耐磨涂层相结合,最佳化了硬度和韧性;在干切削和湿切削应用中能保证刃线安全性;H13AHW-H20H15-H25非涂层硬质合金牌号,结合了良好的耐磨粒磨损性和韧性,适用于低速下淬硬材料的车削;CB50–H25H20-H30极硬的立方氮化硼牌号;很高的切削刃韧性和良好的耐磨性,这使它成为淬硬钢断续切削的首选;CB7525BN-H25H20-H30极硬的立方氮化硼材质;高刃线韧性使其成为淬硬钢间断切削的良好补充材质;表示硬切削材料牌号的字母符号:硬质材料HW非涂层碳化钨WC硬质材料HT非涂层硬质材料,又称金属陶瓷,主要含HC上述硬质材料,但已涂层陶瓷CA氧化物陶瓷,主要含氧化铝Al2O3CM混合陶瓷,主要包括氧化铝Al2O3,但除氧化物外还含有其他成份;CN氮化物陶瓷,主要含氮化硅Si3N4CC上述陶瓷,但已涂层;金刚石:DP聚晶金刚石BN聚晶氮化硼11聚晶金刚石和聚晶氮化硼也称为超硬切削材料;。
可转位刀片型与ISO表示规则

可转位刀片型号与ISO表示规则式中1表示为刀片形状的代码(图1),如代码C表示刀尖角为80°;图1??刀片形状代码式中2表示为主切削刃后角的代码(图2),如代码N表示后角为0°;图2??主切削刃后角代码式中3表示为刀片尺寸公差的代码(表1),如代码M表示刀片厚度公差为±0.130;表1??刀片尺寸公差代码表注:表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数(图3)。
图3??刀片尺寸参数式中4表示为刀片断屑及夹固形式的代码(图4),如代码G表示双面断屑槽,夹固形式为通孔;图4??刀片断屑及夹固形式代码式中5表示为切削刃长度表示方法(图5),如代码12表示切削刃长度为12mm;图5??切削刃长度表示方法式中6表示为刀片厚度的代码(图6),如代码04表示刀片厚度为4.76mm;图6??刀片厚度代码式中7表示为修光刃的代码(图7),如代码08表示刀尖圆弧半径为0.8mm;图7??修光刃代码式中8表示为表示特殊需要的代码;式中9表示为进给方向的代码,如代码R表示右进刀,代码L表示左进刀,代码N表示中间进刀;式中10表示为断屑槽型的代码(表2)。
?表2??刀片断屑槽选用推荐表断屑槽型工????件????材????料长屑材料不锈钢短屑材料耐热材料软材料ABCDE ABCDE BCDE ABCD ABCDPF PMF PM PMR PR 543--353---253--144--1455543--353--1552--134--134321--21--22--4554112243--54--2552-221--2221---33--232-----33-HF HM HR 54----54--1451-54---354--2641-3---21--441-43--343-123121--344-234231 53 TCGR PMR PGR --14554---54---1442-1442---13354---54---2442-2442-44443---3---322-322---1143--43--13221322----21--21--23422342NUN NGN -1343-1343----------45544554----------------PUN PGN -1443-1443-3553-355344314431-355-355-222-22211 12-431--342--452--243-321--353-431-253-421-242RCMT RCMX RNMG 13442-1343-124213432-2322-221-33323433233--222-222-2312232-111----注:表中断屑槽型为株洲硬质合金厂可转位刀片的断屑槽代码?。
Bladegen学习详解

Bladegen学习详解简介Bladegen是一个用于生成刀片模块的工具,它基于切片编程的概念,可以帮助开发者快速生成符合规范的切片代码。
本文将详细介绍Bladegen的使用方法和常用功能,帮助读者快速入门并提高开发效率。
安装在开始使用Bladegen之前,需要先进行安装。
Bladegen 可以通过Python包管理工具pip进行安装,打开命令提示符窗口,执行以下命令即可进行安装:pip install bladegen安装完成后,可以通过以下命令验证Bladegen是否已成功安装:bladegen --version如果安装成功,将显示Bladegen的版本号。
使用方法创建刀片模块在使用Bladegen之前,需要先创建一个刀片模块。
刀片模块是Bladegen的基本单位,它可以包含多个刀片,每个刀片都是一个独立的功能模块。
要创建刀片模块,可以使用以下命令:bladegen create module mymodule以上命令将创建一个名为mymodule的刀片模块。
在创建刀片模块之后,可以使用下面的命令进入刀片模块目录:cd mymodule创建刀片在刀片模块中,可以使用以下命令创建刀片:bladegen create blade myblade以上命令将在刀片模块中创建一个名为myblade的刀片。
在创建刀片之后,可以使用VSCode等编辑器打开刀片文件进行编辑。
刀片文件使用YAML格式进行配置,可以定义刀片的名称、输入参数、输出参数等。
以下是一个简单的刀片示例:name: mybladeinput:-name: input1type: int-name: input2type: intoutput:-name: sumtype: intmethods:-name: calculate_sumcode:|sum = input1 + input2return sum上述刀片定义了两个输入参数input1和input2,以及一个输出参数sum。
山特维克铣刀刀片代码含义

ISO
K 铸铁
Light 轻载 Medium中载 Heavy 重载
工件材料 应用类型 加工工况
加工工况
好 一般 恶劣
4
fz 每齿进给量
(mm, inch)
vc 切削速度
(m/min, feet/min)
切削参数起始值
CoroMill® 刀片
槽型
工况
Light 轻载
中 中载
Heavy 重载
L
M
H
P钢
山特维克可乐满 铣削刀具和刀片代码含义
1
CoroMill® 刀体编号规则
R = 右手型 L = 左手型 A = Nhomakorabea英制 产品家族
刀片大小 IC
R 390 - 125 Q 40 - 17 M
主偏角
直径: Dc
安装: Q 公制心轴 R 英制心轴 J CIS心轴
安装型号
齿距 L = 疏齿 M = 密齿 H = 超密齿
CoroPak 06.1 Training – CoroMill 365 / Technical information 2
CoroMill® 刀片编号规则
R = 右手型 L = 左手型
产品家族
R 390 – 170408M - PM 4230
IC
刀片厚度
刀尖类型 08等 – 半径 ZN 等 – 倒角
PL
PM
PH
M 不锈钢
ML
MM
MH
K 铸铁
KL
KM
KH
5
公差
牌号
槽形 PM,PL,KM, KL等 W – wiper(修光)
CoroPak 06.1 Training – CoroMill 365 / Technical information 3
数控刀具命名规则-及牌号(材质)详情

数控刀具型号编号规则——山特维克事例:CNMG120408-PM 4205C:刀片形状,菱形80N:刀片后脚,负角型刀片M:公差G:刀片类型PM:刀片槽形4205:刀片牌号(材质)GC4205(HC)–P05(P01-P15)CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
1.2.刀片牌号(车削)用于普通车削的牌号----P钢、铸钢、长切屑可锻铸铁。
基本牌号CT5015(HT)–P10(P01-P20)具有优良的抗积屑瘤和抗塑性变形能力的非涂层金属瓷牌号。
新型配方提高了韧性。
用于要求高表面质量与/或低切削力的低合金钢和合金钢的精加工。
fnxap<0.35mm2GC1125(HC)–M25(M10-M30PVD涂层微颗粒硬质合金。
推荐用于中等到低切削速度下各种不锈钢的精加工。
锋利的切削作用与优良的切削刃韧性相结合时,或要求很高的表面质量时,该牌号表现优异。
其很高的耐热冲击性能适用于轻间断切削。
GC1525(HC)-P15(P05-P25)PVD涂层金属瓷牌号。
具有优良的耐磨损性和刃口韧性。
用于低碳钢和低合金钢的精加工和半精加工。
适用于中等和高切削速度下要求高表面质量的场合。
fnxap<0.35mm2GC4205(HC)–P05(P01-P15CVD涂层牌号,具有优良的耐沟槽磨损性和抗塑性变形性。
当在钢的半精加工到粗加工应用中要求高金属去除率时推荐用于稳定的工况。
能承受高温,并且不会降低干湿加工应用中的刃线安全性。
GC4215(HC)-P15(P01-P30)用于精加工到粗加工的CVD涂层硬质合金牌号,适合于钢和钢铸件的连续切削至轻型间断切削应用。
梯度基体与耐磨涂层相结合,最佳化了硬度和韧性。
不论湿切削还是干切削均能承受高温,同时又不会牺牲刃线安全性。
GC4225(HC)-P25(P10-P40CVD涂层硬质合金材质,用于钢和钢铸件的精加工到粗加工。
最新刀具编码规则
1 2
3
4
5
6
789Fra bibliotek1011
12
13
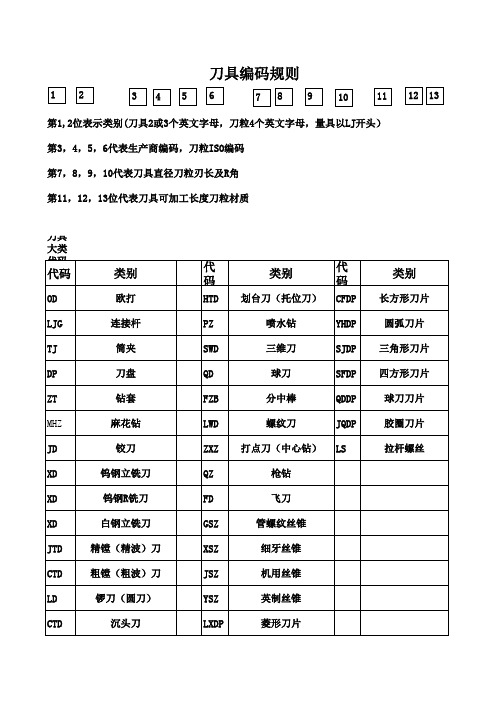
第1,2位表示类别(刀具2或3个英文字母,刀粒4个英文字母,量具以LJ开头) 第3,4,5,6代表生产商编码,刀粒ISO编码 第7,8,9,10代表刀具直径刀粒刃长及R角 第11,12,13位代表刀具可加工长度刀粒材质
刀具大类代码如下:
代码
OD LJG TJ DP ZT MHZ JD XD XD XD JTD CTD LD CTD
类别
欧打 连接杆 筒夹 刀盘 钻套 麻花钻 铰刀 钨钢立铣刀 钨钢R铣刀 白钢立铣刀 精镗(精波)刀 粗镗(粗波)刀 锣刀(圆刀) 沉头刀
代码
HTD PZ SWD QD FZB LWD ZXZ QZ FD GSZ XSZ JSZ YSZ LXDP
类别
划台刀(托位刀) 喷水钻 三维刀 球刀 分中棒 螺纹刀 打点刀(中心钻) 枪钻 飞刀 管螺纹丝锥 细牙丝锥 机用丝锥 英制丝锥 菱形刀片
代码
CFDP YHDP SJDP SFDP QDDP JQDP LS
类别
长方形刀片 圆弧刀片 三角形刀片 四方形刀片 球刀刀片 胶圈刀片 拉杆螺丝
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
/April 20, 2006
19
刀杆编号规则-外圆
/April 20, 2006
20
刀杆编号规则-外圆
右手刀杆
外
圆
右手刀片
/April 20, 2006 21
刀杆编号规则-外圆
/April 20, 2006
22
刀杆编号规则-外圆
C5 – SVHBR – 22040 -11
+/- 0.002mm
/April 20, 2006
32
刀杆编号规则-切断切槽
/April 20, 2006
33
刀杆编号规则-切断切槽
/April 20, 2006
34
刀杆编号规则-切断切槽
/April 20, 2006
35
/April 20, 2006
4
刀片编号规则
/April 20, 2006
5
刀片编号规则
/April 20, 2006
6
刀片编号规则
/April 20, 2006
7
刀片编号规则
ap
刀尖角越大 安全性 光洁度 切削力
/April 20, 2006 8
刀尖角越小 减震性 最小切深
刀片编号规则
R/L
/April 20, 2006 23
刀杆编号规则-外圆
/April 20, 2006
24
刀杆编号规则-外圆
/April 20, 2006
25
刀杆编号规则-内孔
L4/D < 4 4< L4/D <6~7 6< L4/D <10~12 12< L4/D <15
/April 20, 2006
可以用整体钢刀杆进行普通内孔车削; 应使用重金属刀杆进行普通内孔车削 使用标准阻尼消振刀杆进行普通内孔车削 使用特殊阻尼消振刀杆进行普通内孔车削
26
刀杆编号规则-内孔
/April 20, 2006
27
刀杆编号规则-内孔
/April 20, 2006
28
刀杆编号规则-内孔
/April 20, 2006
29
刀杆编号规则-内孔
/April 20, 2006
30
刀杆编号规则-内孔April 20, 2006 31
刀杆编号规则-内孔
山特维克可乐满 大中华区效率中心
金属切削基础及刀具应用
---------- ISO代码和 可乐满刀具代码
/1
1
刀片编号规则
/April 20, 2006
2
刀片编号规则
/April 20, 2006
3
刀片编号规则
铣刀片的公差等级比较多, 从精到粗依此排 列有: A, F, C, H, E, G, J, K, L, M, N, U, 而且 公差定义的方法也与车镗ISO刀片不同
/April 20, 2006
9
刀片编号规则
/April 20, 2006
10
刀片编号规则
/April 20, 2006
11
刀片编号规则
4015
/April 20, 2006
12
刀片编号规则
切削参数的选择需参 考CoroKey。 注意: 1、线速度Vc与进给 Fn参数补偿关系表 ; 2、硬度与CMC参考 硬度相同,否则需要 查询修正表;
/April 20, 2006
13
/April 20, 2006
14
刀杆编号规则-外圆
/April 20, 2006
15
刀杆编号规则-外圆
/April 20, 2006
16
刀杆编号规则-外圆
/April 20, 2006
17
刀杆编号规则-外圆
/April 20, 2006
18
刀杆编号规则-外圆