DISCO NBC-ZH刀片总结
DISCO NBC-ZH刀片总结

刀片总结1.刀片的介绍:1.1切割刀片的材料;1.1.1结合剂1.1.2钻石颗粒1.1.3铝架1.2刀片的直径:刀片的直径为2、3、4inch三种,目前切割所使用的为2inch的刀片;2.刀片的构造:2.1钻石颗粒:可分为金刚砂和CBN两种,2.2结合剂:可分为树脂型、金属型和金属电镀型,不同的结合剂应用于不同的加工材质,结合剂的作用是将钻石颗粒组合在一起;2.3刀片集中度:是指钻石颗粒在刀片中所占的比例;2.4刀片露出量和刀片宽度:A(刀片宽度),B(刀片露出量);3.刀片的切割原理:3.1撞击:当工作物属于硬脆的材质,钻石颗粒会以撞击的方式将工作物敲碎,再将将粉末移除;3.2挖除:当工作物属于软的材质,刀片会利用刀口将工作物一点一点地挖除并将粉末移除;3.3自我再生能力:自我再生能力的目的就是为了维持刀片的锋利狀态3.3.1断裂:钻石颗粒在长期的撞击之下,某些钻石颗粒会破裂,并在断裂面形成一些锐角,使刀片能夠继续维持在锋利的狀态。
3.3.2磨耗:切割时,因为摩擦的关系抓住钻石颗粒的结合剂会越來越少,当结合剂少到某一程度,同时在作用力的驱使下,钻石颗粒会自然脱落,而另一颗钻石也会自然显露出來。
4.刀片的型号:目前我司使用的刀片主要有两种,NBC-ZH系列和ZH05系列,两种刀片的参数如下;4.1DISCO NBC-ZH系列刀片技术规格说明:4.1.1特点:4.1.1.1可进行高难度的斜角切割和阶梯切割等切割加工;4.1.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.1.1.3使超薄型切割刀片的装卸使用更方便;4.1.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.1.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3等)、其他材料;4.1.3适用设备:4.1.3.1全自动切割机:6000系列、600系列4.1.3.2半自动切割机:3000系列、300系列、500系列4.2.1特点:4.2.1.1可进行高难度的斜角切割和阶梯切割等切割加工;4.2.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.2.1.3使超薄型切割刀片的装卸使用更方便;4.2.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.2.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3等)、其他材料;4.2.3适用设备:4.2.3.1全自动切割机:6000系列、600系列4.2.3.2半自动切割机:3000系列、300系列、500系列4.2.4技术规格:。
DISCO切割机培训资料

1、当屏幕右下角的刀数到预定的 刀片使用寿命时即须换刀
2、当刀片磨损量到达刀刃极限时 也须换刀(在正常切割画面下按F3, 进入刀片状态信息)
实用文档
24
换刀
3、在主目录下按F5(刀片参数维护),再 按F1(刀片更换)进入更换刀片画面
全自动停止,等待旋转轴上的晶圆退出至料箱(cassette)内,再按F2键--切割停 止,将正在切割的晶圆退出。 ➢ 清洁贴布背面及工作盘上的异物。 ➢ 清洁干净后,按F3键--手动操作,以半自动切割将为切完的部分,切割完成。(半自 动切割必须先切割CH1短边,避免水平校准的偏移。)
❖ 1.贴片时除小手指外,其余四个手指均需要戴指套.
❖ 2.贴片时要让晶圆的切线边与贴台切线边重合.以 保证不让晶元贴偏.
❖ 3.晶元承载台不可以用锐利的物品碰触,防止划伤 晶圆承载台.
❖ 4.贴片时不可以使滚筒滚动太快,且不可用力过大 导致压伤或压迫晶元.
❖ 5.不使用贴片机时最好把盖子盖上.防止异物掉落
实用文档
11
贴片
5、双手小心取出一片晶圆
6、将其小心放置在工作盘上, 先将晶圆底部靠近工作盘的底 线,慢慢放下晶圆,左手不放 开,用右手打开真空开关
实用文档
12
贴片
7、放上铁圈,两个卡口 卡住工作盘上的两个突出 点
8、拉出胶布,先松开,让前 部贴住贴片机的前部;再拉紧 胶布,贴住贴片机后部
实用文档
8、小心取下刀片,并放入盒内
实用文档
27
换刀
9、退出刀片更换画面,再按F2 进入刀片检出装置调整画面, 将刀片破损检出敏感器取下, 用沾水的棉棒将其擦拭,使屏幕显示为 100%
Die Saw Blade
SAW BLADE对比
NBC-ZH 127F-SE 27HCBB 金刚石含量较低 结合剂含量较多 ZHT-481 203O-SE 27HCBB 金刚石含量适中 结合剂含量较少 NBC-ZH 104F-SE 27HDDD 金刚石含量较低 结合剂含量较少 NBC-ZH 204O-SE 27HDDD 金刚石含量适中 结合剂含量较少
DISCO: NBC-ZH 104F-SE 27HDDD NBC-ZH 127F-SE 27HCBB
DISCO BLADE参数资料
我们公司机器型号为DAD3350,选用的为 DISCO的硬刀,系列为:NBC-ZH
Байду номын сангаас
对刀片的了解
金刚砂颗粒尺寸 对于金刚砂颗粒尺寸较小的blade在切割过程中较 容易脱落,这样就容易暴露出锋利的新金刚砂, 如此就能达到较好的切割品质。同时,刀片寿命 也较短。 结合剂 结合剂是直接影响金刚砂颗粒的脱落能力,以露 出新的金刚砂颗粒用于保证在切割过程中的品质。 结合剂越软就越容易使金刚砂颗粒脱落,而刀片 寿命也就越短。
改善后选用的BLADE
现在对于非MOS产品选用的是 DISCO的NBC-ZH 127F-SE 27HCBB DISCO的NBC-ZH 104F-SE 27HDDD主 要用于SDIP12产品。 同时用DISCO的NBC-ZH 127F-SE 27HCBB 也能切割MOS产品。
机器参数
主轴转速
刀速
金刚砂颗粒集中度 金刚砂集中度低的刀片对于刀片被粘附的能 力也会较高,对于切割出来的品质也会较 好,但同样刀片的寿命也较短。 刀片刀刃露出量 刀刃露出量越大那么对于刀片的使用寿命也 就越长。 切割槽宽度 切割槽宽度越窄那么所切割出来的划片槽也 就越窄,对于相同宽度的切割道而言也就 越能保证切割的品质。
加工刀片知识点归纳总结

加工刀片知识点归纳总结一、刀片材料1.高速钢刀片:高速钢刀片是一种用途广泛的工具钢,具有良好的耐磨性和热硬性。
适用于一般的加工工艺,例如车削、铣削、切削、钻削等。
2.硬质合金刀片:硬质合金刀片由金属钨和碳化钴等合金粉末通过粉末冶金工艺制成。
硬质合金刀片具有极高的硬度和耐磨性,适用于高速切削、重切削和精密切削等高难度加工。
3.陶瓷刀片:陶瓷刀片由氧化锆、氧化铝、碳化硅等陶瓷材料制成,具有超高硬度和优异的耐磨性,适用于高速、高温、高硬度材料的切削加工。
4.金刚石刀片:金刚石刀片具有极高的硬度和热导性,适用于加工硬脆材料,如石英、玻璃、陶瓷等。
5.立铁镍基刀片:立铁镍基刀片由立铁和镍基合金制成,具有出色的耐高温性和耐腐蚀性,适用于加工高温合金、高硬度耐热合金等材料。
6.多晶金刚石刀片:多晶金刚石刀片具有高硬度、高导热性和耐磨性,适用于高速加工铝、铜、塑料等材料。
二、刀片几何形状1.刀片角度:刀片的切削角度对于切削作用影响非常大,一般包括前角、后角、刃后角、主偏角、副偏角等。
2.刀片形状:刀片的形状影响着切削表面的质量和加工效率,主要包括平面刀片、圆弧刀片、斜面刀片、倒角刀片等。
3.刀片刃形:刀片的刃形决定了切屑的形态和加工结果,一般包括主刃、侧刃、前角、后角等。
4.刀片刃尖:刀片的刃尖质量和形状对于切削作用非常重要,在切削过程中直接接触工件,直接影响加工表面的质量。
5.刀片刃长:刀片的刃长影响着切削的稳定性和切削力的分布,一般包括刃长、刃宽、刃厚等参数。
三、刀片的热处理1.淬火:通过加热至临界温度后迅速冷却,使刀片的结构发生相变并获得高硬度。
2.回火:通过加热至一定温度后冷却,调整刀片的组织结构,提高韧性和耐磨性。
3.脱碳:在高温条件下,使刀片表面碳元素被氧化剥离,降低表面硬度和增加表面韧性。
4.氮化:在刀片表面渗氮处理,提高刀片的硬度和耐磨性。
5.表面涂层:在刀片表面涂覆涂层,用于降低刀片摩擦、提高耐磨性和延长刀片使用寿命。
DISCO公司产品系列介绍
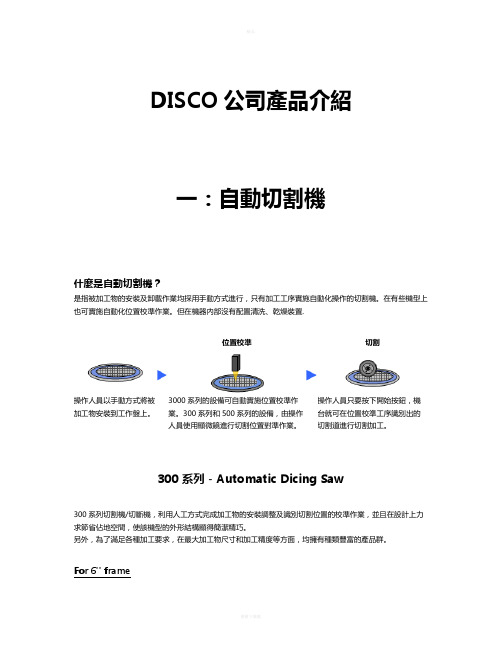
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
硬质合金刀片制造工艺与设备。要点

专业:机械制造及其自动化班级:机制(3)班姓名:XXX时间:2014/7/3目录摘要…………………………………………1. 关键字………………………………………2. 前言…………………………………………3.1 硬质合金的概述1.1 硬质合金1.2 市场概况2 硬质合金的生产工艺2.1 生产原料2.2工艺流程2.3 加工种类2.4 加工种类优缺点对比3 硬质合金性能及其与使用关系3.1 硬度3.2 抗弯刚度3.3 冲击韧性3.4 耐磨性3.5 抗压强度3.6 导热率3.7 线胀系数4 硬质合金的种类及其用途4.1 硬质合金的种类4.2 各种牌号硬质合金的用途5 硬质合金的加工设备5.1 球磨机5.2 制粒设备5.3 自动压机5.4 单体真空脱蜡烧结炉6 国外硬质合金6.1 瑞典6.2 美国6.3 日本6.4 以色列小结…………………………………………... 参考资料……………………………………... 致谢…………………………………………...摘要:硬质合金石由难熔金属的碳化物以铁族金属钴或镍作胶结金属,用粉末冶金方法制造的合金材料。
由于硬质合金具有高硬度、耐磨损、耐腐蚀、耐高温和线胀系数小一系列优点,在现代工业生产中,已成为金属加工、矿山开采、石油钻探,国防军工等不可缺少的重要工具材料。
关键字:硬质合金性能工艺设备前言硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”,并且未来高新技术武器装备制造、尖端科学技术的进步以及核能源的快速发展,将大力提高对高技术含量和高质量稳定性的硬质合金产品的需求。
随着国民经济的迅速增长,硬质合金的需求也高速增长。
因此研究并了解硬质合金是十分有意义的事情。
1 硬质合金的概述1.1 硬质合金由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。
硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
disco 电铸轮毂型切割刀片 nbc-zh系列 产品说明
NBC-ZH 系列擁有優越的研削性能及較長的使用壽命,可有效提高生產效率及加工品質迪思科公司以其獨特的技術開發出了輪轂型切割刀片「NBC-ZH 」系列。
通過採用高性能超薄金剛石(鑽石)刃與鋁合金法蘭盤的一體化結構,不但提高了加工效率而且獲得了穩定的加工品質。
並借助迪思科公司豐富的應用加工技術,在切割加工硅(矽)晶圓及以GaAs 為代表的化合物半導體晶圓時,能夠獲得優越的加工品質。
● 可進行高難度的倒角切割和階梯切割加工●多尺寸磨粒與各種結合劑的有機結合,可滿足用另不同的加工需求● 使超薄型切割刀片的裝卸作業更方便●由於提高了操作便利性,可大幅度縮短切割刀片交換及設備維護所需要的時間●環保型的PP (聚丙稀)包裝NBC -ZH Electroformed Bond Blades with HUBSERIES向最高加工品質挑戰的高性能輪轂型切割刀片通知本公司,另外在初次訂購時,本公司銷售窗口會根據不同加工要求,協助用戶選擇最適合的產品,屆時請一併提供研削材料、尺寸、形狀、所用設備(裝置)及其他相關加工條件等資料。
為了改進產品,本公司可能在未通知用戶的情況下,就對產品規格進行變更,因此請仔細核對規格後再下訂單。
本公司的所有產品都已加入產品賠償責任保險。
2-13-11 143-8580Phone:81-3-4590-1000 Fax:81-3-4590-1001 www.disco.co.jp● 請使用安全擋板(包括噴嘴外殼或外蓋)。
● 在使用注有限制旋轉數的精密加工治具時,請不要超出其規定的旋轉數範圍。
● 在安裝精密加工治具時,請遵照設備(裝置)使用說明書的規定,正確地進行安裝。
● 請不要使精密加工治具掉落在地上,或發生碰撞。
● 在每次使用精密加工治具前必須先進行檢查,如果有缺口或其他破損,請停止使用。
● 在開始使用前,請先仔細閱讀相關設備(裝置)的使用說明書。
● 請不要使用經過改裝的設備(裝置)。
DISCO切割机培训资料汇总
UV照射
按住锁定按钮向后推开盖子
将须照射的工件表面朝上放入照射室
按START进行照射
18
首件检查:
将要检查之晶圆放置工具显微镜平台上。 使用物镜倍率50倍检视,并调整焦距至清楚为止。 将平台移到屏幕显示晶圆最左边的短边切割道。 按照首检规格依次检查,并记录数值于割片外观检查表 用黑色抗静电镊子,夹起1颗晶片,将晶片电路朝向自己,调整晶 片水平,量测晶片两侧垂直面,不可大于5μm,结果记录于割片外观 检查表 垂直面量测完毕后,再检查晶片底部(背面),崩碎范围不可大于 100μm,结果记录于割片外观检查表。
总气阀
( 机 器 后 部 )
电源控制开关
5
纯 水 流 量 表
CUTTING BLADE 冷却刀具用水 WATER SHOWER 喷在刀刃上,清洗刀刃 WASHING SPRAY 清洗晶圆用水 WATER SPRAY 清洗晶元用水
( 位 于 机 台 正 左 方 )
6
B、键盘讲解:
SET UP:测高快捷键 DEVICE DATA:调出参数快捷键 AUX:不用 NEW CST:按下后使料盒从第一个第一格开始取料 S/T VAC:清洗盘真空压力开/关 SYS INIT:系统初始化 CUT WATER:切割水开/关 SPNDL:转轴开/关 C/T VAC:切割盘真空压力开/关 ZEM:转轴紧急抬起按钮 INDEX:索引 SCR INDEX:SCR索引 SHIFT:键盘切换
41
F、其他注意事项
36
异常处理
3、切痕检查:切割位置偏移
*消除警报 *利用Y键调节到正确的切割位置 *按F10键切割位置调整 *按START再切割一刀 *利用F4刀痕参数中的F5刀痕检查 *确认无误后方可继续切割
DISCONBC-ZH刀片总结
刀片总结1•刀片的介绍:1.1切割刀片的材料;1.1.1结合剂1.1.2钻石颗粒1.1.3铝架1.2刀片的直径:刀片的直径为2、3、4inch三种,目前切割所使用的为2inch的刀片;2.刀片的构造:2.1钻石颗粒:可分为金刚砂和CBN两种,2.2结合剂:可分为树脂型、金属型和金属电镀型,不同的结合剂应用于不同的加工材质,结合剂的作用是将钻石颗粒组合在一起;2.3刀片集中度:是指钻石颗粒在刀片中所占的比例;2.4刀片露出量和刀片宽度:A(刀片宽度),B(刀片露出量);ilub SideaJ~ \A - Blade Thkkness \B = Blade Expusure \Top Side3.刀片的切割原理:3.1撞击:当工作物属于硬脆的材质,钻石颗粒会以撞击的方式将工作物敲碎,再将将粉末移除;3.2挖除:当工作物属于软的材质,刀片会利用刀口将工作物一点一点地挖除并将粉末移除;3.3自我再生能力:自我再生能力的目的就是为了维持刀片的锋利狀态3.3.1断裂:钻石颗粒在长期的撞击之下,某些钻石颗粒会破裂,并在断裂面形成一些锐角,使刀片能夠继续维持在锋利的狀态。
3.3.2磨耗:切割时,因为摩擦的关系抓住钻石颗粒的结合剂会越來越少,当结合剂少到某一程度,同时在作用力的驱使下,钻石颗粒会自然脱落,而另一颗钻石也会自然显露出來。
4.刀片的型号:目前我司使用的刀片主要有两种,NBC-ZH系列和ZH05系列,两种刀片的参数如下;4.1 DISCO NBC-ZH系列刀片技术规格说明:4.1.1特点:4.1.1.1可进行高难度的斜角切割和阶梯切割等切割加工;4.1.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.1.1.3使超薄型切割刀片的装卸使用更方便;4.1.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.1.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3 等)、其他材料;4.1.3适用设备:4.1.3.1全自动切割机:6000系列、600系列4.1.3.2半自动切割机:3000系列、300系列、500系列4.1.4技术规格4.2 DISCO ZH05系列刀片技术规格说明:4.2.1特点:421.1可进行高难度的斜角切割和阶梯切割等切割加工;4.2.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;4.2.1.3使超薄型切割刀片的装卸使用更方便;4.2.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时间;4.2.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO3 等)、其他材料;4.2.3适用设备:4.2.3.1全自动切割机:6000系列、600系列4.2.3.2半自动切割机:3000系列、300系列、500系列4.2.4技术规格:【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】。
日本Disco 陶瓷系列锯刀介绍
高負荷、難切削材料加工用(藍寶石、水晶、深槽加工等)
VC200 修邊加工用(矽)
加工對象 氮化矽(Si3N4)、 碳化矽(SiC)、 水晶、 藍寶石、 其他材料
技術規格
結合劑˞1
VC100 VC200
特殊規格
外徑˞1
厚度˞1
內徑
VT07- SD 400 - VC100 - 75 - A**** 54 ʷ 0.2 A3 ʷ 40 - L
ɾ 為了改進產品, 本公司可能在未通知用戶的情況下, 就對產品規 格進行變更,因此請仔細核對規格後再下訂單。
本公司的所有產品都已加入產品賠償責任保險。
為了安全使用本公司的各種產品 為了預防發生因研削磨輪、切割刀片 ( 以下通稱精密加工治具 )的破損而造成的各種事故和人身傷害,請嚴格遵守下列各注意事項。
Blade size
ɿ58 x 1 x 40 mm
Feed rate
ɿ5 degree/s
Depth
ɿ0.5mm into Si wafer
Spindle revolution ɿVitrified bondɹ20,000 min-1
Resin/Metal bondɹ30,000 min-1
使用時的注意事項 陶瓷結合劑的特性與現有結合劑相異, 在使用時請注意如 下事項。 1.刀片不具有導電性,不能進行接觸式測高設定。 2.請不要在過高轉速下使用,以防刀片破損。
ʢmmʣ
˞1 根據粒徑不同的標準對應範圍
ʢmmʣ
結合劑 外徑
VC100
50.0117.0
顆粒大小
#280 #320 #340 #360 #400 - #800
厚度
磨粒種類
0.200 - 0.250 - 0.300 - 0.400 - 1.01 0.249 0.299 0.399 1.0 5.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀片总结
1.刀片的介绍:
切割刀片的材料;
1.1.1结合剂
1.1.2钻石颗粒
1.1.3铝架
刀片的直径:
刀片的直径为2、3、4inch三种,目前切割所使用的为2inch的刀片;
2.刀片的构造:
钻石颗粒:可分为金刚砂和CBN两种,
结合剂:可分为树脂型、金属型和金属电镀型,不同的结合剂应用于不同的加工材质,结合剂的作用是将钻石颗粒组合在一起;
刀片集中度:是指钻石颗粒在刀片中所占的比例;
刀片露出量和刀片宽度:A(刀片宽度),B(刀片露出量);
3.刀片的切割原理:
撞击:当工作物属于硬脆的材质,钻石颗粒会以撞击的方式将工作物敲碎,再将将粉末移除;
挖除:当工作物属于软的材质,刀片会利用刀口将工作物一点一点地挖除并将粉末移除;
自我再生能力:自我再生能力的目的就是为了维持刀片的锋利状态
3.3.1断裂:钻石颗粒在长期的撞击之下,某些钻石颗粒会破裂,并在断裂面形
成一些锐角,使刀片能够继续维持在锋利的状态。
3.3.2磨耗:切割时,因为摩擦的关系抓住钻石颗粒的结合剂会越来越少,当结
合剂少到某一程度,同时在作用力的驱使下,钻石颗粒会自然脱落,而另一颗钻石也会自然显露出来。
4.刀片的型号:目前我司使用的刀片主要有两种,NBC-ZH系列和ZH05系列,两种刀片的参数如下;
DISCO NBC-ZH系列刀片技术规格说明:
4.1.1特点:
4.1.1.1可进行高难度的斜角切割和阶梯切割等切割加工;
4.1.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;
4.1.1.3使超薄型切割刀片的装卸使用更方便;
4.1.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时
间;
4.1.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO
3等)、其他材料;
4.1.3适用设备:
4.1.3.1全自动切割机:6000系列、600系列
4.1.3.2半自动切割机:3000系列、300系列、500系列
4.2.1特点:
4.2.1.1可进行高难度的斜角切割和阶梯切割等切割加工;
4.2.1.2多尺寸磨粒与各种结合剂的有机结合,能够满足用户不同的加工需求;
4.2.1.3使超薄型切割刀片的装卸使用更方便;
4.2.1.4由于提高了操作便利性,可大幅度缩短刀片交换及设备维护所需要的时
间;
4.2.2加工对象:硅晶片、半导体化合物晶片(GaAs等)、氧化物晶片(LiTaO
3等)、其他材料;
4.2.3适用设备:
4.2.3.1全自动切割机:6000系列、600系列
4.2.3.2半自动切割机:3000系列、300系列、500系列
4.2.4技术规格:。