发动机装配生产工艺流程图
1E36F汽油机装配工艺流程

4压住缸体,转动曲轴,活塞上下转动灵活
检查缸垫,注意是否有断环划伤扭距检查为5~6N.M
注意断环固定螺丝前活塞环在缸体中间位置
磁电机飞轮(转子)
M8螺母
1
1
1磁电机应在专用设备上试火
3×4×13半圆键应符合要求
组装磁电机飞轮
1用铜锤敲入曲轴前端
2飞轮(转子)对准键槽推入
序号
零件名称
数量
工序自检
工艺过程
组装工艺
工序检查
注意事项
前半曲轴箱
1
1塞规检查中Φ35孔
2检查轴承空深度10.5±0.1
3箱体配对后螺孔及缸体面是否平整
箱体标记配对
1加热温度180~2000C之间,保温20分钟
缸体平面是否平整
1加热温度不能超1800C防变形
2加热前大小箱配好尺寸,做好标记
后半曲轴箱
油封15257
油封12227
1
1
1密封是否残缺
2检查弹簧是否弹力大小
1浸油封
2下油封
1油封先用汽油机浸泡至少两个小时(第一道工序即可浸泡)
2将汽油机插入孔紧上,油封放平,用专用工具敲入
3油封应低入箱沿少许
1油封深度
2是否平整
1油封中是否有倒角
2不许啃下胶皮
活塞
活塞销
滚针轴承
1
1
1
1活塞A顶端直径
B裙部直径
1
1塞规检查中Φ32孔
2检查轴承空深度8.5±0.1
3箱体配对后螺孔及缸体面是否平整
箱体标记配对
1加热温度180~2000C之间,保温20分钟
前后箱是否干涉
6202P5轴承
汽车发动机装配工艺卡

正时皮带罩
水泵 水泵螺栓 曲轴皮带轮 曲轴皮带轮螺栓 气门室盖 气门室盖螺栓
14
安装气门室盖、垫片和螺栓,再安装加油盖
装配名 称
正时皮带轮组和气门室盖的安装
关键项
13
1
10701
加油盖
工艺编号
发动机装配工艺卡 共 7 页
工序号
1 2 3
第 7 页
工具和设备
操作内容
安装机油标尺和导管,并用螺栓上紧 安装发电机支架,并用螺栓上紧 安装发动机其它附件
10402
10403 10404 10405 10406 10407 10408
轴承盖螺栓
双头螺柱 凸轮轴 定位油封 锁紧垫圈 止推凸缘 隔圈
装配名 称
凸轮轴的安装
工艺编号
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 将机油泵总成对应曲轴外伸端安装,再安装螺栓,并上紧 翻转发动机180°,使曲轴那面朝上 套筒
关键项
工艺编号
发动机装配工艺卡
共 7 页
工序号 操作内容 将连杆衬套压入连杆小头,再组装活塞与连杆,将活塞销推 入活 塞一端的销孔内后,继续将活塞销推入连杆衬套,使活塞 销端面与卡环槽的端面平齐后再装卡环,注意活塞与连杆的方 向 安装活塞环,顺序是先装油环,最后装第一道气环,检查环 在环槽是否转动灵活并加润滑油,并用塞尺检查活塞环间隙 转动曲轴,使1缸位于压缩行程上止点 将气缸壁,连杆轴颈等部位涂以润滑油,然后弄清活塞,连 杆,连杆盖上的标记是否一致,先安装连杆上轴瓦,再用活塞 环夹夹紧活塞环,用手锤木柄轻敲活塞顶,将活塞推入气缸, 一人在曲轴箱方向用手接住连杆大头套入连杆轴颈,注意活塞 环的方向,先安装2,3缸,再转动曲轴180°后安装1,4缸 盖上连杆盖和轴瓦,注意连杆盖的记号和方向,有调整垫片 时,不要放斜,不可漏装
AVL发动机装配过程图解.
AVL 发动机产品装配图解 1.6CBR.VVT1.6CBR.VVT发动机外型图(五:1.6CBR.VVT发动机外型图(六: 酷!发动机装配发动机装配主要由以下几部分组成: 一、活塞连杆装配;二、发动机短发装配;三、气缸盖总成装配;四、发动机总成装配;五、附件装配和选装件装配等。
一、短发动机总成装配——1.6CBR VVT • 发动机短发主要由以下几部分组成: 1、缸体+框架; 2、曲柄连杆机构; 3、机油收集器总成; 4、油底壳总成;5 、水泵、机油泵、曲轴前后油封、水道和油道及相应的丝堵和碗型塞等附件。
1、缸体本体图缸体上平面左侧面(从后向前看缸体左面水套孔缸体左面机油滤清器安装面缸体前端面缸体后端面后油封安装孔水泵安装处缸体前端面回油道碗型塞孔机油泵及前油封安装座孔缸体前端面主油道_装丝堵缸体后端面曲轴箱平衡空__闷头缸体后端面主油道_装丝堵7、进气管分总成装配(7) .节流阀体总成的安装:进气管上节流阀体总成安装孔进气管和节流阀体合装将节流阀体按图所示,装在进气管上,装上四只螺栓并拧紧到10Nm 节流阀体总成进气管总成在发动机上的装配8、缸体与缸盖合装 1、检查缸盖总成下平面有无磕碰伤及缺件现象,并清洁下表面; 2、检查汽缸盖垫片,并将其装在缸体上平面的定位销上(注意垫片较厚的一层在上层,有字的一面向上; 3、将检查完毕的缸盖总成通过2只定位销装在缸体上。
4、装上机油收集器座垫片和机油收集器座,拧紧固定螺栓。
检查缸盖下平面有无磕碰及杂物机油收集器座垫片气缸盖垫片(两层,较厚一层在上)气缸盖垫片在缸体上的安装—有字一面向上。
机油收集器气缸盖定位圆柱销8x10-2只9、拧紧缸盖螺栓 1、装上缸盖螺栓和螺栓垫片。
2、按规定要求分步拧紧气缸盖螺栓; 3、拧紧顺序按下图有1~10,或用拧紧机同步拧紧; 4 气缸盖螺栓及垫片 M10x1.5-10只进气侧 10 9 6 5 1 2 排气侧 3 4 7 8 前端后端气缸盖螺栓及垫片10、节温器总成分装节温器壳的分装 1、节温器管接头分装:用松香水清洁待安装孔和接头,在接头上涂一圈乐泰648胶,用夹具固定壳体后用手工工具或压床将管节头压到位. 2、将节温器装在节温器壳内,盖上节温器上盖,装上固定螺栓并拧紧到10Nm。
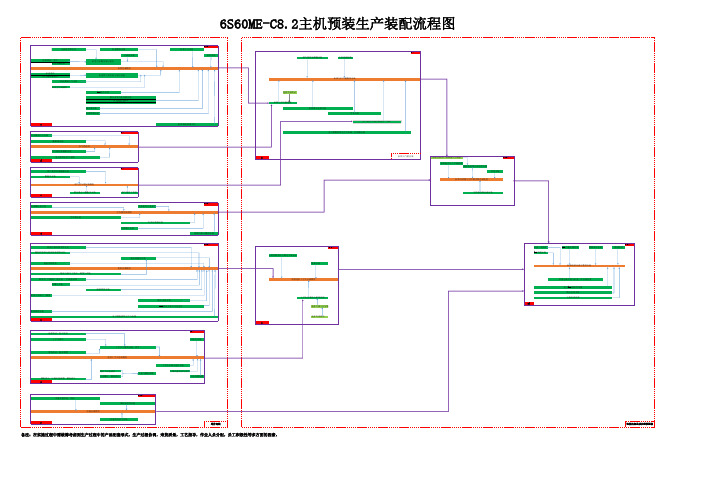
MAN ME-C大型低速柴油机预装生产装配流程图
5.5天
连杆清洁,竖立地坑 十字头清洁
滑块清洁,配对测量
侧板清洁,压缩比垫测量,螺柱清洁 6
十字头与滑块安装、找平
5天 回油包安装
连杆十字头总成模块
连杆下瓦盖清洁 瓦盖螺柱、螺母清洁
瓦盖与螺柱种紧
十字头总成与连杆安装 上轴瓦盖清洁与安装 天地间隙测量
6天
排气集管支撑腿安装
主启动阀安装
连接平面清洁 缸体与扫气箱连接
HPS与蓄压器管系
整机吊具安装
缸体机架总成完整性安装
活塞总成吊装与缸盖二次安装拉紧
电工ECP面板等布线 路台支架安装 主机外表补漆
12
3.5天 整机清洁
缸体机架总成完整性组装
零件部装
备注:在实施过程中需统筹考虑到生产过程中的产品配套形式,生产过程协调,来货质量,工艺指导,作业人员分配,员工积极性等多方面的因素。
油拉管清洁,填料函尺寸测量
1.5天
缸体起吊与下平面清洁 填料函封板与油拉管安装
管系安装
缸体扫清箱与空冷器壳体总成连接
空冷器壳体总成安装
缸盖一次拆卸 ECP面板安装
缸体与扫气箱模块总成
缸体路台支架安装
管系安装 排气集管与增压器定位,拆卸
电工槽板烧焊定位与布线,控制箱安装
8
缸体扫气箱总成
机架导板清洁与固定工装安装
2.5天 链条安装
机架连杆十字头总成模块
十字头总成吊入机架内部 连杆大端上瓦安装
连杆外表清洁 9
活塞开箱吊运、清洁
3.5天 填料函组件安装
活塞总成模块
活塞环清洁与安装 7
1
安全阀泵压与安装 翻板阀安装 扫气箱总成 扫气箱内部踏板安装 电工烧焊定位与布线
汽车整车装配-发动机总成的装配

3、安装开口销及六角开槽螺母,如图(c)所示,用电动拧紧机将螺母拧紧,扭矩大小为35±3Nm。 4、将转向管柱下轴节叉套入转向器输入轴上,并紧固螺栓,如图(d)所示。
(c)安装开口销及六角开槽螺母 (d)将转向管柱下轴节叉套入转向器输入轴上
七、动力总成装配 1、将动力总成装配台移动置车辆发动机舱,调整动力总成位置,举升动力总成使副车架、放入车身连接点,变速器支点放入左悬置支架内。如图(a)所示。
1-转向器总成; 2-六角开槽锁紧螺母(2颗); 3-开口销(2颗); 4-六角头螺栓、弹簧垫圈和平垫圈组合件(4颗) 机械转向器的结构示意图
转向器的装配步骤为: 1、将转向器与前副车架总成连接,如图(a)所示。 2、将转向器左、右外拉杆总成从转向节安装孔中同时插入,如图(b)所示;
(a) 转向器与副车架连接 (b)转向器外拉杆与转向节装配
(d) 动力总成合装固定点III (e) 动力总成合装固定点IV
THANKS
END
YourName
@YourName
驱动轴总成(左)
驱动轴总成(右)
六角法兰面螺栓
锁紧螺母
锁紧螺母
驱动轴结构示意图
装配步骤如下: 去掉变速箱上的防尘堵盖,将驱动轴装配护套装配到变速箱的驱动轴装配孔中,然后将驱动轴总成插入到变速箱传动轴孔中,如图(a)所示,并将传动轴放平,旋入变速箱中。驱动轴端部装配后,取下传动轴装配护套。如图(b)所示。传动轴装配护套保证传动轴头部不接触到油封唇边。
动力总成与车身合装示意图
二、发动机和变速器装配 首先将变速器与发动机对正,然后用9颗螺栓连接和固定安装发动机缸体与变速器壳体连接,如图所示。
固定螺栓位置示意图
发动机和变速器安装完成
AVL发动机装配过程图解

2、框架及曲轴本体图
框架下平面
油道_机油收集器 出口_机油泵
定位销6只(5只在 进气侧瓦盖上.一 只在排气侧瓦盖
上
框架上平面
框架螺栓 孔
主
轴
主轴承盖
承
盖
螺
栓
孔
框架回油 孔
定位销孔2只(5只在进气 侧瓦盖上.一只在排气侧瓦
盖上
油道-机油泵出油口至油 底壳
油道_从油底壳油 道至机油滤清器
曲轴(1.6L)
10、装活塞连杆总成:给活塞环槽上加注发动机油后转动活塞环几圈,注意环口的位置要与上面所述相同。给缸孔及曲轴 连杆颈、连杆上、下瓦分别加上发动机机油,通过导向筒将活塞连杆总成装在缸孔内,装配时注意活塞顶部的朝前标 记及连杆的缸号与缸孔一一对应,且连杆的缸号朝向排气侧。装上连杆盖,按要求拧紧连杆;螺栓(25NM+顺时针旋转 90度)。(注意:活塞环安装前需分别测量活塞,销,两只卡环的重量及第一道,第二道,组合油环的重量,连杆重量,并且要 测量第一道和第二道环在缸孔中的开口间隙)。测量连杆的轴向间隙(~~0.22mm)。
活塞铸 铝
对各零件秤重
活塞连杆 总成(四 套)
11、活塞连杆分装(2)
活塞环开口间隙的测量: 1、将活塞还装在缸桶内(图1); 2、用活塞顶部将缸桶内的环保持在同一平面上; 3、用厚薄规测量开口间隙并记录相关数据;
用活塞顶部将缸桶 内的环保持在同一
平面上
用厚薄 规测量 开口间
隙
装在缸桶内 的活塞环
主轴承盖螺栓
定位销
6、分步拧紧轴承盖螺栓
1、拧紧主轴承盖螺栓:用气动扳手初步将各螺栓 拧紧到位,用定纽矩扳手将主轴承盖螺栓按规 定拧第一步力矩,再用转角扳手将主轴承盖螺 栓拧到规定要求(参见力矩表)。
发动机装配工艺流程
发动机装配工艺流程一、零部件准备1.零部件提供商将各个零部件按照规定的零部件清单进行分类。
2.对每个零部件进行清洗、涂油等处理,以保证零部件的表面光洁度和防锈性能。
3.对每个零部件进行检查,检查各项指标是否符合要求,如尺寸、硬度、表面平整度等。
二、零部件检查1.对各个零部件进行检验,检查是否存在缺陷、损坏或变形等问题。
2.检查各个零部件的标识是否清晰可辨认,以便正确组装。
3.对零部件进行测量,检查尺寸是否符合要求。
三、零部件组装1.按照发动机设计图纸和装配工艺指导书的要求,将各个零部件按照一定的顺序进行组装。
2.对组装过程中的关键零部件进行防锈处理和密封处理,以确保零部件的质量和使用寿命。
3.在组装过程中,注意对各个零部件的拧紧力度、配合间隙等参数的控制,以确保组装的精度和可靠性。
四、功能测试1.在发动机组装完成后,进行功能测试,检查发动机各个系统的工作情况。
2.进行燃烧测试,检查燃烧系统的工作状态是否正常。
3.进行排放测试,检查发动机的排放水平是否符合环保要求。
4.进行扭矩测试,检查发动机的动力输出是否达到设计要求。
五、调试和调整1.针对测试中出现的问题,进行调试和调整,以修复故障和提升性能。
2.对测试中可能影响发动机性能的因素进行调整,如燃油供给量、点火时机、气门正时等。
3.调整发动机运行参数,以实现最佳工作状态和性能。
六、质量检验1.对完成的发动机进行全面的质量检验,检查各项技术指标是否符合要求。
2.检验发动机的外观质量,检查颜色、表面涂装、细节工艺等。
3.检验发动机运行情况,包括启动、怠速、加速等,以确保发动机的正常工作。
七、产品包装1.对合格的发动机进行包装,采用防震、防潮、防尘的包装材料。
2.在包装上标注相关信息,如型号、序列号、生产日期等。
3.进行涂胶封口,确保包装的完整性和防盗性。
以上是一个发动机装配工艺流程的示例,不同类型的发动机和生产工艺会有一定的差异,具体的工艺流程还需根据实际情况和产品要求进行调整。
发动机装配线工艺PDF(原创)

21
1 2 3
装安轮飞及壳底油●
24/61
装安罩右左带皮 畅顺运转�圈型O缺不 装安泵水 装安架支悬前右 针时逆为向方紧拧栓螺旋左 反装无片垫 装安轮齿时正轴曲 装安轮齿轴衡平 装安轮紧张时正 KO度角紧拧 洁清面触接 反装无片垫、装漏无阀油机 点要质品 定指 别特 02 91 81 81 71 61
重
81
5
71
61
称名件零
.oN
艺工线装分体缸●
意注切密需亦级等径 直的塞活和向方、级等量重的杆连但�测检和装压的环卡是序工键关
线装分杆连塞活
确正向方口开环塞活 确正级等瓦轴 装漏、多无环卡 装漏、多无环卡 动转可塞活 配匹孔缸与级等塞活 同相级等量重杆连 点要质品 定指 别特 入插成总杆连塞活 装安瓦轴杆连 测检环卡塞活 机测检环卡 机装压环卡 机 装压销塞活 33 23 13 03 92 82 72 型 类 备设 . oN
81 71 61 51
重 重
装压片锁气排 装安簧弹外内门气 漏测室烧燃 装安门气排进 装安封油门气气进 装安封油门气气排 测检座下簧弹 装安座下簧弹 解分盖轴轮凸 线上盖缸
件 组 门 气
重
定指 别特
称名序工
艺工线装分盖缸●
24/8
时工约节 �动移盘托前动推盘托后是 且而�盘托+道滚动手用采
轻量重盖缸
重
装压环卡 装压销塞活 取选塞活 解分盖杆连 称名序工
环油 环气2第 �环气1第�环顶 环塞活 瓦轴杆连 销塞活 环卡 栓螺杆连 套衬 成总杆连
01 9 8 7 6 5 4 3 2 1 01 9 8 7 5 4 级等塞活 6 3 2 1
72 82 92 03 13 33 23