数控专业毕业设计图纸
数控专业毕业设计图纸

数控毕业设计课题图纸设计题目1 图纸x 343235R1 I处30 . 000-5φ30.050-2.83φ30.000-3φ30. 3060- φ3φI处放大y=a*sin〔x〕g62 73M361022.524.541I处339183167.5R2.545#调质HRC25~35M33x2-6g大径32.962~32.682件1与件2协作加权评分螺纹以顶径、牙型或两件协作为考评依据件1I处放大y=a*sin(x)R29 4) H6R27363057 63 -229 73 34 540 .0 5φφx3 ( M φφφφ0-φφII处放大R1500.312 5 1224 25.25613.5 II处件 214.94R4 R4(9.29)30. 579 000- φφφ5φ30.0+003φ2530. 18090- φφ4φ件3与件1协作加权评分3.5 1022.530设计题目2 图纸〔三件配〕-设计题目3 图纸材料:45#调质材料:45#调质设计题目4 图纸椭圆段 长轴120,短轴90R8R100 8φ 7φ 2 08φ24° 5.19φ7φ25°8 7φ55550 67.548 28R1 156.5771材料:45# 调质处理设计题目 5 图纸φ0.025 A-B 24±0.02 0.8R1 R31.6 抛物线: X 2 =10ZR3R50+80-30.0 93 3 1.60 0 4 φφ 6-+ 5.0 .0 0 0 3 23φ 61 82 8 φR2φ φ 4φ 0 4 φ 0+ 84- φ201.6R10 3X2R10R1022±0.1AB101520 3 830±0.03 40±0.05104±0.05材料:45# 调质设计题目 6 图纸A 2 : 1 AR41×45°45°4R5 30°1.5 0.5×45°R 803 φ 2φ4.5 4φ5.2 01 1φφ11317R21.52.52.51.52 6 3.53.5 4551045材料:45# 调质处理设计题目 7 图纸3.2铣削类零件的数控加工工艺设计及程序设计主要内容:1、编制生产类型为小批生产的铣削类零件的数控加工工艺。
毕业设计-典型零件的数控铣削加工
系 别: 机 械 工 程 系 专 业: 数 控 班 级: 0 9 1 2 姓 名: 学 号: 20 指导教师: 聂 老 师前言本次毕业设计是为了让我们更清楚地理解怎样确定零件的加工方案,为我们即将走上工作岗位的毕业生打基础,最后,让我们在数控机床上加工出该零件达到图纸要求。
数控技术的广泛应用给传统的制造业的生产方式,产品结构带来了深刻的变化。
也给传统的机械,机电专业的人才带来新的机遇和挑战。
随着我国综合国力的进一步加强和加入世贸组织。
我国经济全面与国际接轨,并逐步成为全球制造中心,我国企业广泛应用现代化数控技术参与国际竞争。
数控技术是制造实现自动化,集成化的基础,是提高产品质量,提高劳动生产率不可少的物资手段。
毕业设计让我们毕业生更好的熟悉典型零件的加工工艺,学会分析零件,并进行零件的加工,最终完成一个合格的零件,为走上工作岗位打下基础。
目录一、任务内容 (3)二、任务技术要求 (4)三、汇总相关专业知识点 (4)1.数控铣削加工特点 (4)2.确定加工路线时应遵守以下原则 (4)3.尺寸精度的影响因素 (5)4.形位精度的影响因素 (5)5.薄壁零件铣削 (6)6.零件几何尺寸的处理方法 (6)7.刀具半径补偿修调 (7)8.顺铣与逆铣的选择 (7)9.切削用量的确定 (8)10.精加工余量的确定 (10)11.确定刀具切入切出路线 (10)12.任意角度倒角和倒圆 (11)13.确定最短加工路线 (12)14.合理选用切削液 (14)15.机用虎钳的找正及安装 (14)16.试切对刀 (15)四、典型零件加工工艺,程序编制及加工 (18)1.设备及工具选用 (18)2.零件图纸分析 (20)3.零件的加工工艺分析 (21)4.零件的装夹方案确定 (21)5.零件加工所用刀具及切削用量选用 (22)6.工件原点及零件几何要素确定 (22)7.制定数控加工工艺卡片及刀具卡片 (23)8.数控加工程序编制 (24)9.试切加工及注意事项 (29)结束语 (31)致谢 (32)参考文献 (33)一、任务内容试在数控铣床上完成如图5-1所示工件的编程与加工(已知材料为45#钢,毛坯尺寸为78×78×20±0.03㎜)。
数控专业毕业设计

前言随着科学技术飞速发展和经济竞争的日趋激烈,机械产品的更新速度越来越快,数控加工技术作为先进生产力的代表,在机械及相关行业领域发挥着重要的作用,机械制造的竞争,其实质是数控技术的竞争。
本次设计就是进行数控加工工艺设计织机导板零件,侧重于设计该零件的数控加工夹具,主要设计内容有:完成该零件的工艺规程(包括工艺过程卡、工序卡和数控刀具卡)和主要工序的工装设计。
并绘制零件图、夹具图。
用G代码编制该零件的数控加工程序,在则学习计算机辅助工艺设计(CAPP)相关知识,并编制其构架。
限于编者的水平有限,对书中的不妥之处,敬请读者批评指正。
第一章 工艺设计说明书1.零件图工艺性分析如图1.1所示零件图,其生产规模为中批量生产,试根据零件图分析其加工工艺。
图1.1 轴套零件图1.1零件图的完整性和正确性经审查,该零件视图准确、完整,表达直观清晰,符合国家标准,尺寸、公差以及技术要求的标注齐全、合理。
1.2零件技术要求分析零件的技术要求主要包括尺寸精度、形状精度、位置精度、表面粗糙度要求等,这些技术要求应当是能够保证零件使用性能前提下的极限值。
进行零件技术要求分析,主要是分析这些技术要求的合理性,以及实现的可能性,重点分析重要表面和部位的加工精度和技术要求,为制定合理的加工方案做好准备。
同时通过分析以确定技术要求是否过于严格,因为过高的精度和过小的表面粗糙度要求会使工艺过程变得复杂,加工难度大,增加不必要的成本。
该零件的尺寸精度要求有:¢93142.0120.0++精度等级为IT6、¢106142.0120.0++精度等级为IT6、¢107034.0012.0++精度等级为IT6、¢110034.0012.0++精度等级IT6、¢123039.0014.0++精度等级为IT6,其余精度等级为IT10;形状精度有:¢107G6的圆跳动为0.03mm ;位置精度:端面A 对¢167的跳动允差0.03mm 、¢93G6对¢107G6的跳动允差0.10mm ;表面粗糙度:¢93142.0120.0++表面粗糙度Ra1.6um 、¢107034.0012.0++表面粗糙度Ra1.6um 、¢5和¢9两斜孔表面粗糙度6.3、¢164表面为不加工表面,其余表面粗糙度为Ra3.2um 。
数控专业毕业设计(论文)-数控车床加工工艺设计
数控车床加工工艺设计摘要:数控车削加工设计以机械制造中的工艺基本理论为基础,结合数控机床高精度、高效率和高柔性等特点综合多方面的知识,解决数控加工中的工艺问题.对零件进行编程加工之前,工艺分析具有非常重要的作用.在比较数控车床加工工艺与传统加工工艺的基础上,对数控车床加工工艺中的关键问题进行了深入分析,总结了数控车床的工艺设计方法。
通过实例,证明了正确地进行数控车床加工工艺分析与设计有助于提高零件加工质量和生产效率。
本文通过对零件图样分析、工艺路线的拟订、切削用量的选择等几方面进行了介绍.关键词:数控加工工艺分析图样分析工艺路线目录摘要 (I)引言.......................................................................................II 第1章数控加工概述 (1)1。
1 数控加工原理........................................................................11.2 数控加工的特点 (1)第2章数控加工工艺分析 (3)2。
1机床的合理选用 (3)2。
2 数控加工零件的工艺性分析 (3)2。
3 加工方法的选择与加工方案的确定.............................................32。
4 工艺与工步的划分 (3)2.5 零件的安装与夹具的选择 (4)2.6 刀具的选择与切削用量的确定 (5)2.7 对刀点和换刀点的确定 (5)2.8 工艺加工路线的确定 (6)第3章数控车床加工实例 (7)3。
1 零件图样分析 (7)3。
2 工艺措施 (7)3。
3 确认定位基准和装夹方式 (7)3。
4加工路线及进给路线 (8)3.5 刀具选择 (9)3.6 工艺卡片…………………………………………………………………103.7切削用量选择.....................................................................10 3。
数控技术专业毕业设计(论文)参考题目
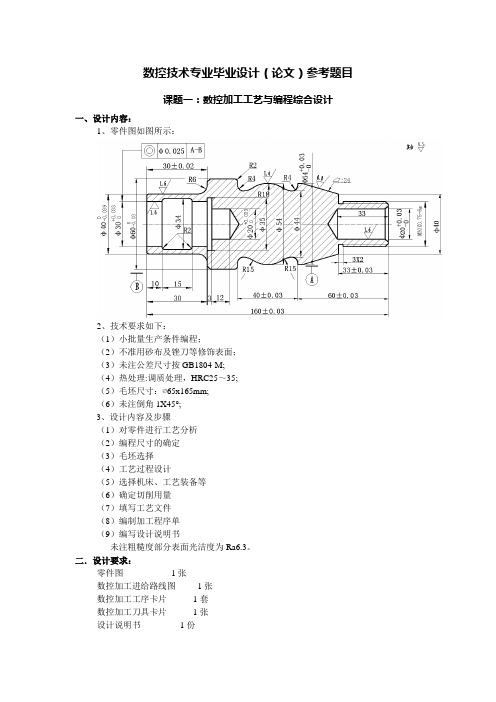
数控技术专业毕业设计(论文)参考题目课题一:数控加工工艺与编程综合设计一、设计内容:1、零件图如图所示:2、技术要求如下:(1)小批量生产条件编程;(2)不准用砂布及锉刀等修饰表面;(3)未注公差尺寸按GB1804-M;(4)热处理:调质处理,HRC25~35;(5)毛坯尺寸:∅65x165mm;(6)未注倒角1X45°;3、设计内容及步骤(1)对零件进行工艺分析(2)编程尺寸的确定(3)毛坯选择(4)工艺过程设计(5)选择机床、工艺装备等(6)确定切削用量(7)填写工艺文件(8)编制加工程序单(9)编写设计说明书未注粗糙度部分表面光洁度为Ra6.3。
二.设计要求:零件图1张数控加工进给路线图1张数控加工工序卡片1套数控加工刀具卡片1张设计说明书1份课题二:小车运卸料PLC 控制系统的设计一、设计内容用PLC 设计一个小车运卸料控制系统,如下图1所示,小车运卸料控制系统在A 、B 两地自动的完成装料、卸料等工作,具体控制要求如下:图1 运料小车结构示意图(1)小车可在A 、B 两地分别起动。
A 地起动后,小车先返回 A 点,停车1min 等待装料;然后自动驶向B 点;到达 B 点后停车1min 等待卸料;然后返回A 点,如此往复。
小车若从 B 地起动,先返回B 点,停车1min 等待卸料;然后自动驶向A 点,停车1min 等待装料;如此往复。
(3)小车运行到达任意位置,均可用手动停车开关令其停车。
再次起动后,小车重复1中内容。
(3)小车前进、后退过程中,分别由指示灯指示其行进方向。
二、设计要求(1)大量阅读国内外文献,通过各种途径搜集资料。
(2)阅读搜集的相关资料,完成开题报告。
(3)完成总体设计方案(设计组成框图),进行控制系统硬件的选择和软件的设计。
课题三:液压与气动元器件造型与装配一、设计基本任务:1、掌握常用的液压与气动元器件的结构与原理;2、使用常用的CAD 软件(如:UG 、Pro/E 、SolidWorks 、Auto CAD 等),进行零件的造型设计;3、利用常用CAD 软件的装配功能对相关零件进行装配,并设计爆炸图。
数控技术毕业设计
吉林工业职业技术学院学生毕业设计(论文)报告系别:化工机械系专业:数控技术班号:3101 ********学生学号:21 设计(论文)题目:传动轴数控加工工艺设计********设计地点:吉林工业职业技术学院起迄日期:2013.4.24~2013.5.8毕业设计(论文)任务书专业数控技术班级 3101 姓名阴向明一、课题名称:传动轴加工工艺设计二、主要技术指标:1 大批量生产2 Ф60和Ф32轴段公差等级较高分别要达到6级和7级公差。
3 Ф32Ф60轴段表面粗糙度要求较高要达到1.6。
4 Ф60的轴心线相对于Ф32的轴心线的同轴度公差为Ф0.03。
三、工作内容和要求:1零件图分析2 结构与工艺分析3 数控加工工艺过程卡片和工序卡片4 零件图一张轴的三维造型四、主要参考文献:[1]李志华主编.数控加工工艺与装备[M].第一版本.出版地:清华大学出版社,2006[2]孙学强主编.机械加工技术[M]. 第一版本.出版地:机械工业出版社,2007[3]赵长旭主编.数控加工工艺西安[M]. 第一版本.出版地:电子科技大学出版社,2009[4]宋书善主编.数控加工工艺[M]. 第一版本.出版地:电子科大出版社,2008[5]王凡主编.实用机械制造工艺设计手册[M]. 第一版本.出版地:机械工业出版社,2008[6]邱坤主编.MasterCAM数控自动编程[M]. 第一版本.出版地:中国林业出版社 ,2007学生(签名)年月日指导教师(签名)年月日教研室主任(签名)年月日系主任(签名)年月日毕业设计(论文)开题报告目录摘要 (6)第一章零件图样分析 (8)1.1零件精度及加工内容分析: (8)1.2零件的形状分析: (8)1.3零件完整性、合理性分析 (9)二.零件的工艺分析 (9)2.1安装与定位方式分析: (9)2.2确定加工顺序及进给路线 (9)2.3零件的毛坯选择: (9)三、零件的机床、夹具、刀具、量具以及切削用量的选择 (10)3.1机床的选择 (10)3.2夹具的选择 (12)3.3刀具的选择 (13)3.4量具的选择 (13)3.5切削用量的选择 (14)四、编制输出轴的数控加工过程卡和数控加工工序卡 (15)4.1编制输出轴的机械加工过程卡片 (15)4.2编制机械加工工序卡片 (15)4.3编制程序 (16)结论 (18)参考文献 (20)毕业设计(论文)成绩评定表 (21)传动轴的加工工艺设计摘要本设计对象为传动轴的数控加工工艺。
数控技术专业毕业设计
数控技术专业毕业设计1更多资料请访问.(.....)09级数控技术专业毕业设计课题一、设计目的:数控编程设计是在完成了<机械制造基础>、<数控加工工艺>、<数控编程>等课程的学习并进行实习后,进行的一个重要教学环节。
经过设计,一方面能获得综合运用过去所学的知识进行工艺分析的基本能力,另一方面,也2是对数控加工过程进行的一次综合训练。
经过此次设计,学生能够在以下各方面得到锻炼:1、能熟练地运用已学过的基本理论知识,以及在生产实习中学到相应的实践知识,掌握从零件图开始到正确地编制加工程序的整个步骤、方法。
2、提高编程能力。
学生经过设计训练,能够根据被加工零件的技术要求,选择合理的工艺,编制出既经济又合理,又能保证加工质量的数控程序。
3、学会使用各类设计手册及图表资料。
查找与本设计有关的各类资料的名称及出处,并能做到正确熟练运用。
二、设计内容及步骤 :1、对零件进行工艺分析1)、分析技术要求零件技术要求主要指尺寸精度、形状精度、位置精度、粗糙度及材料和热处理等。
要分析主要和关键技术要求有哪些?加工难度如何?是否适合数控加工?材料的切削加工性能好不好?2)、分析结构工艺性结构工艺性是指零件的形状、尺寸大小等制造的可行性和经济性。
要分析其结构是否合理?夹紧是否方便可靠?有无统一基准以便在一次安装中加工尽量多的表面?2、编程尺寸的确定编程尺寸理论上应为该尺寸的误差分散中心。
一般可先采用平均尺寸,最后根据试切结果修正。
决不可简单地直接采用名义尺寸、基本尺寸来编3程。
1)将基本尺寸核算成平均尺寸。
2)将尺寸标注改编成集中坐标式标注。
集中坐标标注法采用同一标注基准或直接给出尺寸的坐标值。
这种标注方法即方便编程,又利于设计基准,测量基准和编程原点的统一,是符合数控加工特点的优选标注法。
3)计算各基点的坐标尺寸根据零件的几何形状关系按一定数学方法(如三角、几何等)计算编程所需要的有关基点的坐标值。
D11数控毕业设计指导书
机电信息系2012——2013年度第二学期D11数控班《数控专业毕业设计》指导书学分:9学时:180适用专业:数控技术(数控加工)专业一、毕业设计的目的与任务毕业设计是一个综合性、创造性的教学实践环节,是对学生在校期间所学基础理论、专业知识和实践技能的全面总结,是对学生综合能力和素质的全面检验,也是学生毕业及学位资格认定的重要依据。
毕业设计环节的教学目的是:1.培养综合运用所学知识和技能,独立分析和解决问题的能力。
2.培养并提高学生的绘图、计算机辅助三设计应用、熟悉设计手册和图册资料的使用、查阅文献等基本技能;实验研究的能力;技术经济分析和组织工作的能力;正确运用国家标准和技术语言阐述理论和技术问题的能力;3.培养调查、收集、加工各种信息的能力和获取新知识的能力;4.培养创新意识、严肃认真的治学态度和严谨求实的工作作风。
二、毕业设计选题1.选题原则选题必须符合本专业的培养目标及教学基本要求,使学生在所学专业知识的基础上能够综合运用所学的知识和技能,培养独立工作能力。
2.选题基本要求题目应选择工程设计类课题,课题要求完成小型机器或机构的设计工作,或完成机器或机构的技术改造工作。
具体要求:①查阅文献5篇以上。
②完成设计图纸3张以上,图纸包括机械图、电路图、液压控制图中两种,鼓励在设计过程中利用CAD画图。
③撰写毕业设计说明书 8000字以上,说明书包括方案论证、原理结构、零件校核等内容。
3.毕业设计题目:CA6140普通车床的数控化改造毕业设计的主要内容包括以下几个方面:总体方案设计,机械部分的设计,数控系统的设计。
三、时间与内容进度安排1. 时间与内容进度安排(1)设计准备工作1)熟悉任务书,明确设计的内容和要求。
2)熟悉设计指导书、有关资料、图纸等。
3)了解数控车床的性能、结构特点。
(2)总体方案设计1)总体方案的论证。
2)机械部分的改造。
3)数控部分的改造。
4)普通车床主要结构的数控改造。
(3)机械部分的设计1)主传动系统的改造。
数控加工中心毕业设计[2]
济源职业技术学院毕设计题目CNC加工中心编程与操作设计系别机电工程系专业机电一体化技术班级机电0808班姓名Xxx学号Xxx指导教师Xxx日期2010年12月设计任务书设计题目:加工中心铣削编程与设计设计要求:1、设计安全要求由教师和实验室指导教师组织学生进行毕业设计动员和安全教育。
要求学生在毕业设计时要做到以下几点:(1)进行编程操作前,应熟悉加工中心的操作说明书,并严格按照操作规程操作。
(2)检查加工中心各部分机构是否完好,各按钮是否能自动复位。
(3)车间工具都应放在固定位置,不可随意乱放,爱护工具、经常保持量具的清洁,用后擦净,涂油后放入盒中;工作位置周围应经常保持整洁清洁。
(4)数控加工时精力应高度集中,出现问题时应立即切断电源,并向指导教师报告。
(5)操作过程中出现铣床故障时,应及时向指导教师反映。
2、设计质量要求(1)毕业设计过程中要认真学数控毕业设计指导书,并按照内容要求进行毕业设计,保证毕业设计进度,按时保质完成毕业设计。
(2)毕业设计过程中要勤思考、勤问、勤做、勤总结,不断积累编程经验技巧,提高对数控加工工艺分析和编程能力。
(3)按要求撰写毕业设计说明书。
(4)按要求的精度加工出给定零件3、零件图及技术要求加工零件如图所示,料为45#钢,毛坯尺寸:长X宽X高为50mmX50mmX50mm。
设计进度要求:第一周:毕业调查实习,与指导老师交流设计事宜;第二周:查阅文献、收集资料;第三周:确定系统的设计方案,撰写开题报告;第四周:总体设计、结构设计、详细计算、编程与调试等内容;第五周:编写毕业设计;第六周:毕业答辩。
指导教师(签名):摘要大家都知道,数控加工是目前的一门新的专业,热门专业,正在高速发展,数控加工程序是有多道复杂的程序组成的,这就为我们学习带来不便,为了使学习更方便,使用更加有条理,我编写了这份典型加工中心铣削编程与操作设计,希望为大家的工作、学习带来方便。
我的这份毕业设计包括设计任务书、摘要、前言、设计说明书等多个部分。
MasterCAM数控铣床的加工毕业设计含示意图
摘要数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下较精确地进行铣削加工的机床。
数控铣床一般由数控系统、主传动系统、进给伺服系统、冷却润滑系统等几大部分组成。
数控铣床是目前功能强大、简便、高效的加工机床,只需输入加工程序便可自动加工的自动化程度很高的数控加工中心之一。
MasterCAM软件是美国的CNCSoftware公司开发的基于PC平台的CAD/CAM 系统,现已广泛应用于机械加工、模具制造、汽车工业和航天工业等领域。
采用MasterCAM软件能方便的建立零件的几何模型,迅速自动生成数控代码,缩短编程人员的编程时间,特别对复杂零件的数控程序编制,可大大提高程序的正确性和安全性,降低生产成本,提高工作效率。
烟灰缸是日常用途广泛的环保工具,为了彰显烟灰缸的个性化和功能性,因此希望利用现有知识和能力,制造一个外观美丽并且实用的烟灰缸。
为此,用PROE 做出烟灰缸零件图,将其导入MasterCAM软件中进行模拟仿真加工,利用MasterCAM自动编程功能,导出烟灰缸数控加工程序,并在FANUC仿真软件中仿真模拟加工,最后将导出的数控加工程序输入数控铣床中,加工出我们需要的烟灰缸凸模实体模型。
关键词:数控铣床,MasterCAM,烟灰缸,仿真,加工AbstractCNC milling machine is in the common milling machine with integrated digital control system in the program code, can control accurately for milling machine. CNC milling machine by the general NC system, main transmission system, feed servo system, cooling and lubrication system of several major components. CNC milling machine is the most powerful, simple, efficient processing machine, only need to input the processing program can automatically processing, high degree of automation of CNC machining centers.MasterCAM software is belong to the United States of America CNCSoftware company,which developed the PC platform based on CAD / CAM system,now it has been widely used in machining, mold manufacturing, automobile industry and the aerospace industry and other fields。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控毕业设计课题图
纸
设计题目1图纸
设计题目3图纸
材料:45#调质
设计题目4图纸
3.2铣削类零件的数控加工工艺设计及程序设计
主要内容:
1、编制生产类型为小批生产的铣削类零件的数控加工工艺。
(1)熟悉零件图纸,分析其加工工艺性。
(2)拟定合理的加工工艺,分析其装夹定位要求。
(3)选择各工序所用的设备、刀具、量具以及有关辅助工具。
(4)编制数控加工工艺文件(加工工艺卡和刀具配置卡、检验卡)。
2、利用手工编程或自动编程软件编制铣削零件的数控加工程序。
(1)手工计算轮廓节点或绘制其CAD图形,构建3D模型。
(2)正确选择加工方式进行程序设计或刀路设计,合理的选用加工工艺参数。
(3)利用HNC-22M、MCU和宇龙仿真软件验证刀路,对不合理的刀路进行改进。
(4)优化刀路、使用简化编程技术处理程序。
试切削加工。
3、撰写毕业设计论文。
设计题目1图纸
设计题目2图纸
3.3拌浆车用橡胶阀芯型腔模的实体构建及其数控编程加工工艺设计
主要内容:
1、利用CAD软件进行橡胶阀芯零件的3D建模和构建上下模腔。
(1)分析橡胶阀芯零件图纸,选择CAD软件,确立建模思路。
(2)正确构建阀芯零件的3D实体模型。
(3)利用阀芯的3D模型,翻制出上下模腔的3D图形。
2、利用自动编程软件编制上、下模腔零件的NC程序,在数控机床上进行切削加工。
(1)正确选择加工方式进行3D刀路设计,合理的选用加工工艺参数。
(2)利用仿真软件验证刀路,对不合理的刀路进行改进。
(3)生成NC程序,利用加工中心机床进行试切削加工,评估验证刀路设计效果。
3、撰写毕业设计论文。
论文方向:(1)橡胶阀芯零件的3D建模和上下模腔的构建
(2)橡胶阀芯零件上模构建及其加工刀路设计
(3)橡胶阀芯零件下模构建及其加工刀路设计
3.4 MasterCAM数控自动编程软件的后置处理技术分析与探索
主要内容:
1、MasterCAM数控自动编程软件后置处理的原理分析及其对NC程序的影
响。
(1)默认后置处理情形下,各工艺参数的设定对生成NC程序的影响因素分析。
(2)后置处理(*.PST)文件的意义及文件结构剖析。
了解MasterCAM后置处理时自动生成程序时的流向控制关系。
(3)探索改变后置处理(*.PST)文件的主要参数项设置对生成NC程序的影响。
如:程序番号与行号的输出控制;圆弧插补的程序输出格式控制;
第四轴数据输出的控制;换刀指令的输出控制;自定义变量及其算法控制等。
(4)了解现代制造中心现有数控机床系统的程序编写特点,分析改进后置处理文件的可行性,构思改进方案。
针对现有的数控机床系统(HNC、FANUC、MITSUBISHI、MAZAKA等),完成其相适应的后置处理文件的修改。
(5)调试验证改进的后置处理程序。
2、撰写毕业设计论文。
论文方向:
(1)MasterCAM后置处理文件结构剖析、基本输出控制及其应用
(2)MasterCAM后置处理与机床适应性探索
(3)MasterCAM后置处理中自定义变量及其算法控制应用
3.5宏编程技术探索及其在数控加工中的应用
主要内容:
1、以华中数控系统为基础,了解掌握宏编程的技术基础及编程规则。
(1)了解宏变量的概念、设置及其赋值运算、算术运算等基本规则。
(2)熟悉宏程序的顺序、分支选择和循环控制的三大基本结构。
(3)了解在数控加工中使用宏编程的意义。
2、利用宏编程技术解决数控加工中的实际问题。
(1)利用宏编程技术简化加工程序。
(2)利用宏编程传值技术实现数控加工的粗、精加工。
(3)利用宏编程技术实现非圆方程曲线轮廓的加工。
(4)了解宏编程技术扩充数控系统的编程加工功能。
3、撰写毕业设计论文。
论文方向:
(1)宏编程技术探索及其在数控车削加工中的应用
(2)宏编程技术探索及其在数控铣削加工中的应用
(3)利用宏指令实现各类非圆方程曲线轮廓加工的编程技术探索
(4)利用宏编程扩充数控系统的编程加工功能的技术探索。