切槽铣刀铣削计算(锯切适用)
铣刀进给速度计算公式(一)

铣刀进给速度计算公式(一)
铣刀进给速度计算公式与解释
1. 什么是铣刀进给速度?
铣刀进给速度是指铣削加工过程中,工件在与刀具接触时的移动
速度。
它是决定铣削效率和加工质量的重要参数之一。
2. 铣刀进给速度计算公式
铣刀进给速度的计算公式如下:
铣刀进给速度(mm/min)= 铣刀齿数× 主轴转速× 进给量
其中: - 铣刀齿数:铣刀上的齿数,表示每分钟切削一次的次数。
- 主轴转速:铣床主轴的旋转速度,通常以转/分钟为单位。
- 进给量:每次切削时,工件在刀具方向上移动的距离。
3. 铣刀进给速度计算公式举例
假设一台铣床上有一把4齿的铣刀,主轴转速为1000转/分钟,
进给量为/刀齿。
我们利用计算公式计算出铣刀进给速度:
铣刀进给速度 = 4齿× 1000转/分钟× /刀齿
根据公式计算可得:铣刀进给速度 = 800mm/min
因此,在这个案例中,铣刀的进给速度为每分钟800毫米。
4. 结论
铣刀进给速度是铣削加工中的重要参数,通过合理调整铣刀齿数、主轴转速和进给量,可以实现高效的铣削加工。
通过使用上述计算公式,我们可以准确计算出铣刀的进给速度,并根据具体要求进行调整,以达到最佳铣削效果。
铣削参数计算方法

Ks 数值
190 210 240 190 245 93 120 70
Ks × W × fZ × Z × N × d 6120000 ×
PHP =
6120 4500
× PKW
Ks : 比切削阻力值 [kgf/mm2] η : 机械效率 (0.7 ~ 0.8)
青铜、黄铜
● 切屑排出量
Q= W×F×d 1000
技术资料 计算式
● 切削速度
V=
× D × N
V : 切削速度 [m/min] D : 铣刀盘径 [mm] N : 主轴旋转数 [min-1]
d D
铣削加工
1000
● 工作台进给量与进刀量
fz = F Z ×N
fz : 进刀量 [mm/ 刃 ] F : 工作台进给量 [mm/min] Z : 铣刀盘刃数 N : 主轴旋转数 [min-1]
D L′ F L
549
技术资料 计算式
● 真斜角
tanT = tanR × cosC + tanA × sinC
C I T A (+)
铣削加工
● 刃斜角
tanI = tanA × cosC - tanR × sinC
A : 轴向斜角 A.R. [° ] (-90° < A < 90°) R : 径向斜角 R.R. [° ] (-90° < R < 90°) C : 侧切刃角 [° ] (0° < C < 90°) T : 直斜角 [° ] (-90° < T < 90°) I : 刃倾角 [° ] (-90° < I < 90°)
=
Pkw =
D 20
×
锯片铣刀切削速度计算【干货经验】
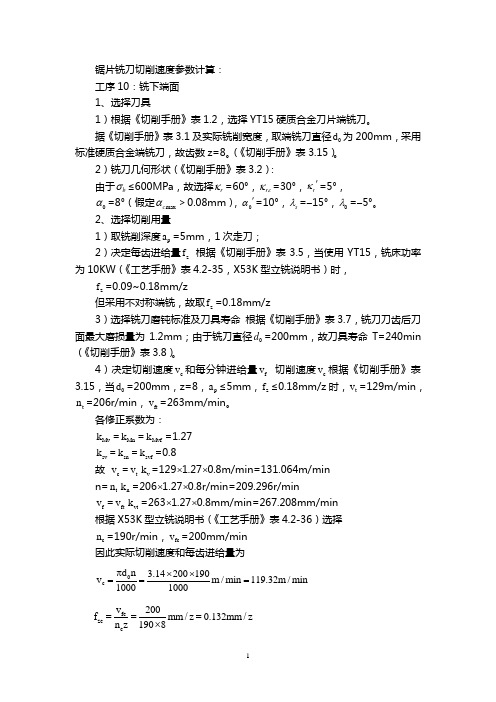
锯片铣刀切削速度参数计算: 工序10:铣下端面 1、选择刀具1)根据《切削手册》表1.2,选择YT15硬质合金刀片端铣刀。
据《切削手册》表3.1及实际铣削宽度,取端铣刀直径0d 为200mm ,采用标准硬质合金端铣刀,故齿数z=8。
(《切削手册》表3.15)。
2)铣刀几何形状(《切削手册》表3.2):由于b σ≤600MPa ,故选择r κ=60°,r εκ=30°,r κ'=5°,0α=8°(假定max c α>0.08mm ),0α'=10°,s λ=-15°,0λ=-5°。
2、选择切削用量1)取铣削深度p a =5mm ,1次走刀;2)决定每齿进给量z f 根据《切削手册》表3.5,当使用YT15,铣床功率为10KW (《工艺手册》表4.2-35,X53K 型立铣说明书)时,z f =0.09~0.18mm/z但采用不对称端铣,故取z f =0.18mm/z3)选择铣刀磨钝标准及刀具寿命 根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.2mm ;由于铣刀直径0d =200mm ,故刀具寿命T=240min (《切削手册》表3.8)。
4)决定切削速度c v 和每分钟进给量f v 切削速度c v 根据《切削手册》表3.15,当0d =200mm ,z=8,p a ≤5mm ,z f ≤0.18mm/z 时,t v =129m/min ,t n =206r/min ,ft v =263mm/min 。
各修正系数为:Mv k =Mn k =Mvf k =1.27 sv k =sn k =svf k =0.8故 c v =t v v k =129⨯1.27⨯0.8m/min=131.064m/min n=t n n k =206⨯1.27⨯0.8r/min=209.296r/minf v =ft v vt k =263⨯1.27⨯0.8mm/min=267.208mm/min 根据X53K 型立铣说明书(《工艺手册》表4.2-36)选择c n =190r/min ,fc v =200mm/min 因此实际切削速度和每齿进给量为0c d n 3.14200190v m /min 119.32m /min 10001000π⨯⨯=== fc zc c v 200f mm /z 0.132mm /z n z 1908===⨯5)校验机床功率 根据《切削手册》表3.23,当b σ<560MPa ,e a ≤138mm ,p a ≤5.9mm ,0d =200mm ,z=8,f v =200mm/min ,近视为cc P =7.8KW根据X53K 型立铣说明书(《工艺手册》表4.2-35),机床主轴允许的功率为cM P =10⨯0.85KW=8.5KW故cc P <cM P ,因此所选择的切削用量可以采用,即p a =5mm ,f v =200mm/min ,n=190r/min ,c v =119.32m/min ,z f =0.132mm/z 。
切削加工常用计算公式

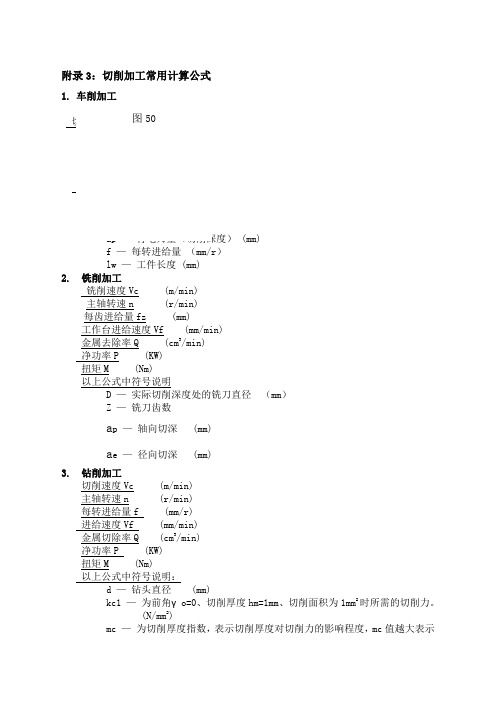
创作编号:BG7531400019813488897SX 创作者: 别如克*附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D1000Vc n ⨯π⨯=金属切除率Q (cm 3/min) Q = V c ×a p ×f净功率P (KW) 3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)nf l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm) f — 每转进给量 (mm/r ) lw — 工件长度 (mm)2. 铣削加工铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D1000Vc n ⨯π⨯=每齿进给量fz (mm)zn Vffz ⨯=工作台进给速度Vf (mm/min) z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=创作编号:BG7531400019813488897SX 创作者: 别如克*净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)nM ⨯π=以上公式中符号说明D — 实际切削深度处的铣刀直径 (mm ) Z — 铣刀齿数 a p — 轴向切深 (mm) a e — 径向切深 (mm)3. 钻削加工切削速度Vc (m/min)1000nd Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVff =进给速度Vf (mm/min) n f Vf ⨯=金属切除率Q (cm 3/min)4Vcf d Q ⨯⨯=净功率P (KW)310240kcd Vc f P ⨯⨯⨯⨯=扭矩M (Nm)nM ⨯π=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
刀具切削常用计算公式

N铝=2388rpm vf铝=2865mm/r p铝=9.16kw T铝=36Nm
车削功率和扭矩计算
Vc= 3.14 xD xRPM 1000
举例:车削奥氏体不锈钢外圆,工件硬度HB200, 工 件直径75mm,切深3mm,走刀量0.2mm/r, 切削速度 230m/min, 材料单位切削力为2900N/mm2,加工长度
为100mm
V=Vc xap xfr(mm3/min) RPM=(230X1000)/(3.14X75)=976转每分钟
Vc xap xfr xkc P=
60037.2
T= F力 x(D/2) =P x9549/RPM
RPM=(115X1000)/(3.14X75)=488转每分钟 金属去除率V=115x2x0.2=46 立方厘米每分钟 每加工一个零件的时间=100/(0.2x488)=1.02分钟 镗削功率P=(115x3x0.2x2900)/60037.2=3.35千瓦 镗削力=2900 x0.2 x3=1740牛顿=177.5公斤 镗削扭矩T=1740 x37.5=34牛顿米
F力=Kc xfr xap
车削扭矩T=1740 x37.5=65牛顿米
T= F力 x(D/2) =P x9549/RPM
镗削功率和扭矩计算
计算镗削功率时注意Vc减半, 即Vc镗=1/2Vc车
举例:镗削奥氏体不锈钢,工件硬度HB200, 工 件直径75mm,切深3mm,走刀量0.2mm/r, 切削速 度115m/min, 材料单位切削力为2900N/mm2,加 工长度为100mm
切削参数表(铣刀)

铣削用量的选择
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000
式中D——铣刀直径,mm;
N——主轴(铣刀)转速,r/min。
从上式可得到:主轴(铣刀)转速:N=1000V/兀D
铣削速度V推荐值
2进给量
在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:
铣刀每转过一个齿,工件沿进.给方向移动的距离, (1) 每齿进给量a
f
单位为mm/z。
(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距
离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.
zn
三种进给量的关系为: V f=a
f
——每齿进给量,mm/z。
.
式中a
f
z——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
(mm/z.) 推荐值
铣刀每齿进给量, a
f
3铣削层用量
铣刀在一次进给中所切掉工件表面的宽度,单位为(1)铣削宽度a
e
mm。
.
一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚(2)背吃刀量a
p
度,即工件的已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,以防背吃刀量过大而造成刀具的损坏,精铣时约为0.05~0.30mm;端铣刀粗铣
时约为2~5mm,精铣时约为0.10~0.50mm.。
切削加工常用计算公式
附录3:切削加工常用计算公式
(mm)
f —每转进给量(mm/r)
lw —工件长度 (mm)
2. 铣削加工
铣削速度Vc (m/min)
主轴转速n (r/min)
每齿进给量fz (mm)
工作台进给速度Vf (mm/min)
金属去除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明
D —实际切削深度处的铣刀直径(mm)
Z —铣刀齿数
a p —轴向切深 (mm)
a e —径向切深 (mm)
3. 钻削加工
切削速度Vc (m/min)
主轴转速n (r/min)
每转进给量f (mm/r)
进给速度Vf (mm/min)
金属切除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明:
d —钻头直径 (mm)
kc1 —为前角γo=0、切削厚度hm=1mm、切削面积为1mm2时所需的切削力。
(N/mm2)
mc —为切削厚度指数,表示切削厚度对切削力的影响程度,mc值越大表示
切削厚度的变化对切削力的影响越大,反之,则越小—前角(度)
γ
o。
切削工艺计算

1. 粗铣大孔的两端面:t=1.5mm参照《实用加工工艺手册》表7-101,选择镶齿三面刃铣刀,D=100mm,z=25参照《机械制造工艺简明手册》表5-108得,f z =0.2mm/齿,v=15m/minn s =1000v πd =1000x15πx100=47.77r/min取n w =50r/min ,则v=πdn 1000=15.7m/minF m =f z ×z ×n w =0.2×25×50=250mm/min则加工工时为t 1=L f =240+1.5+240250=1.926min.2. 粗铣小孔的两端面:t=1mm参照《实用加工工艺手册》表7-101,选择镶齿三面刃铣刀,D=50mm,z=12参照《机械制造工艺简明手册》表5-108得,f z =0.2mm/齿,v=15m/minn s =1000v πd =1000x15πx50=95.54r/min取n w =98r/min ,则v=πdn 1000=15.38m/minF m =f z ×z ×n w =0.2×12×98=235.2mm/min则加工工时为t 1=L f =15+35+1235.2=0.22min.3.粗铣小头定位端面参照《实用加工工艺手册》表7-100,选择错齿三面刃铣刀,D=50mm,z=12参照《机械制造工艺简明手册》表5-108得,f z =0.2mm/齿,v=20m/minn s =1000v πd =1000x20πx50=127.38r/min取n w =130r/min ,则v=πdn 1000=20.41m/minF m =f z ×z ×n w =0.2×12×130=312mm/min则加工工时为t 1=L f =60+60+1.5312=0.38min.4.粗铣螺栓孔端面参照《实用加工工艺手册》表7-100,选择错齿三面刃铣刀,D=50mm,z=12参照《机械制造工艺简明手册》表5-108得,f z =0.2mm/齿,v=20m/minn s =1000v πd =1000x20πx50=127.38r/min取n w =130r/min ,则v=πdn 1000=20.41m/minF m =f z ×z ×n w =0.2×12×130=312mm/min则加工工时为t 1=L f =72+25+1.5312=0.35min.5.粗镗大头孔根据《机械制造简明手册》表5-111和《实用机械加工工艺手册》选取数据,镗床选择T68切削速度V = 100 m/min进给量f = 1.5 mm/r 切削深度a p = 0.7 mm 则主轴转速n = 1000v/πD = 163.31 r/min选取n = 170 r/min则实际切削速度V = πDn/1000 = 104 m/min镗削工时基本时间t j =L/fn = (3.14×195+0.7+72)/(1.5×170) = 2.69 min6.粗镗小头孔根据《机械制造简明手册》表5-111和《实用机械加工工艺手册》选取数据,镗床选择T68切削速度V = 100 m/min进给量f = 1.5 mm/r 切削深度a p = 0.7 mm则主轴转速n = 1000v/πD = 318.47 r/min选取n = 320 r/min则实际切削速度V = πDn/1000 = 100.48 m/min镗削工时基本时间t j =L/fn = (3.14×100+0.7+60)/(1.5×320) = 0.78 min7.钻螺栓孔根据《机械制造简明手册》表5-114选取数据钻削速度V =40m/min 钻削深度a p =180 mm 进给量f = 0.25 mm/r 钻头直径D = 22 mm 则主轴转速n = 1000×v/πD = 579.04 r/min按机床选取n = 580 r/min则实际切削速度V = πDn/1000 = 40.07 m/min钻削工时基本时间t j = L/f n×4 = (180+22)/(0.25×580)×4 =5.57min 8.扩螺栓孔根据《机械制造简明手册》表5-103选取数据扩削速度V =90m/min 扩削深度a p = 180 mm 进给量f = 0.3mm/r则主轴转速n = 1000v/πD = 1195.26 r/min选取n=1200 r/min则实际切削速度V = πDn/1000 = 90.432 m/min扩削工时基本时间t j = L/f n×4 = (2+180)/(0.6×1200) ×4 = 1.01 min 9.精铣大头孔端面参照《实用加工工艺手册》表7-101,选择镶齿三面刃铣刀,D=100mm,z=18参照《机械制造工艺简明手册》表5-108得,f z=0.07mm/齿,V=15m/minn = 1000v/πD=217.33r/min取n=220 r/min,则实际切削速度V = πDn/1000 = 69.08 m/minF m=f z×z×n w=0.07×18×220=277.2mm/min则加工工时t j = L/f n n = (1+240+240)/277.2=1.735min10.精镗小头孔端面参照《实用加工工艺手册》表7-101,选择错齿三面刃铣刀,D=50mm,z=12参照《机械制造工艺简明手册》表5-108得,f z=0.07mm/齿,V=15m/minn = 1000v/πD=95.54r/min取n=100 r/min,则实际切削速度V = πDn/1000 = 15.7 m/minF m=f z×z×n w=0.07×12×100=84m/min则加工工时t j = L/f n n = (1+60+60)/84=1.44min11.精铣定位端面参照《实用加工工艺手册》表7-101,选择平齿三面刃铣刀,D=50mm,z=14参照《机械制造工艺简明手册》表5-108得,f z=0.07mm/齿,V=35m/minn = 1000v/πD=222.93r/min取n=230 r/min,则实际切削速度V = πDn/1000 = 36.11 m/minF m=f z×z×n w=0.07×14×230=247.94mm/min则加工工时t j = L/f n n = (1+60+60)/247.94=0.488min12.精铣螺栓孔端面参照《实用加工工艺手册》表7-101,选择平齿三面刃铣刀,D=50mm,z=14参照《机械制造工艺简明手册》表5-108得,f z=0.07mm/齿,V=35m/minn = 1000v/πD=222.93r/min取n=230 r/min,则实际切削速度V = πDn/1000 = 36.11 m/minF m =f z ×z ×n w =0.07×14×230=247.94mm/min则加工工时t j = L/f n n = (72+25+1.5)/247.94=0.39min13.精磨大头孔端面根据《简明金属机械技工工艺手册》表10-37选取数据砂轮直径D = 40 mm ,磨削速度v = 10m/min切削深度f rs = 0.2 mm ,进给量f r = 0.035 mm/单行程f a =10mm/单行程,工作台速度选择ν=10m/min则主轴转速n = 1000v/πD = 79.62r/min选取n = 80 r/min则实际切削速度V = πDn/1000 = 10.048m/min磨削工时基本时间t j = 2×Zf vf k LbZ r a b 10002 =2×2×240×38.2×0.1×1/(1000×10×0.035×20×4)=1.44 min (b z =0.1 k=1 Z=4)14.精磨小孔端面根据《简明金属机械技工工艺手册》表10-37选取数据砂轮直径D = 40 mm ,磨削速度v = 10m/min切削深度f rs = 0.2 mm ,进给量f r = 0.035 mm/单行程f a =10mm/单行程,工作台速度选择ν=10m/min则主轴转速n = 1000v/πD = 79.62r/min选取n = 80 r/min则实际切削速度V = πDn/1000 = 10.048m/min磨削工时基本时间t j = 2×Zf vf k LbZ r a b 10002 =2×2×60×38.2×0.1×1/(1000×10×0.035×20×4)=0.32min (b z =0.1 k=1 Z=4)15.半精镗大头圆孔根据《机械制造简明手册》表5-111和《实用机械加工工艺手册》选取数据,镗床选择T68切削速度V = 175 m/min进给量f = 0.6 mm/r 切削深度a p = 0.2mm 则主轴转速n = 1000v/πD = 285.81 r/min选取n =290 r/min则实际切削速度V = πDn/1000 = 177.567 m/min镗削工时基本时间t j =L/fn = (3.14×195+0.2+72)/(0.6×177.567) =6.424min16.半精镗小头孔圆孔根据《机械制造简明手册》表5-111切削速度V =175 m/min进给量f = 0.6mm/r 切削深度a p = 0.2mm 则主轴转速n = 1000v/πD = 557.324 r/min选取n = 560 r/min则实际切削速度V = πDn/1000 = 175.84 m/min镗削工时基本时间t j =L/fn = (3.14×100+0.2+60)/(0.6×560) = 0.95 min17.铣断连杆盖和连杆体根据《实用机械加工手册》表7-97选取数据铣刀直径D = 50 mm 切削速度V = 25m/min铣刀齿数Z = 24 铣削深度a p = 2 mm a f = 0.2 mm/z则主轴转速n = 1000v/πD =159.23 r/min选取n=160 r/min则实际切削速度V = πDn/1000 = 24.99m/min铣削工时基本时间t j= L i/F M = (24+72+2)/(0.2×24×160) =0.127 min 18.连杆油孔根据《机械制造简明手册》表5-114选取数据钻削速度V =40m/min 钻削深度a p =600 mm 进给量f = 0.25 mm/r 钻头直径D = 16 mm 则主轴转速n = 1000×v/πD =796.178 r/min按机床选取n = 800 r/min则实际切削速度V = πDn/1000 = 40.0192m/min钻削工时基本时间t j = L/f n×4 = (600+0.15)/(0.25×800) =3.0min。