化产车间压缩空气流程图
NEUTEK 压缩空气净化流程图

含油量≤0.003mg/m 粒 径≤0.01 u m
呼吸空气、除臭
常压露点-23℃ 含油量≤0.003mg/m 粒 径≤0.01 u m
3
除菌、酿造、生物制药
常压露点:-23℃~-40℃ 含油量≤0.01mg/m 粒 径≤0.01 u m
3
高级喷涂、喷漆、精体运 输、精纺机械、高压装置 绝缘
摄影胶片制造、粉态输 常压露点:-23℃~-80℃ 含油量≤0.01mg/m3 粒 预 过 滤 器 精 过 滤 冷 干 机 吸 干 机 预 过 滤 器 精 过 滤 径≤0.01 u m 送、航空、航天、电子 元件干燥、理化分析装 置、出纳纯净实验室
常压露点-23℃ 含油量≤5mg/m 粒 后 冷 却 器 油 水 分 离 器 储 汽 罐 预 过 滤 器 冷 干 机
3
气动工具、一般零部件、清 扫、喷丸、除锈、铸造机械
径≤3 u
常压露点-23℃ 含油量≤0.1mg/m 粒 预 过 滤 器 空压机 常压露点-23℃ 含油量≤0.01mg/m 粒 预 过 滤 器 精 过 滤 冷 干 机 超 精 过 滤
3 3
普通涂装、控制阀门、气力 输送、气动轴3 u
冷 干 机
精 过 滤
精密加工、精密仪表、电子 工业、船用仪器
径 ≤ 0.01 u
压
常压露点-23℃ 食品工业、医药工业、
3
缩 空 气 净 化 流 程 图
预 过 滤 器 吸 干 机 精 过 滤 超 精 过 滤 预 过 滤 器 冷 干 机 精 过 滤 碳 吸 附 过 滤 超 精 过 滤 除 菌 过 滤 预 过 滤 器 冷 干 机 精 过 滤 碳 吸 附 过 滤 。 超 精 过 滤
压缩空气系统操作规程
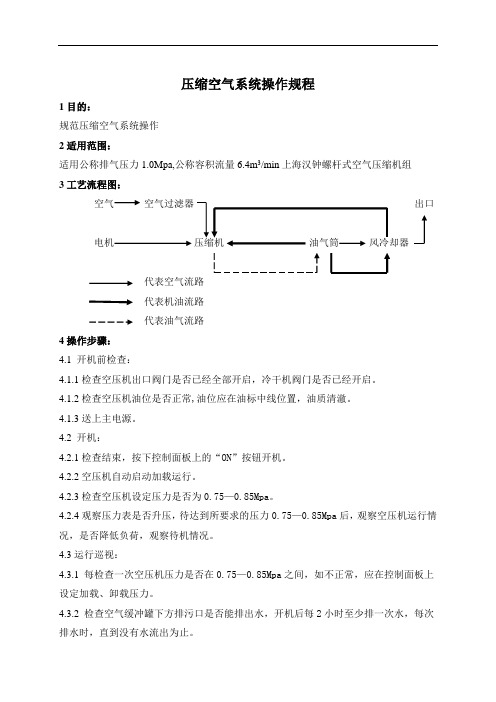
压缩空气系统操作规程1目的:规范压缩空气系统操作2适用范围:适用公称排气压力1.0Mpa,公称容积流量6.4m3/min上海汉钟螺杆式空气压缩机组3工艺流程图:空气空气过滤器出口电机油气筒代表空气流路代表机油流路代表油气流路4操作步骤:4.1 开机前检查:4.1.1检查空压机出口阀门是否已经全部开启,冷干机阀门是否已经开启。
4.1.2检查空压机油位是否正常,油位应在油标中线位置,油质清澈。
4.1.3送上主电源。
4.2 开机:4.2.1检查结束,按下控制面板上的“ON”按钮开机。
4.2.2空压机自动启动加载运行。
4.2.3检查空压机设定压力是否为0.75—0.85Mpa。
4.2.4观察压力表是否升压,待达到所要求的压力0.75—0.85Mpa后,观察空压机运行情况,是否降低负荷,观察待机情况。
4.3运行巡视:4.3.1 每检查一次空压机压力是否在0.75—0.85Mpa之间,如不正常,应在控制面板上设定加载、卸载压力。
4.3.2 检查空气缓冲罐下方排污口是否能排出水,开机后每2小时至少排一次水,每次排水时,直到没有水流出为止。
4.3.3检查冷干机前过滤器是否有水,开机后每2小时至少排一次水,每次排水时,直到没有水流出为止。
4.3.4 开机后每一小时至少检查一次冷干机蒸发压力、冷媒高低压是否正常。
4.3.5 每天开机后半小时检查一次空压机油位, 若运转中油位低于油位下限(视镜下限),应立即停机补足油量。
4.3.6运转中若有不正常震动及异常声音应立即停机。
4.3.7每天2次(开机后检查一次,用气高峰时检查一次)巡视整个系统是否正常。
4.3.8巡视过程如发现有跑、冒、滴、漏现象,根据情况的严重性,安排时间进行维修。
4.3.9认真做好点检、巡视记录。
4.4停机:4.4.1 按下控制面板上的“OFF”按钮,空压机自动卸载,延迟20秒后自动停机。
4.4.2 停机后,切断主电源。
4.4.3 按下冷干机停止按钮。
图解工业制氧生产工艺
图解工业制氧生产工艺制氧站生产工艺流程制氧/制氮系统工艺流程及主要设备制氧/制氮系统是通过将空气中的氮气和氧气分离,从而生产出高纯度的氧气和氮气。
其工艺流程如下:空气经过空气过滤器进行初步过滤,然后进入空气压缩机进行压缩。
经过离心式空气压缩机的压缩,空气进入空冷塔,在空冷塔上升过程中,与塔上部喷入低温冷冻水和中部喷入的循环冷却水进行直接接触换热,将空气冷却后进入分子筛。
从空冷塔中出来的冷却水返回到冷却水循环系统中。
进入分子筛的空气经过吸附剂的吸附作用,分离出氮气和氧气。
氧气进入氧气液储槽,经过氧压机压缩后,存储在氧气储槽中。
氮气则进入氮气液储槽,经过氮压机压缩后,存储在氮气储槽中。
同时,制氧/制氮系统中还有氩气储槽,储存着制氧/制氮过程中产生的氩气。
工艺流程中各步骤工作原理及用途1、空气过滤器空气过滤器的作用是进行初步过滤,防止灰尘和小颗粒粉尘进入空气压缩机,影响制氧/制氮系统的正常运行。
空气经过过滤筒,灰尘和小颗粒粉尘会被滤网阻挡,干净的空气进入空气压缩机中。
过滤器中的滤筒需要经常吹扫,以保证过滤效果。
2、空气压缩机空气压缩机是制氧/制氮系统中的主体设备,其作用是将原动机的机械能转换成气体压力能,压缩空气,提供制氧/制氮系统所需的气源。
制氧/制氮系统中采用离心式空气压缩机,其中EZ45-2+1空压机和47YD112空压机是常用的两种型号。
当空气压力不够时,会启动另外一台空气压缩机,以增加压力。
3、空冷塔和水冷塔空冷塔和水冷塔是制氧/制氮系统中的换热设备,其作用是将压缩空气进行冷却,以便于进一步分离氮气和氧气。
空气进入空冷塔,在空冷塔上升过程中,与塔上部喷入低温冷冻水和中部喷入的循环冷却水进行直接接触换热。
进入水冷塔的冷却水与从水冷塔底部进入的干燥空气进行逆流接触,干空气吸收水分达到饱和从塔顶释放,冷却水温度降低形成冷冻水,该冷冻水由泵打入空冷塔上部对空气进行冷却。
4、分子筛分子筛是制氧/制氮系统中的核心设备,其作用是将空气中的氮气和氧气分离。
洁净室空气处理过程图

• 此方案的新风机组设在空调机房内,这些 洁净室所需的新风全部由新风机组(MAU) 进行净化和热湿的集中处理。然后分配到 每一个循环机组内与其回风混合。新风机 组的新风量不仅仅要补充各洁净室的排风 还要保证每个洁净室的正压。
示意图 焓湿(i-d)图 MAU加RAU加FFU空气处理方案示意图及(i-d)图
3.1.6.2 净化空调系统冷源的选择
• 一、以冬季防冻为目的新风预热加热器的热媒最 好采用电加热或蒸汽加热,一般不宜采用热水作 热媒,这样预热器本身可能有被冻坏的危险。 • 二、空调机组内加热器的热媒可采用热水、蒸汽 或电加热,其中电加热控制灵活方便,温度控制 精确度高,但运行费昂贵,一般在没有热水和蒸 汽供应的地方才用电加热;用热水作热媒时不仅 调节和管理方便、而且控制精度也高是加热器最 常用的热媒;当温度的精度要求不高(如℃)也 可采用蒸汽作加热器的热媒。
示意图 焓湿(i-d)图 MAU加RAU空气处理方案示意图及(i-d)图
• 5.1.5.2 净化送风和空调送风分离的方案,此方案 通常被称作半集中式或分散式的送风方案。 为了大大地节省运行时的能耗,将消除洁净室内 余热、余湿的空调送风量(通常大大地小于洁净 室的净化送风量),由设在空调机房内的新风机 组(MAU)进行必要的净化和热湿处理,而将占 总送风量50~90%的保证洁净室洁净度的净化送 风量由设在洁净室附近的循环机组进行净化和补 充的热、湿处理,或直接采用吊顶上的FFU(风 机过滤器机组)和干盘管来解决洁净室的洁净度 等级和温度的微调节。
七个典型的洁净空气处理系统
即空气处理过程
七个典型的空气处理系统即空气处理过程
• 3.1.5.1 净化和空调合一的方案其净化空调 机组(AHU)集中设置在空调机房内,全 部的送风均在净化空调机组内进行过滤和 热、湿处理,然后由庞大的送风管将全部 的送风输送到洁净室的吊顶上部,再经过 设在洁净室吊顶上的终端高效过滤器或高 效过滤器送风口送到洁净室内,来实现洁 净室工艺生产所需要的温度、湿度、洁净 度和房间的压差,洁净室的回风经回风口、 回风管再接回到空调机房的空调机组内与 新风混合后重复进行过滤和热、湿处理。
压缩空气系统流程简述

二、压缩空气系统启动
系统启动前的准备工作: 1.检查确认各动力电源和控制电源等送上,各联锁、保护报警、程控装置、 测量、指示表计等投入,各设定值正确; 2.打开空压机油分离器底部冷凝液排污阀,检查有无冷凝水。排干净水后 关闭排污阀;检查油的压力和存量 3.检查各动力设备冷却水循环系统是否正常,水压是否正常,水温是否正 常, 打开冷却水进出水阀门; 4.检查空压机出口阀至无耗气压缩热回收吸附式干燥机的阀门打开状态。 5.观查制冷系统:观察冷媒高、低压表,两表在一定压力下达到基本平衡, 是否正常。 6.检查储气罐、管道及过滤组的阀门位置正常,仪表已正确投入。 7.32℃冷却水回收换热器投用运行。
系统启动: 1.压缩空气各管道阀门确认空压机启动条件满足,启动空压机; 2.空压机启动运行,排气压力开始缓慢上升,检查空压机运行正常; 3.打开待投运干燥机进口阀,压力升至指定工作压力后,将干燥机启动; 4.检查干燥机正常运行一至两个工作循环周期后,打开干燥机出口气动阀; 5.打开压缩空气储罐进口阀, 6. 当压缩空气压力升至工作压力后,检查压缩空气储罐及系统管道无泄漏, 各表计指示正常,开启各用户手动阀,往各用户供气。
压缩空气CDA系统
一、压缩空气CDA系统系统概述
CDA之来源取之于大气经压缩机压缩后除湿,再经过滤器或活性炭吸附
去除粉尘及碳氢化合物以供给ቤተ መጻሕፍቲ ባይዱ尘室CDA,CDA主要供给厂务系统气动 设备、FAB内气动设备动力气源及吹净。
我厂压缩空气的流程为:环境压力下的大气---空气压缩机---- 缓衡储存槽
---冷却干燥机 --- 过滤器 ---用户 压缩空气系统设2台水冷无油螺杆式空压机(定频/变频),2台压缩热回收 式干燥机,一个压缩空气罐, 二套过滤组。
焦化厂化产车间的工艺流程与参数1详解
实习报告参考资料焦化厂化产车间的工艺流程与参数 1.冷鼓工段从荒煤气管上分离出的焦油、氨水与焦油渣在机械化氨水澄清槽(V81502A.B),澄清后分离成三层,上层为氨水,中层为焦油,下层为焦油渣。
分离的氨水满流至循环氨水槽(V81503A.B),然后用循环氨水泵(P81501A.B)送至炼焦炉冷却荒煤气,当初冷器、电捕器和终冷器需要清扫时,从循环氨水泵后抽出一部分定期清扫,多余的氨水经循环氨水泵(P81501A.B),抽送至剩余氨水槽(V81504),在剩余氨水槽分离出焦油后,氨水进入气浮除油机,在此浮选出焦油,然后进入氨水中间槽,再用剩余氨水泵(P81502A.B)送至脱硫及硫回收工段进行蒸氨,分离出的焦油进入废水槽,由废水泵抽送到机械化澄清槽;机械化氨水澄清槽分离的焦油至焦油分离器(V81505)进行焦油的进一步脱水、脱渣,分离的氨水进入废液收集槽(V81511),由液下泵抽送到机械化氨水澄清槽,分离的焦油定期用焦油泵(P81503A.B)送到酸、碱、油品库区的焦油槽进行贮存,分离的焦油渣定期送往煤场掺混炼焦。
定期用焦油泵将循环氨水槽底部聚集的焦油抽送至机械化氨水澄清槽。
各设备的蒸汽冷凝液及脱硫工段来的蒸汽冷凝液均接入凝结水槽(V81510)定期用凝结水泵(P81506A.B)送往循环水系统或送入脱硫事故槽。
经电捕焦油器捕集下来的焦油排入电捕水封槽(V81509),由电捕水封槽液下泵送至机械化氨水澄清槽(V81502A.B),当沉淀管需用循环氨水冲洗时,停高压电冲洗半小时,然后间隔30 分钟再送高压电。
冲洗液亦进入电捕水封槽中,离心鼓风机(C81501A.B)及其煤气管道的冷凝液均流入鼓风机水封槽(V81508A.B),然后与电捕水封槽(V81509)中的电捕液分别加压后一并送机械化氨水澄清槽(V81502A.B)。
为防止各贮槽含氨尾气逸散,来自循环氨水槽及剩余氨水槽顶部的放散气集中后通过自控调节装置返回荒煤气系统。
化产工艺流程

• 在脱苯塔的顶部设有断塔盘及塔外油水分离器,用以引出塔顶积水,稳定操作。 在脱苯塔侧线引出萘油馏份,以降低贫油含萘。引出的萘油馏份进入残渣槽, 定期用泵送往油库单元焦油贮槽。
• 为了保证循环洗油质量,从热贫油泵后引出1~1.5%的热贫油,送入再生器内, 用管式炉送来的400℃过热蒸汽蒸吹再生,塔顶蒸汽一并进入脱苯塔作为气源。 再生残渣排入残渣槽,定期用泵送往油库单元焦油贮槽。
• 来自油库单元的NaOH溶液在蒸氨单元内的碱液槽 贮存后,用碱计量泵送入蒸氨塔,以分解剩余氨 水中的固定铵盐,降低蒸氨废水中的全氨含量。 部分碱液送脱硫单元用于尾气洗涤,再返回蒸氨 单元。
• 蒸氨塔底产生的沥青定期排至沥青坑,冷却后人 工取出送煤厂兑入配煤。
4、终冷洗苯、粗苯蒸馏工段
• 终冷洗苯工艺流程
• 喷油系统
• 依靠空气压力,油从储气罐经油冷却器、过滤器 和断油阀向压缩机主机和各润滑点喷油。
• 制冷站流程
• 低温水泵将系统低温水贮水池中的水加压后送制 冷机,经制冷机冷却、水温达工艺要求后送化产 车间使用。制冷机组使用的饱和蒸汽,经冷却后 产生的蒸汽冷凝液进入闭式凝结水回收装置后, 再打入供水系统重新使用。
• 油放空槽兼顾洗油卸车功能,将槽车送至本单元的洗油经油放空槽液下泵送至 洗油槽,洗油定期经洗油泵补入洗苯塔底。
化产车间流程图

终冷洗段贫油冷 却器
蒸汽
终冷洗苯来 的富油
油气换热器
贫富油换热器
管式加热炉
油水分离器
热贫油
粗苯蒸汽 粗苯冷凝器
富 油
脱苯塔
部
过
分 热
热 蒸 汽
贫
油
粗苯回流槽 粗苯储罐
塔顶回流
脱苯工艺流程图
再生器 顶部蒸汽
残渣 残渣槽
油库
终冷塔: 规整波纹 网填料塔 DN=4000 H=36290
初冷器 3台 FN=4600㎡
煤气进入了3台 并联操作的横管初
冷器分两段冷却。上段
用25~35℃循环水、 下段用16℃~18℃ 低温水将煤气冷却
至19~25℃
电捕焦油器作用: 收集煤气中的焦油 雾,使煤气中的焦 油含量达到≦0.05 g/m3
电捕焦油器 2台 DN=5200 H=14544 FN=50000㎡
大母液泵: LCZ250-315 P=110KW Q=800m3/h H=24m
结晶供料槽的浆 液送至离心机, 分离出硫铵结 晶。
离心机:HR400-N Q=4t/h
螺旋给料机
干燥流化床
分离出的硫铵结晶经螺旋输送机至震动流化床干燥器前室、 中室,用经热风器加热的热空气对其干燥,后室再经冷风 机送入的冷风冷却后进入硫铵贮斗。从贮斗下来的硫铵晶 体经称量,包装后进入成品库。
化产车间生产工艺流程介绍
张辉
焦炭作用
室内结焦原理
1、煤的结焦过程
干热粘熔固收 燥解结融化缩
传热
化学反应
放热
室内结焦原理
干燥 • <120℃,内在水份和外在水份的蒸发 脱吸 • 120℃-200℃,吸附在煤炭微孔结构中的气体析出