API RP945 避免胺法脱硫装置的开裂
气体脱硫溶剂再生塔塔壁腐蚀开裂原因及对策

气体脱硫溶剂再生塔塔壁腐蚀开裂原因及对策某石油化工总厂炼油厂I催化裂化车间气体脱硫装置的溶剂再生塔于1978年设计制造,1984年10月投用,其筒体由三段组成,上下两段为SM41B+SUS321复合钢板;中间一段为A3R钢板。
在2015年4月第14周期开工蒸汽贯通试压期间,该塔第4个人孔以下东北侧方向上曾出现泄漏,打开保温层检查,发现塔壁上出现了一条纵向裂纹,经泄压、开人孔仔细检查,发现该裂纹位于塔板降液板的角焊缝上,因此对其内外壁进行了紧急补焊。
但再次试压时,在东南方向的同一高度上,又出现了4条较大的裂纹和许多细小的裂纹,所以又再次进行了补焊,补焊后继续投入使用。
该问题已成为威胁装置安全生产的重大问题之一,为此我们对该塔腐蚀开裂的原因进行了分析,并在操作上采取了相应的对策。
标签:再生塔;气体脱硫溶剂;腐蚀1 开裂类型和特征再生塔塔壁两次开裂的部位都在塔壁的中间段A3R钢板上,所以均为碳钢的腐蚀开裂。
第一次出现的裂纹,从内部观察,其位置在降液板的立位角焊缝上;从外部看,裂纹的总长度约150mm,宽3~4mm,为纵向裂纹。
第二次出现的裂纹,从外部看,其位置在塔壁环焊缝上下两侧,且4条主干裂纹是围绕着塔壁的外保温钉生成的,裂纹的形式仍以纵向为主;从里面看,裂纹的位置仍位于塔板及降液板的焊缝处。
同时,在塔壁内侧碳钢表面裂纹的周围还有约20条细小裂纹。
经过对其外部表面的深度打磨,发现该裂纹的特征是:在主干裂纹延伸时还伴有若干分支,呈现细长树枝状分叉,且裂纹穿过晶粒而延伸,与典型的应力腐蚀特征相吻合。
这也就是说,再生塔塔壁的腐蚀裂纹是由应力腐蚀开裂造成的。
2 腐蚀开裂原因分析2.1 塔壁材质再生塔塔壁钢材的化学成分均在要求范围内,为合格材质。
2.2 操作条件在2014年第13周期开工运行期间,气体脱硫装置由于受催化裂化装置烟气轮机轮盘沉积催化剂过多、主风机组切换过于频繁(达16次之多)等因素的影响,再生塔的操作参数在这一运行周期内波动较大,由此加速了再生塔的腐蚀。
胺法脱硫装置溶液发泡预防及控制措施

作者简介:胡天友,1962年生,工程师;主要从事天然气净化工艺技术的研究。
地址:(610213)四川省成都市双流县华阳镇天研路1号。
电话:(028)8560534。
E 2mail :huty @胺法脱硫装置溶液发泡预防及控制措施胡天友 熊钢 何金龙 印敬 彭修军中国石油西南油气田公司天然气研究院 胡天友等.胺法脱硫装置溶液发泡预防及控制措施.天然气工业,2009,29(3):1012103. 摘 要 在含硫天然气的净化处理中,醇胺法因其具有处理量大的优点而得到广泛应用,但无论使用哪一种醇胺溶液作脱硫溶剂,都存在溶液发泡的可能性。
溶液发泡将带来净化气中H 2S 含量超标、环境污染加剧、装置处理能力下降、溶剂损耗急剧增加等问题。
为此进行了醇胺法脱硫装置溶液的发泡研究,介绍了溶液发泡的判断及测试方法,分析了溶液发泡的原因、影响因素,并提出了溶液发泡的预防及控制措施。
关键词 天然气 净化 醇胺法 脱硫装置 发泡 影响 控制 DOI :10.3787/j.issn.100020976.2009.03.030 在含硫天然气的净化处理中,醇胺法因其具有处理量大的特点而得到广泛应用,根据不同的原料气组成和净化要求,可以采用不同的醇胺溶液作为脱硫溶剂。
生产实践表明:无论使用哪一种醇胺溶液作脱硫溶剂,都存在溶液发泡的可能性。
溶液发泡将导致净化气中硫化氢含量超标、环境污染加剧、脱硫装置处理能力下降;溶液发泡还会引起雾沫夹带,大量醇胺溶液随气流被带走,溶剂损耗急剧增加,造成严重经济损失。
1 溶液发泡的判断及测试 醇胺溶液净化含硫天然气是一个气液界面间传质并发生反应的过程,在此过程中会产生大量气泡,但正常情况下产生的气泡会迅速破裂,不会影响装置的正常操作。
在装置的运转过程中,当塔内产生大量密集、细小且较长时间不破裂的泡沫时,即可认为胺液已经发泡[1]。
在胺液发泡的情况下,泡沫会被气流带到上一层塔板,导致塔内的持液量增加而引起液面变化,最灵敏的标志就是塔的压降增大、闪蒸气量明显增加。
胺法脱硫装置的腐蚀与防护

胺法脱硫装置的腐蚀与防护摘要:由于胺法脱硫设备本身的特殊性,因此极易受到各种介质的影响,例如硫化氢、水、硫氢铵、碳酸氢铵、胺降解产物、热稳定盐等,都会对其造成设备腐蚀。
而腐蚀形态则包含均匀腐蚀、冲刷腐蚀、氢鼓包、应力腐蚀等。
本文通过对其腐蚀形式的分析,有效阐述了材料选择、设计条件、严格的操作控制、合理的工艺保护等方面,并以此保证了设备的安全稳定运行。
关键词:胺法脱硫; 热稳态盐腐蚀; 氢致开裂;1.胺法脱硫脱碳工艺的发展概况胺法脱硫作为天然气和炼厂气脱硫脱碳中应用最为广泛的工艺,其在合成氨工业方面以及气制备下游产品的工业当中,也具有相当活跃的应用性。
而主要应用原理便是依靠酸碱反应来吸收酸气度,并在升温时将其有效排出,其本身具有净化度高、适应性宽、应用广泛、经验丰富等优点。
而由于近年来,因大气污染所产生的防治问题、能源节约问题及气田的高硫化发展,都给脱硫脱碳的技术设立了新的挑战。
结合以上情况来看,研究者们在胺液选用、醇胺溶液纯度维持及再生、工艺设计和操作的改进方面都进行了大量研究工作。
国内外在对于复合醇胺法(配方型溶剂)的研究上,都取得了一定稳步的发展情况,与之前应用的单一醇胺法相比,其具备了脱酸更深、可脱除有机硫等优点。
而配方型溶剂按其不同的功能大致可分为以下三类,分别是:加强选吸型、脱硫脱碳型以及脱有机硫型,需根据原料气组成、净化要求等来选择不同配方并投入使用。
2.醇胺法的工艺流程乙醇胺法脱碳工艺主要包括吸收、闪蒸、换热和汽提四个环节。
其中,吸附部分的工作内容为:将塔中经醇胺液进行吸收后再展开二次释放。
并将其与原料气体展开接触,使其脱除酸气达到所需的指标或要求;而闪蒸工艺的工作原理则是主要利用吸收了酸性成分醇胺溶液中的部分碳氢化合物,在其吸收酸性成分之后,在使用闪蒸方法去除;而其中的传热技术则是从循环冷却器中排出的贫液热进行回收。
而再生则是通过加热将富液体(即含酸度高的醇胺溶液)中所吸收的酸性物质分解后并转化成贫液进行回收利用。
胺液再生装置的腐蚀与防护
A 炼油厂
B 炼油厂
收稿日期 : 2011- 04- 21 作者简介 : 李宪华 ( 1976- ) , 女 , 工程师 , 从事石化工程设计工作 , 电话 : ( 0532) 88616226 。
6
河南化工 HENAN CHEM I CAL I NDU STRY
2011 年 4 月
第 28 卷
第 4期 (下 )
2 腐蚀原因
甲基二乙醇胺溶液本身对金属没有腐蚀作用 , 然而溶液经过再生过程后 , 虽然大部分 H 2 S 和 CO2 被解吸成酸性气 , 但溶液中仍含有少量未脱除掉的 H 2 S 和 CO2, 在有水的条件下, 这些介质成为腐蚀的 主要因素。 胺液脱硫系统的腐蚀环境主要有三种 : 2 . 1 再生塔顶冷凝系统的 CO2 - H 2 S- H 2 O 腐蚀环 境 再生塔顶主要产生由 CO2 - H 2 S- H 2 O 引起的 均匀腐蚀、 氢鼓泡、 氢脆和应力腐蚀开裂。胺的高流 速和紊流易泄出的酸性气 , 引起钢表面的硫化物保 护层破裂; 以 CO2 腐蚀最为严重。 CO2 - H 2 S- H 2 O 腐蚀环境在 H 2 S 和 CO2 溶液 中含有 H 、 HS 、 S 和 H 2 S 分子, 对金属腐蚀为氢 去极化作用 , 其反应为 : 阳极反应: Fe
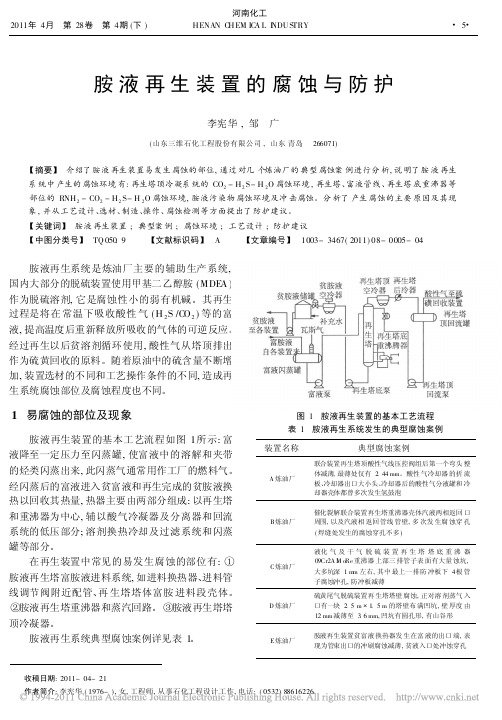
1 易腐蚀的部位及现象
胺液再生装置的基本工艺流程如图 1 所示 : 富 液降至一定压力至闪蒸罐 , 使富液中的溶解和夹带 的烃类闪蒸出来 , 此闪蒸气通常用作工厂的燃料气。 经闪蒸后的富液进入贫富液和再生完成的贫胺液换 热以回收其热量 , 热器主要由两部分组成 : 以再生塔 和重沸器为中心 , 辅以酸气冷凝器及分离器和回流 系统的低压部分 ; 溶剂换热冷却及过滤系统和闪蒸 罐等部分。 在再生装置中常见的易发生腐蚀的部位有 : 胺液再生塔富胺液进料系统, 如进料换热器、 进料管 线调节阀附近配管、 再 生塔塔体富胺 进料段壳体。 胺液再生塔重沸器和蒸汽回路。 胺液再生塔塔 顶冷凝器。 胺液再生系统典型腐蚀案例详见表 1 。
金属在h2s环境中抗硫化应力开裂和应力开裂及应力腐蚀开裂的试验方法
金属在h2s环境中抗硫化应力开裂和应力开裂及应力腐蚀开裂的试验方法全文共四篇示例,供读者参考第一篇示例:在工业生产中,金属材料常常处于潮湿、含硫化氢的环境中,容易发生应力开裂和应力腐蚀开裂等问题,从而导致设备损坏甚至事故发生。
对金属在H2S环境中的抗硫化应力开裂、应力开裂和应力腐蚀开裂等性能进行试验具有重要意义。
一、实验前的准备工作1. 选择试验样品:根据实际使用条件选择符合要求的金属样品,一般包括不锈钢、碳钢等。
2. 制备试验溶液:根据实际工作环境中的H2S浓度和温度制备相应的试验溶液,通常使用硫化氢溶液。
3. 设备准备:准备好所需的实验设备,包括腐蚀试验仪、拉伸试验机、电化学工作站等。
二、试验方法1. 抗硫化应力开裂试验:(1)制备试样:制备符合标准要求的试样,通常采用缺口试样。
(2)浸泡试样:将试样浸泡在硫化氢溶液中,在设定的环境参数下进行实验。
(3)观察试样:观察试样在实验过程中的裂纹情况,记录裂纹扩展情况和断裂形态。
(2)加载试样:在设备上加载试样施加一定的拉伸载荷,使试样发生应力开裂。
三、实验结果分析通过以上试验方法可以获得金属在H2S环境中的抗硫化应力开裂、应力开裂和应力腐蚀开裂等性能数据,可以用于评估金属材料在潮湿硫化氢环境下的使用寿命和性能稳定性。
同时可以针对不同金属材料提出相应的改进措施和防护措施,减少事故发生的风险。
金属在H2S环境中的抗硫化应力开裂、应力开裂和应力腐蚀开裂试验方法对于工业生产中金属材料的安全可靠运行具有重要意义,通过科学准确的试验方法,可以有效提高金属材料的抗腐蚀性能,延长设备的使用寿命,确保工业生产的安全稳定进行。
第二篇示例:金属材料在高硫化氢(H2S)环境中容易发生应力开裂、应力腐蚀开裂等问题,这不仅会降低金属的使用寿命,也可能带来严重的安全隐患。
研究金属在H2S环境中的耐受性是非常重要的。
为了评估金属对硫化氢的抗性,常常需要进行应力腐蚀开裂试验和应力开裂试验。
胺脱硫装置腐蚀与防腐
4)胺再生器管束:碳钢腐蚀率0.9mm/y 上部U部位穿孔,壳体气相部位腐蚀率0.9mm/y 5)再生塔顶辅助冷却器:碳钢腐蚀率0.6mm/y 管 外减薄穿孔,壳和管束的折流板冲刷和侵蚀 6)再生塔顶冷凝器出口配管:碳钢腐蚀率6mm/y 配管弯头背部减薄严重,304和321也有 0.5mm/y腐蚀
MMGWP@ 2
齐鲁:单乙醇胺脱硫装置富液管线开裂-400天 碳钢多个弯头在接近焊缝区出现穿 透裂纹。裂纹发生在管线弯头的焊 缝或焊缝附近,且均为环向裂纹。 齐鲁加氢装置胺液再生塔塔底重沸器碳钢管束腐蚀。 茂名硫磺尾气脱硫装置再生塔塔壁腐蚀 正对溶剂蒸汽入口有一块2.5m*1.5m的塔壁布满凹坑, 壁厚度由12mm减薄至3.6mm,凹坑有圆孔形,有山谷 形,并显示有方向性。
MMGWP@ 4
济南炼油厂液化气及干气脱硫装置再生塔塔底 重沸器腐蚀09Cr2AlMoRe重沸器上部三排管子 表面有大量蚀坑,大多坑深1mm左右,其中最 上一排防冲板下4根管子腐蚀穿孔,最大蚀孔 直径2.5mm。防冲板腐蚀减薄,由5mm到2mm。 小浮头外表面整体减薄1mm,边缘的焊缝有冲 刷的沟槽。 中原油田气体脱硫装置再生塔塔底碳钢重沸器 腐蚀贫液中H2S含量3-5 g/l 120 ℃腐蚀穿孔。 腐蚀穿孔部位主要集中靠近蒸汽入口处管子, 其次,部分管子与管板胀接处焊缝腐蚀出现裂 缝。
12
胺的使用
符号 MEA DEA MDEA 名称 单乙醇胺 二乙醇胺 甲基二乙醇胺 吸收气体 H2S H2S CO2 CO2 H2S 浓度WT% 20 30 40-50 腐蚀性 重 一般 轻
• 腐蚀与胺液的酸气吸收量、HSAS(耐热胺盐)、 流速、温度有关; • 腐蚀形态:全面腐蚀,局部坑蚀和侵蚀,流速 高的地方呈沟状;
金属在h2s环境中抗硫化应力开裂和应力开裂及应力腐蚀开裂的试验方法

金属在h2s环境中抗硫化应力开裂和应力开裂及应力腐蚀开裂的试验方法全文共四篇示例,供读者参考第一篇示例:金属在H2S环境中的抗硫化应力开裂和应力开裂以及应力腐蚀开裂是工程材料研究中一个重要的课题。
随着工业发展的进步,金属在硫化氢环境下遇到的腐蚀问题越来越严重,因此对金属的抗硫化能力进行有效评估和研究显得尤为重要。
本文将重点介绍金属在H2S环境中抗硫化应力开裂和应力开裂以及应力腐蚀开裂的试验方法。
一、抗硫化应力开裂试验方法1.慢应变速率拉伸试验(SSRT)慢应变速率拉伸试验是一种常用的用于评估金属抗硫化应力开裂能力的试验方法。
在试验中,将金属样品置于硫化氢环境中,通过施加不同应变速率的拉伸载荷来评估金属的应力开裂敏感性。
通过观察试验样品的断口形貌,可以判断金属在H2S环境中的抗硫化应力开裂能力。
2.冲击试验(Charpy V-notch Impact Test)Charpy V-notch冲击试验是一种常用的测试金属在低温下的韧性能力的方法,也可以用于评估金属在H2S环境中的抗硫化应力开裂能力。
通过在冲击试验中引入硫化氢气体,可以模拟实际工作环境下的应力开裂情况,进一步评估金属的性能。
2.环境应力开裂试验(Environmental Stress Cracking Test)2.断裂力学分析(Fracture Mechanics Analysis)断裂力学分析是一种常用的方法,用于评估金属在应力腐蚀开裂条件下的裂纹扩展行为。
通过对金属样品的裂纹形貌和裂纹扩展速率等参数进行分析,可以评估金属在应力腐蚀开裂条件下的裂纹扩展机制和发展规律。
第二篇示例:金属在H2S环境中抗硫化应力开裂和应力开裂及应力腐蚀开裂是材料科学和工程领域一个重要而复杂的问题。
H2S是一种常见的硫化氢气体,常常存在于石油、天然气等工业生产中。
金属材料在H2S环境中受到应力作用时容易发生各种腐蚀和开裂现象,这对于工程结构的安全性和可靠性都提出了严峻的挑战。
应力腐蚀开裂机理及防护v1.2.
H
L
H
H
NO
L
M
M
L
பைடு நூலகம்
M
H
NO
NO
L
L
L
L
M
NO
NO
NO
3、选材及防护 消除应力、选纯净钢 4、案例 装置:有硫化物和水存在的装置; 某炼油厂催化裂化装置稳定汽油部分换热 器的壳程(材质为16Mn)发现开裂,进行 化学分析、微观组织观察、硬度测试及断口分 析,测试分析结果表明:在断口沉积物中的硫 含量高,母材和焊缝的化学成分正常,裂缝起 源于壳体的焊缝区,开裂是硫化物应力腐蚀开 裂造成的。
HIC/SOHIC环境严重性
③ pH影响 pH↓→SCC↑ ④ 应力影响
⑤ 晶体结构的影响 铁素体钢较奥氏体不锈钢不易SCC,从而一 些对稳定铁素体组织有利的元素(Cr、W、 Mo、V、Al等)对抑制SCC有利
氯应力腐蚀裂纹敏感性CLSCC PH≤10
CL- PPM 温度
0C
1-10 L M M
11-100 M M H
101-1000 M H H
七、硫化氢环境下的氢致开裂/应力取向氢致开裂
1、机理
氢致应力开裂(HIC)定义为金属内部或表面的氢鼓包(HB) 相互连接而形成的内部开裂,形成HIC不需要有外部应力,开 裂是由氢鼓包形成的压力造成。阴极反应生成的氢原子聚集钢 表面,由于HS-的作用加速向钢中渗透,在钢材的缺陷(气孔 等)处结合形成氢分子,体积鼓胀,形成鼓包。鼓包连续就引 起金属内部分层或裂纹。反应过程如下:
二、硫化物应力开裂Sulfide Stress Cracking
1、机理: 金属在拉应力及硫化氢及水的综合作用 下出现的开裂。开裂的部位通常是高强钢 的焊接熔合区或低合金钢的强热影响区。 腐蚀的产生主要因为硫化氢产生的氢原子 渗透到钢的内部,溶解于晶格中导致材料 脆化所致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
避免胺法脱硫装置的开裂API推荐性规范 945第三版,2003年6月声明目录I 范围2参考文献2.1 参考出版物2.2 参考标准和规范2.3其他标准和规范2.43定义4 背景4.1胺处理装置4.2胺处理装置存在的主要问题5 建造材料和制造新设备指导5.1建造材料5.2制造6现有设备的检测与维修6.1概述6.2检测材料6.3 应当进行检验的设备和管道6.4检测方法6.5设备消缺6.6无损伤设备的焊后热处理附录A 开裂机理附录B设备防腐应当考虑的问题附录C 有关胺处理装置开裂问题新信息提供的要求图胺处理装置的典型流程图A-1焊缝热影响区的硫化物应力腐蚀开裂A-2碳钢法兰内表面的氢鼓泡A-3碳钢的阶梯状氢致开裂(HIC)A-4应力导向氢致开裂A-5临近焊缝部位的碱应力腐蚀开裂A-6 MEA装置中管道焊缝的碱应力腐蚀开裂A-7 DEA装置中的弯头部位的碱应力腐蚀开裂A-8 DEA环境中的碱穿晶应力腐蚀开裂1、范围本推荐性规范主要探讨了胺处理装置的碳钢设备的环境开裂问题。
胺处理装置中不锈钢的应力腐蚀开裂不在本规范的范围,尽管胺处理装置中的不锈钢应力腐蚀开裂也有些独立的报道。
本推荐性规范目的是用来提出碳钢材料,包括建造、检测和维修,方面的指导,以确保装置安全可靠的运行。
本规范中的钢采用的是ASTM或其他标准规范中与其等效的钢材。
焊接是胺处理设备主要的建造和连接方式。
关于焊缝和焊肉的定义见3.1 and 3.2。
本文是建立在当前的一些工程实践基础上,并参考了近来的一些工业经验。
老的胺处理装置可能不能完全遵照本规范中的要求,这并不意味着这些装置不安全或不可靠。
没有两个胺处理装置是完全一样的,对特定设备需要进行的调整取决于其运行条件、检测和维护历史。
每一家公司都要对自己装置的安全性和可靠性负责。
2、参考文献2.1参考出版物下面是本规范的参考文献。
1. H. W. Schmidt et al., “Stress Corrosion Cracking in Alkaline Solutions”,Corrosion, 1951, Volume 7, No. 9, p. 295.2. G. L Garwood, “What to Do About Amine Stress Corrosion”, Oil and Gas Journal, July 27, 1953, Volume 52, p. 334.3. P G. Hughes, “Stress Corrosion Cracking in an MBA Unit”, Proceedings of the 1982 U.K. National Corrosion Conference, Institute of Corrosion Science and Technology, Birmingham, I3ngland, 1982, p. 87.4. H. l. MeHenry et al., “Failure Analysis of an Amine Absorber Pressure Vessel,” Materials Performance, 1987. Volume 26, No. 8, p. 18.5. J. Gutzeit and I M. Johnson, “Stress Corrosion Cracking of Carbon Steel Welds in Amine Service”, Materials Performance, 1986, Volume 25, No. 7, p. 18.6. J. P. Richert et al., “Stress Corrosion Cracking of Carbon Steel in Amine Systems”, Materials Performance, 1988, Volume 27, No. l, p.9.7. A. J. Bagdasanian et al., “Stress Corrosion Cracking of Carbon Steel in DEA and ADIP Solutions”, Materials Performance, 1991,Volume 30, No. 5, p. 63.8. R. J. Horvath, Group Committee T-8 Minutes, Sec. 5.l0——Amine Units, Fall Committee WeekI93, September 29, 1993. NACE International.9. R. N. Parkins and Z. A. Foroulis, “The Stress Corrosion Cracking of Mild Steel in Monoethanolamine Solutions¡± (Paper 188), Cor,vsion/87, NACE Tnternational, Houston, 1987.10. H. U. Schutt, “New Aspects of Stress Corrosion Cracking in Monethanolamine Solutions” (Paper 159), Cormsion/88, NACE International, Houston, 1988.11. M.S. Cayard, R.D. Kane, L. Kaley and M. Prager, “Research Report on Characterization and Monitoring of Cracking in Wet H2S Service”, API Publication 939, American Petroleum Institute, Washington, D.C.,October1994.12. T.G. Gooch, “Hardness and Stress Corrosion Cracking of Fern tic Steel”, Welding Institute Research Bulletin. 1982, Volume 23, No.8,p. 241.13. C. S. Carter and M. V. Hyatt, Review of Stress Comasion Cracking in Low Alloy Steels with Yield Strengths Below 1 50 KST,¡± Sfr¡¯cw Cortnsion Cracking and Hydrogen Embrittlement of Iron Base Alloys.NACE International, Houston, 1977, p. 524.2.2 参考标准和规范下面给出了本推荐性规范直接参考的标准和规范(文中没有标出)。
这些标准和规范都会定期更新,发布新版本,在采用本规范时应当参考这些标准规范的最新版本。
APIAPI 510 压力容器检验规程:维护、检验、定级、维修和更换API 570 管道检验规程:检测、维修、更换和在役管道的定级API RP 572 压力容器的检验API RP 574 管道系统的检验API RP 579 合乎使用性评估(适应性评估)API RP580 基于风险的检验API RP 582 石油、天然气和化工行业焊接导则API Publ 2217A 石油化工行业空间受限场所作业指导NACERP 0472 腐蚀性炼油环境中防止碳钢焊缝环境诱导开裂的方法与控制措施NACE No.2金属出白喷砂处理SSPC-SP 102.3 其他标准和规范下面给出了本推荐性规范没有直接参考的标准和规范。
建议读者去熟悉一下这些规范和标准,因为这些规范和标准提供了与本推荐性规范相关的一些信息。
这些标准和规范都会定期更新,发布新版本,在采用本规范时应当参考这些标准规范的最新版本。
ASMEB31.3工艺管道锅炉及压力容器规范,第VIII分册:“压力容器建造规则”,第IX分册:“焊接和钎焊评定标准”ASTME10 金属材料布氏硬度测试方法NACEMR0103 腐蚀性炼油环境中的耐硫化物应力腐蚀开裂材料TM0177 耐环境诱导开裂材料的实验室测试方法管线和压力容器用钢抗氢致开裂性能评估方法2.4 参考资料下面给出了一些与本规范有关的文献。
D. Ballard, “How to Operate an Amine Plant”, Hydrocarbon Processing, 1966, Volume 45, No.4, p. 137.E. M. Berlie et al., “Preventing MEA Degradation,” Chemical Engineering Progress, 1965, Volume 61, No. 4, p. 82.K. E Butwell, “How to Maintain Effective MEA Solutions”, Hydrocarbon Processing, 1982, Volume 61, No. 3, p. 108.J. C. Dingman ci a]., “Minimize Corrosion in MEA Units”, hydrocarbon Processing, 1966, Volume 45, No.9, p. 285.R.A. Feagan et al., “Experience with Amine Units”, Petroleum Refiner, 1954, Volume 33, No. 6, p. 167.R. Hafsten et al., “APT Survey Shows Few Amine Corrosion Problems”, Petroleum Refiner, 1958, Volume 37, No. 11, p- 281.G. D. Hall, ¡°Design and Operating Tips for Ethanolamine Gas Scrubbing Systems,¡± Chemical Engineering Progress, 1983, Volume 62, No. 8, P. 71.A. I.. Kohl and E C. Riesenfeld, Gas Pur f/I cation (4th ed.), Gulf Publishing, Houston, 1985.N. R Liebenmann, ¡°Amine Appearance Signals Condition of Sysiem,¡± Oil & Gac Jor,nial, May 23, 1980, Volume 78, p. 115.A. J. MacNab and R. S. Treseder, ¡°Materials Requirements for a Gas Treating Process,¡± Materials Protection and Performance, l971,Volume 10, No. l,p.21.A. I. R. Rees, ¡°Problems with Pressure Vessels in Sour Gas Service (Case Histories),¡± Materials Performance, 1977, Volume 16, No.7, p. 29.F C. Riesenfeld and C.L Blohm, ¡°Corrosion Resistance of Alloys in Amine Gas Treating Systems,¡± Petroleum Refiner, 1951,Volumc 30, No. lO,p. 107.W R. Schmcal et al., ¡°Corrosion in Amine/Sour Gas Treating (¡®ontactnrs,¡± Chemical Engineering Progress, Maith, 1978.M. K. Seubert and G. D. Wallace, ¡°Corrosion in DGA Treating Plants¡± (paper 159), Corrosion/85, NACE International, Houston, 1985.3、定义3.1. 焊缝:焊缝的焊肉部分3.2 焊接接头:焊肉、焊缝热影响区和受到焊接残余应力影响的母材4、背景4.1胺处理装置炼油和石化工业中,炼厂气和液态烃往往含有一些酸性成分,如硫化氢和二氧化碳。