FANUC主轴模块报警维修精修订
FANUC主轴放大器上的报警代码故障原因及处理方法

更换SPM控制板
SPM上的直流侧ALM未点亮;则直流短接片没接好
紧固短路片
直流大熔丝熔断
更换保险
保险无异常时IGBT/IPM短路
进行板级维修
电压检测电路不良
更换SPM控制板
主轴电机短路
更换电机
04ALM红灯亮
电源输入回路缺相报警
三线交流电缺相
排除缺相故障
三相电熔丝断
更换熔丝
27ALM红灯亮
编码器信号断线报警JYA4/JYA3
示波器检测编码器的输出波形PA、PB、PA、PB是否正常,否则编码器故障
更换主轴编码器
万用表测量JYA4/JYA3有断线
更换编码器反馈线
29ALM红灯亮
短时过载
在一定时间内连续施加了过大的负载
加工时出现过载
主轴参数设置不良
主轴放大器的控制板电路不良
30ALM红灯亮
IPM过电流
主轴放大器的输入电路电流超过规定值
主轴放大器输入电压高
主轴参数不良
主轴放大器控制板不良
31ALM红灯亮
主轴电机速度检测器异常或电机未按给定的速度旋转
主轴电机速度传感器故障——传感头磨损手快速移动主轴,观察画面上的主轴电机速度与估计转速差别加大
更换传感器并保持其余测速齿轮~的间隙
56ALM红灯亮
内部风扇异常
SPM的散热风扇故障
清理、更换风扇红:DC24、黑:0V、黄:报警线
62ALM红灯亮
主轴电机速度指令溢出
速度指令太大超出参数允许值
更改加工程序中的主轴电机速度
66ALM红灯亮
各放大器间通信异常
PSM、SPM、SVM之间的连线错误/SPM的控制板故障
FANUC 主轴放大器上的报警代码、故障原因及处理方法

主轴电机速度指令溢出
速度指令太大超出参数允许值
更改加工程序中的主轴电机速度
66(ALM红灯亮)
各放大器间通信异常
PSM、SPM、SVM之间的连线错误/SPM的控制板故障
重新连线/更换SPM的控制板
73(ALM红灯亮)
速度检测信号幅值不够
有关主轴速度反馈检测的参数设定错误
重设参数
主轴电机速度传感器故障——传感头磨损(手快速移动主轴,观察SP.MON画面上的主轴电机速度与估计转速差别加大)
更换传感器并保持其余测速齿轮0.1~0.15mm的间隙
SPM的控制板故障
更换SPM的控制板
74 75 78(ALM红灯亮)
控制板检测到CPU、CRC等异常
更换SPM的控制板
81 82 83
主轴电机内装传感器一转信号错误、无一转信号及传感器通信错误
未正确检测出主轴电动机传感器的一转信号(连接器JY4/JYA2)
DC300v直流侧大熔丝断(DC300V经大熔丝给晶体管模块)
SPM的逆变器用晶体管模块短路
更换SPM控制板
SPM上的直流侧ALM未点亮。则直流短接片没接好
紧固短路片
直流大熔丝熔断
更换保险
保险无异常时IGBT/IPM短路
进行板级维修
电压检测电路不良
更换SPM控制板
主轴电机短路
更换电机
04(ALM红灯亮)
SPM显示报警号
故障内容
故障原因
排除方法
A或A0
主轴放大器ROM错误
SPM控制板上的ROM芯片没插好或损坏
重插拔或者更换ROM芯片
控制板左上角两个大的IC管脚腐蚀
更换SPM控制板
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC主轴报警

FANUC主轴报警主轴放大器:有三个灯:电源,报警,错误(梯形图地址信号错误,也是黄灯亮)。
正常两个横杠是稳定的状态。
伺服工作状态为0。
PSM上显示4, SPM上显示51, 系统上显示433含义:主回路的DC电压过低.原因和故障跟踪:1.出现瞬间的停电,检查电源.433报警,主轴9051报警,电网电压不稳,电网电压低。
2.输入电源电压过低,确认电源的规格.433报警,将CX19B的A1,B1,A2,B2都接上+24V,0V就不报警了。
3.解除急停状态下,切断主回路电源时,有时也会发生该报警. 检查操作顺序.433报警:PSM DC link电压降低,或者α,β系列SVU的DC link电压降低1号报警:报警内容:电机过热.处理方法:电机温度较高1.切削条件(吃刀量,刀具,材料等)2.频繁的加减速3.环境温度4.主轴冷却风扇电机温度低1.主轴参数的设定2.反馈电缆3.主轴温控开关4.主轴单元1号报警:电机过热.电机内部高于或等于标准温度,电机温度过高。
一.切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)二.轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.三.电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.2号报警:报警内容:电机实际速度与指令速度有较大差异处理方法:1.主轴电机的固有参数2.主轴速度传感器损坏(用手盘电机比较电机速度和指令速度)3.加速时产生,参数4082设定值加大4.重切削时产生:切削负荷过大参数设定限制扭矩输出4028.40294028输出限制模式的设定,数据范围:0-9. 标准设定:0从下面选择适当的模式:A:仅在加速和减速时进行输出限制,慢慢地加速或减速,在稳定旋转时,以额定输出运行时(设定数据1,4,7)(类似于软启动/停止的功能)B:加速和减速在最大输出下进行,在稳定旋转时进行输出限制时(设定数据:2,5,8) C:使用相同的电机和放大器,作为具有不同输出规格的机床时(设定数据:3,6,9)内容设定数据模式1模式2模式3不进行输出限制000A.仅在加减速时进行输出限制147B.在加减速时不进行输出限制,在稳定旋转时进行输出限制258C.对于所有操作都进行输出限制369 4029输出限制值: 数据单位:1%数据范围:0—100 标准设定:100假定最大输出(过载耐量)为100%,设定一个所需的限制值.本设定值在对通过参数4028的设定进行输出限制时有效.P30页2号报警:电机实际速度与指令速度有较大差异一.电机加速过程中显示本报警时1.加减速时间的参数设定值不合理.参数4082,加减速时间的设定.2.速度检测器的设定参数有误.4011#2,1,0 速度检测器的参数设定二.重切削时显示本报警时1.切削负载超过电机的最大输出.请确认负载表的显示,修改使用条件.2.错误地设定了输出限制的参数.4028输出限制模式的设定4029输出限制值3.电机固有参数没有正确设定其他:对于α系列主轴1.动力线不良,检查动力线,电机动力线接反了,正转会去反转。
FANUC系统常见报警中文对照及解决方法
FANUC系统常见报警中文对照及解决方法1005X AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位X轴锁住,不能移动设D493=1进入修调方式.检查继电器,电磁阀,开关及线路1006Y AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側Y轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1007Z AXIS INTERLOCK ,INHIBIT MACHINE MOVING产生状态及原因机械手臂在主轴側ZY轴锁住,不能移动.设D499=1进入修调方式.检查继电器,电磁阀,开关及线路1010SPINDLE TOOL NOT CLAMP产生状态及原因主轴刀具未夹紧。
主轴不能旋转。
检查主轴刀具夹紧开关,确认动作正常后,同时按下键和键,清除报警。
1011SPINDLE TOOL NOT UNCLAMP产生状态及原因主轴刀具未松开。
主轴不能旋转。
检查主轴刀具松开开关,确认动作正常后,同时按下键和键,清除报警。
1012SPINDLE ORIENTAL NOT COMPLETE产生状态及原因主轴定向未完成(F45.7没输出)。
不能进行刀具交换。
检查主轴定向开关是否工作正常。
1013M FUNCTION DID NOT COMPLETE产生状态及原因在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行.检查是哪一个M功能未执行。
1014SPINDLE IS NOT AT GEAR POSITION产生状态及原因主轴不在档位。
主轴不能正常旋转,与主轴相关的动作不能执行。
检查主轴高、低档开关及电磁阀。
同时按下键和键,清除报警。
1015SPINDLE CHANGE ERRORFORM HIGH GEAR TO LOW GEAR产生状态及原因主轴由高档变低档错误。
FANUC常见伺服报警以及解决方法
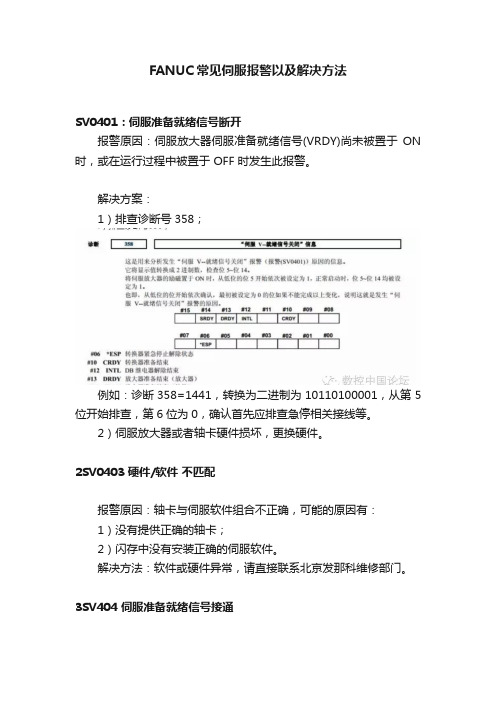
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
FANUC 主轴放大器上的报警代码、故障原因及处理方法(完整资料).doc

主轴电机动力线相序错误(启动主轴时回转几下即刻报警)
U、V相动力线对调
主轴参数设定不正确
主轴参数初始化
一开机就报警,则SPM控制板故障
更换控制板
33(ALM红灯亮)
直流侧放电回路异常
电源模块故障
更换PSM
SPM的控制板故障
更换控制板
34(ALM红灯亮)
主轴参数异常报警
电机代码参数NO.4133错误
重设参数后进行初始化
SPM的控制板故障
更换SPM的控制板
51(ALM红灯亮)
直流侧低电压报警
电源模块AL04报警时,则电源模块故障
更换电源模块
电源模块无AL04报警时,则SPM控制板故障
更换SPM的控制板
56(ALM红灯亮)
内部风扇异常
SPM的散热风扇故障
清理、更换风扇(红:DC24、黑:0V、黄:报警线)
主轴参数设定不良
07(ALM红灯亮)
主轴电机过超速报警(最高转速115%)
控制板检测回路故障,导致开机即报警
更换SPM控制板
运行过程中报警,关机重启可消除,否则控制板故障
更换SPM控制板
关机重启后出现其他报警
按报警提示解决
09(ALM红灯亮)
SPM的晶体管过载报警(IGBT/IPM散热器温度过高)
关机重启报警消失则主轴负载过大(切削量过大、主轴轴承损坏)
更换主轴控制电路板
19/20(ALM红灯亮)
U/V想电流检测器偏置过大(多为开机时)
SPM的控制板/底板故障
更换SPM
21(ALM红灯亮)
位置传感器极性错误
位置传感器极性参数设置错误
修正参数(#4000.0、#4001.4)
FANUC主轴放大器上的报警代码故障原因及处理方法

更换CNC与主轴放大器之间的通信电缆;更换主轴放大器的控制电路板;更换CNC主板
更换主轴控制电路板
19/20(ALM红灯亮)
U/V想电流检测器偏置过大(多为开机时)
SPM的控制板/底板故障
更换SPM
21(ALM红灯亮)
位置传感器极性错误
位置传感器极性参数设置错误
修正参数(#、#)
24(ALM红灯亮)
与CNC串行传输数据异常
系统已关机则为正常报警,开机即消失
重开机不消失,JA41/JA7A/7A7B间的通信电缆连接故障
主轴负载过大
优化切削参数,更换主轴轴承
SPM上JY1/JY2端口连线松动
重新插拔JY1/JY2端口连线
电机热保护开关开路失效
万用表测量热控开关电阻应短路,否则更换
主轴电机冷去风扇故障
更换风扇
电机绕组短路
更换主轴电机
02(ALM红灯亮)
主轴电机速度与指令速度超差报警
主轴电机速度传感器故障
更换传感器并保持其与测速齿轮见的距离
主轴一启动/高速运转时报警,则主轴电机/动力线短路
更换主轴电机/动力线
主轴参数设定与实际电机不符
主轴参数初始化
SPM电流监控回路故障
更换SPM控制板
13(ALM红灯亮)
CPU内部数据存储器出错(很少出现)
更换SPM控制板
16(ALM红灯亮)
主轴放大器RAM错误
更换主轴控制电路板
18(ALM红灯亮)
程序ROM检查错误
优化切削参数、更换轴承
SPM的散热风扇故障
清理、更换风扇(红:DC24、黑:0V、黄:报警线)
主轴参数设定与实际电机不符
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
F A N U C主轴模块报警
维修
集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
法那克α系列主轴模块SPM报警
序号故障征兆原因分析解决方法
一、SPM显示A,A0或A1报警控制板检测到ROM或RAM或CPU故障,不能进行正常工作。
1.检查控制板(将SPM外壳拆下,即可拆下控制板)上的ROM芯片是否没有插好,或没有ROM,重新插好或购买更换。
2.检查控制板的左上角两个大集成芯片的管脚是否有腐蚀,因为PSM的冷却风扇正对此芯片,热空气经过后冷却成水汽,使大片子的管脚被腐蚀有锈,购买新的控制板更换。
二、SPM显示01(ALM红灯点亮)。
电机过热报警
1.关机等候一段时间后,看是否还有报警,如果报警消失,则可能机械负载太大,检查主轴机械负载或切削量是否过大。
2.检查SPM的JY2插座上的连接器是否没有或没有插好。
3.用万用表检查电机过热保护开关之间的电阻应为短路。
如果开路,更换热控开关。
三、SPM显示02(ALM红灯点亮)主轴电机的速度与指令速度相差较大。
1.不启动主轴,用手盘主轴使主轴电机快速转动起来,估计电机的实际速度是多少,让另外一人观察系统的主轴监视画面上的电机速度显示值,看是否基本一致,一般情况有100-200转/分,如果只有1-2转或10转以下,则是电机速度传感器或速度反馈回路故障,拆下主轴电机的速度传感器(在电机后部,拆下风扇和风扇下面的盖,即可看见一块小的印刷板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC有售,根据电机型号可查到传感器的型号,如:电机型号最后四位为B100,则传感器的型号为A860-0854-V320),注意调整传感器与测速齿轮之间的间隙,应为之间,可用10元人民币置与其间很灵活,对折后置于其间很紧即可。
2.如果速度显示正常,则查电机或动力线是否正常,动力线可用万用表或兆欧表测量出。
3.电机动力线相序是否接错。
如果不对,在启动时主轴来回转几下后出此报警。
可将U,V对调。
4.如果有条件(即车间里有相同的交流主轴单元),可互换控制板或整套单元,但必须测量晶体管模块没有短路,否则会将另一控制板烧坏。
这样会很快判断出是单元或控制板或电机故障。
四、SPM的LED上显示03(ALM红灯点亮)直流大保险烧断。
1.观察SPM上的直流侧红色指示灯是否点亮,如果没有点亮,则是直流短接片没有接好,如四个螺钉一定不能只上两个,并且要拧紧。
或电源单元故障。
2.拆下主轴单元模块的外壳,用万用表测量直流大保险,如果不通,更换保险。
但可能后面电路有短路造成烧保险,必须先解决引起短路烧保险的原因,才能通电测量后面的IGBT或IPM是否有短路,如果有,则更换,且需更换驱动模块和驱动电阻。
五、SPM的LED上显示04(ALM红灯点亮)。
电源输入回路缺相。
1.用万用表检查电源输入三相交流是否有缺相。
2.将主轴模块送修。
六、SPM的LED上显示07(ALM红灯点亮)。
主轴电机超速报警。
1.如果一开机就有报警,则控制板的检测回路有故障,更换控制板。
2.如果运行过程中出现该报警,关机重新开机,如果还是同样故障,更换主轴单元。
3.如果重新开机后出别的报警,按别的报警解决方法解决。
七、SPM的LED上显示09(ALM红灯点亮)。
主轴模块晶体管回路过载报警。
1.观察是否和时间有关,如果是长时间开机后出现,而停机一段时间后再开无报警,则是电机负载太大,应检查机械负载或电机或切削量太大。
2.用万用表测量控制底板的OH1、OH2之间应该是短路的,如果开路,检查单元上的热控开关是否坏了,如果是短路的,则控制底板断线或控制侧板与底板连接器接触不好,重新插好。
或更换控制板。
八、SPM的LED上显示11(ALM红灯点亮)。
直流侧电源电压太高。
PSM上会有01AL检查电源模块或三相输入电源线是否接触不好。
九、SPM的LED上显示12(ALM红灯点亮)。
直流电源回路电流异常,或IPM模块异常报警。
1.观察是一给指令就报警,还是给指令后,转一下才报警,或高速报警。
如果是后两者,检查主轴电机或动力线是否有短路或绝缘异常。
2.拆下IGBT或IPM模块,测量是否有短路的,如果有,更换。
如果没有短路,再检查个PN节的导通压降是否正常,如果是IPM,即使用万用表测量各点都正常,也要更换。
3.更换IGBT后,要同时更换驱动模块(A20B-2902-0390),并且用万用表测量控制底板上的六组驱动电阻,每组两个,欧和10k,如果烧断,更换。
工业电气维修/CPU主板维修 2:造成问题的原因 A)外接的SVM/SPM模块太多. 检查的SPM的额定参数. B)直流部分有短路. 检查线路连接 C)充电限流电阻有问题. 更换配线电路板什么是SPM 每个Motion-SPM在高热效封装中集成了六个快速恢复MOSFET (FRFET) 和三个半桥高压IC (HVIC)。
这些集成元件采用飞兆半导体的创新技术,实现了低损耗和低EMI特性,有助于提升应用的效率和可靠性。
Motion-SPM将MOSFET作为器件的功率开关,提供了较IGBT功率模块或单芯片方案更好的系统耐用性和更大的安全工作
区 (SOA)。
与分立元件方案相比,这些高度集成的模块不仅能有效地节省空间,而且还省去了对多个分立元件进行测试和认可的耗时工序 SPM= 功率器件 + 驱动器
件 + 驱动IC + 封装功率器件= IGBT 或 MOSFET + FRD 驱动IC= HVIC 和LVIC 封装=陶瓷基底或铜直接键合(DBC)基底的转模封装工业电气维修/CPU 主板维修//变频器维修///软启动器维修/直流调速器维修///主轴驱动维修/伺服驱动器维修///制动单元维修/工控机维修/PLC维修///可编程控制器维修/电源维修///电源模块维修/输入输出模块维修///触摸屏与显示维修/数控装置维修//伺服控制器维修/伺服电机维修等等各类电气维修。