球墨铸铁件的技术要求
qt600球墨铸铁铸造技术条件

qt600球墨铸铁铸造技术条件QT600球墨铸铁铸造技术条件介绍QT600球墨铸铁是一种优质铜合金,具有高强度、优良的韧性和良好的耐磨性能。
为了获得高质量的QT600球墨铸铁制品,需要满足以下一些必要的技术条件。
材料选择1.铸造材料:选择高纯度的球墨铸铁原材料,确保材料的均匀性和稳定性。
2.熔炼设备:使用高效的电炉或电弧炉进行材料熔炼,控制熔炼温度在适宜范围内。
铸造工艺1.铸型设计:根据产品的形状和尺寸要求,合理设计铸型,保证流动性和易脱模性。
2.塞眼设计:合理设置塞眼,保证熔铁液的充液和排气。
3.熔炼温度:控制熔铁液的温度在1470°C~1520°C,确保熔铁液的流动性和稳定性。
4.熔铁液处理:采用适当的渣化剂进行熔铁液的渣处理,降低杂质含量。
5.浇注温度:根据具体情况,控制浇注温度在1390°C~1450°C,确保铸件的凝固过程平稳。
6.浇注方式:采用上浇式浇注方式,避免气体夹杂和杂质的侵入。
热处理工艺1.退火处理:铸件进行球化退火处理,温度控制在850°C~900°C,时间根据厚度进行调整。
2.淬火处理:对球化退火的铸件进行水淬处理,温度控制在870°C~900°C,保证铸件的强度和韧性。
检测与质量控制1.成分分析:采用光谱仪对铸铁材料进行成分分析,确保材料质量。
2.金相分析:采用金相显微镜对铸件进行金相分析,检查铸件的组织结构和缺陷情况。
3.物理性能测试:对铸件进行硬度测试、拉伸和冲击实验等物理性能测试,评估铸件的强度、韧性和耐磨性能。
4.尺寸检测:采用三坐标测量仪等设备对铸件的尺寸进行检测,确保符合设计要求。
结论遵守以上的技术条件可以保证QT600球墨铸铁铸造的质量和性能,确保产品的稳定供应、安全使用和满足市场需求。
同时,对于铸铁铸造行业的发展具有重要的推动作用。
建议1.优化熔炼设备:可以考虑使用先进的感应炉或电弧炉,提高熔炼的效率和质量。
球墨铸铁管技术标准

球墨铸铁管技术标准球墨铸铁管是一种具有高强度、耐腐蚀、耐磨损和良好的抗震性能的管材,广泛应用于给水、排水、燃气、热水供应等领域。
为了保证球墨铸铁管的质量和安全使用,制定了一系列的技术标准,以下将对球墨铸铁管技术标准进行详细介绍。
首先,球墨铸铁管的材质要求。
球墨铸铁管的主要材料是球墨铸铁,其化学成分应符合相关标准要求,包括铁、碳、硅、锰、磷和硫等元素的含量。
材质的选择对于球墨铸铁管的性能和使用寿命起着至关重要的作用,因此材质要求是技术标准中的重点内容之一。
其次,球墨铸铁管的外观和尺寸要求。
在生产球墨铸铁管时,管材的外观和尺寸需要符合相关标准规定,包括管材的外观质量、壁厚、长度、直径公差等方面的要求。
这些规定旨在保证球墨铸铁管在安装和使用过程中能够与其他管材或管件完美配合,确保管道系统的正常运行。
另外,球墨铸铁管的机械性能和物理性能也是技术标准中需要重点关注的内容。
球墨铸铁管需要具有一定的抗拉强度、屈服强度、伸长率、硬度等机械性能,以及良好的耐压性能、耐冲击性能、耐腐蚀性能等物理性能。
这些性能的要求直接关系到球墨铸铁管在实际使用中的可靠性和安全性。
此外,球墨铸铁管的连接方式、防腐蚀措施、试验方法等方面也都有详细的技术标准规定。
连接方式包括法兰连接、螺纹连接、插接连接等,防腐蚀措施包括外涂防腐、内衬防腐等,试验方法包括压力试验、硬度试验、拉伸试验等。
这些规定旨在保证球墨铸铁管在生产、运输、安装和使用的全过程中都能够得到有效的保障。
总的来说,球墨铸铁管技术标准是保证球墨铸铁管质量和安全使用的重要依据,其中涵盖了材质要求、外观和尺寸要求、机械性能和物理性能要求、连接方式、防腐蚀措施、试验方法等方面的内容。
只有严格按照技术标准进行生产、检验和使用,才能够确保球墨铸铁管在各种工程项目中发挥出最佳的作用,为人们的生活和生产提供可靠的支持。
球墨铸铁件的技术要求
球墨铸铁件的技术要求
球墨铸铁件
技术要求
项目
内容
主要保证条件
力学性能
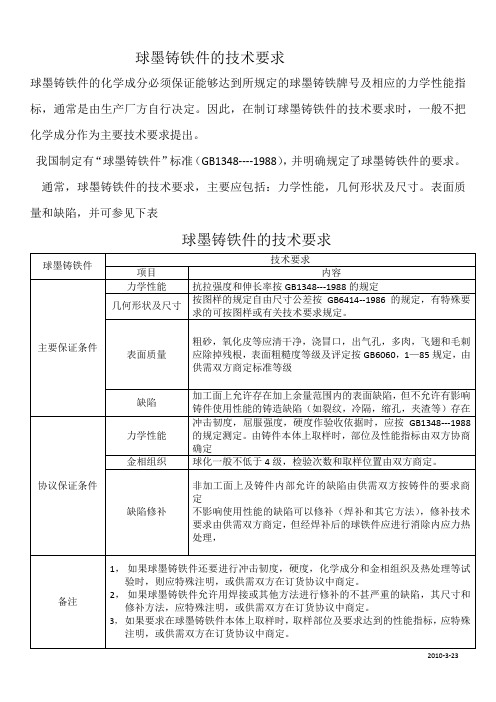
抗拉强度和伸长率按GB1348---1988的规定
几何形状及尺寸
按图样的规定自由尺寸公差按GB6414--1986的规定,有特殊要求的可按图样或有关技术要求规定。
表面质量
粗砂,氧化皮等应清干净,浇冒口,出气孔,多肉,飞翅和毛刺应除掉残根,表面粗糙度等级及评定按GB6060,1—85规定,由供需双方商定标准等级
球墨铸铁件的技术要求
球墨铸铁件的化学成分必须保证能够达到所规定的球墨铸铁牌号及相应的力学性能指标,通常是由生产厂方自行决定。因此,在制订球墨铸铁件的技术要求时,一般不把化学成分作为主要技术要求提出。
我国制定有“球墨铸铁件”标准(GB1348----1988),并明确规定了球墨铸铁件的要求。
通常,球墨铸铁件的技术要求,主要应包括:力学性能,几何形状及尺寸。表面质量和缺陷,并可参见下表
2,如果球墨铸铁件允许用焊接或其他方法进行修补的不甚严重的缺陷,其尺寸和修补方法,应特殊注明,或供需双方在订货协议中商定。
3,如果要求在球墨铸铁件本体上取样时,取样部位及要求达到的性能指标,应特殊注明,或供需双存在加上余量范围内的表面缺陷,但不允许有影响铸件使用性能的铸造缺陷(如裂纹,冷隔,缩孔,夹渣等)存在
协议保证条件
力学性能
v法铸造工艺生产球墨铸铁件的技术总结

v法铸造工艺生产球墨铸铁件的技术总结
球墨铸铁是一种高强度、高韧性、高耐磨性的铸铁材料,广泛应用于机械制造、汽车制造、航空航天等领域。
而v法铸造工艺是球墨铸铁生产中常用的一种工艺,下面就来总结一下v法铸造工艺生产球墨铸铁件的技术要点。
v法铸造工艺的特点是在铸造过程中加入镁、稀土等元素,通过化学反应使铸铁中的石墨球化成球状,从而提高铸铁的强度和韧性。
在具体操作中,需要注意以下几点:
1. 铸型设计。
铸型的设计应考虑到球墨铸铁的特点,如热膨胀系数、收缩率等,以保证铸件的尺寸精度和表面质量。
2. 铸造温度。
球墨铸铁的铸造温度一般在1350℃左右,需要控制好铸造温度,以保证铸件的组织和性能。
3. 镁、稀土的添加。
镁、稀土的添加量应根据铸件的要求进行调整,一般在0.03%-0.05%之间。
4. 浇注方式。
球墨铸铁的浇注方式应尽量采用自由浇注或低压浇注,以避免铸件内部产生气孔和夹杂。
5. 热处理。
球墨铸铁的热处理一般采用正火+回火的方式,以提高铸件的强度和韧性。
除了以上几点,还需要注意铸造过程中的其他细节,如铸造速度、浇注时间、浇注位置等。
只有在严格控制每个环节的情况下,才能生产出高质量的球墨铸铁件。
v法铸造工艺是球墨铸铁生产中常用的一种工艺,通过控制铸造温度、添加镁、稀土等元素,以及严格控制铸造过程中的各个环节,可以生产出高质量的球墨铸铁件。
球墨铸铁管技术规范

一、管材定义及选用1.球墨铸铁管:用经球化处理后,析出的石墨成明显球状的铁水生产的管材,也称为可延性铸铁管。
以离心工艺生产的管材为离心球墨铸铁管;以连续浇注法生产的管材称为连续铸造球墨铸铁管。
2.选用的球墨铸铁管、管件和附件应符合《水及燃气管道用球墨铸铁管、管件和附件》GB/T 13295中的相关规定。
3.球墨铸铁管和管件的防腐一般外防采用外表面喷涂金属锌层外加沥青漆涂覆;内防采用硅酸盐水泥砂浆内衬。
4.球墨铸铁管的接口形式分为柔性接口和刚性接口。
柔性接口为承插式连接,包括滑入式(T型)和机械式(K型);刚性接口分承插式和法兰式连接。
5:我公司一般采用球墨铸铁管(K9)连接柔性接口为滑入式(T型)(橡胶圈密封),刚性接口为法兰式。
二、沟槽地基处理1.管道基础应置于坚实的原状土上,要求地基承载力ak N120KPa。
若遇流砂、淤泥、松散土及回填土等软弱地基情况,应采取相应加固处理措施,使其达到设计要求。
2.在管基土质情况较好,地下水位低于管底的地段主管道应铺设100mm厚砂垫层,其余支管均采用素土基础。
3.沟槽地基处理3.1沟槽局部超挖或发生扰动时,应按下列规定处理:a.超挖深度不超过150mm时,可用挖槽原土回填夯实,其压实度不应低于原地基土的密实度;b.槽底地基土壤含水量较大、不适于压实时,应采取换填等有效措施。
3.2排水不良造成地基土扰动时,应按下列方法处理:a.扰动深度在100mm以内,宜填天然级配砂石或砂砾处理;b.扰动深度在300mm以内,但下部坚硬时,宜填卵石或块石,再用砾石填充空隙并找平表面。
3.3原状土地基局部超挖或扰动时,应按3.1规定进行处理。
3.4岩石地基局部超挖时,应将基底碎渣全部清理,回填低强度等级混凝土或粒径10~15mm的砂石回填夯实。
3.5沟底地基为岩石地段,管道应铺设砂垫层,砂垫层应符合以下规定:4.软土地基处理软土管基应根据不同的承载力采取不同级别的置换方法和不同加固措施。
铸铁件通用技术条件
铸铁件通用技术条件公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-交通部上海港口机械制造厂企业标准铸铁件通用技术条件说明本标准适用于重量在10吨以下的灰口铸铁和一般球墨铸铁件,对本标准中未定的特殊要求,应在图纸或专用技术条件中补充规定,铸铁外表毛坯质量按厂标“JQ/GJ8—4—82铸铁件毛坯质量评级标准”检验和验收。
凡本标准中所以用的国标,部标或其他标准,均以最新标准为准。
一技术要求1、铸铁的牌号、机械性能应符合国标GB976—67的规定。
2、灰口铸铁件验收的主要依据为抗弯强度或抗拉强度对硬度值和挠曲度值有测定要求者应特别指出。
3、球墨铸铁件机械性能以抗拉强度、延伸率及冲击值为依据,其化学成分、金相组织和硬度值的误差,如图纸无特殊要求,一般不做验收依据。
4、铸铁件的外形和尺寸均应符合图纸要求,机械加工余量按(表1)(表2)(表3)(表4)规定的加工余量标准。
5、铸铁件尺寸偏差按(表5)(表6)(表7)的规定。
6、铸铁件的非加工壁厚和筋厚偏差按(表8)的规定。
一级精度铸件机械加工余量(毫米)表1二级精度铸件机械加工余量(毫米)表2三级精度铸件机械加工余量(毫米)表3球墨铸铁件加工余量(毫米)表4一般精度铸件尺寸偏差(毫米)表5二级精度铸件尺寸偏差(毫米)表6三级精度铸件尺寸偏差表7锻件的非加工壁厚和筋厚偏差表8注:(1)表中“公称尺寸”是指两个相对加工面之间的最大距离,或者从基准面或中心线(铸件图或零件图上标出的)到加工面的距离。
若有几个加工面到基准轴线或基准面是平行的,则“公称尺寸”必须采用最远一个加工面到基准面的距离,若加工面较大时,公称尺寸也可用加工面的最大轮廓尺寸来代替。
(2)根据零件的要求,应在铸件图或编有铸造工艺的零件图上标出精度等级,对于同一部件的不同部位,允许有不同的精度等级。
(3)铸孔的机械加工余量,不管其所在的位置如何,一般均采用各级的顶面加工余量。
Q-ZZ 30015球墨铸铁件通用技术条件
样方式,并从铸件有代表性的部位获取,力学性能标准可根据铸件取样部位壁厚按表 2 执行。
注 3:伸长率是从原始标距 L0=5d 上测得的,d 是试样上原始标距处的直径。其他规格的标距见 GB/T1348 第 9.1 条及 附录 B。
3.2.3 附铸试样的力学能能 铸件附铸试样的力学性能见表2。 表2 附铸试样的力学性能
3 技术要求
3.1 球墨铸铁牌号 参照GB/T 5612,本标准规定,以单铸试样力学性能规定的球墨铸铁牌号见表1;以附铸试样力学性
能规定的球墨铸铁牌号见表2;以本体试样力学性能规定的球墨铸铁牌号见表3。在图纸中应标注铸件所 用材料的牌号,如“QT450-10-QZZ30015、QT450-10A-QZZ30015、QT450-10B-QZZ30015”。
附件 2:
Q/ZZ
中国重型汽车集团有限公司企业标准
Q/ZZ 30015—××××
代替Q/ZZ 30015-2008
球墨铸铁件通用技术条件
(征求意见稿)
××××-××-××发布
××××-××-××实施
中国重型汽车集团有限公司 发布
Q/ZZ 30015—××××
前言
本标准以Q/ZZ 30015-2008版为基础,结合GB/T1348和当前实际生产情况和相关技术文件进行修订。 本标准代替Q/ZZ 30015-2008,与Q/ZZ 30015-2008相比,主要技术内容修订如下: ——结构方面做了较大修改; ——增加了“3.1 球墨铸铁牌号”; ——增加了球墨铸铁材料牌号ZQQT1300-3和相关技术要求,删除了D25-6球墨铸铁材料牌号和相关 技术要求, ——将硬度单位“HBS”更改为“HBW”,将“主要金相组织含量”更改为“主要基体组织”; ——增加了附铸试样、本体试样的相关技术要求; ——将渗碳体改为碳化物; ——删除了金相组织中关于珠光体形态的技术要求; ——修改了磷共晶的技术要求,将“磷共晶形态和数量:不得有三元磷共晶-渗碳体复合物和网状 磷共晶。其他形状的磷共晶不得多于1%”修改为“磷共晶数量:不得多于1%”; ——修改了“铸件加工余量”章节的内容,删除了图1—图5; ——修改了球墨铸铁订货要求,删除了“球墨铸铁件订货要求参照GB/T 9439附录D规定执行”,增 加了“4.1 订货信息”和“4.2订货要求”。 ——增加了“6.3铸件复验和其他检验按GB/T1348第10、11章规定执行”。 本标准由中国重型汽车集团有限公司提出。 本标准由中国重型汽车集团有限公司技术发展中心负责归口。 本标准起草单位:中国重型汽车集团有限公司技术发展中心。 本标准主要起草人:刘长森、黄国涛、王正军。 本标准替代标准的历次版本发布情况为: ——Q/ZZ 30015-95JT 、Q/ZZ 30015-2008。
球墨铸铁管招标技术要求
球墨铸铁管招标技术要求球墨铸铁管是一种用于输送水、气体和液体的管道材料,具有高强度、耐腐蚀和耐磨损等特点。
在进行球墨铸铁管的招标时,需要制定一系列的技术要求,以确保材料的质量和使用性能。
以下是球墨铸铁管招标技术要求的详细介绍:一、材料要求:1.使用的球墨铸铁应符合国家相关标准,并提供合格证明;2.铸铁管材的化学成分应满足相关标准要求,必要时进行抽样化验;3.球墨铸铁管的机械性能要求均应符合国家标准,包括抗拉强度、屈服强度、伸长率等指标;4.球墨铸铁管的密度、硬度、硬度、硬度、硬度、硬度、硬度、硬度、硬度、硬度、硬度,硬度;5.对于特殊需求的球墨铸铁管,如低温或高温工况下的使用,需要提供相应的材料性能指标。
二、尺寸要求:1.球墨铸铁管的外径、壁厚和长度应符合设计要求,并提供相应的尺寸图纸;2.球墨铸铁管的连接接口应与设计要求和现场施工要求相匹配;3.在特殊应用条件下,如地下埋设和水下使用,球墨铸铁管的外表面应经过特殊处理,具有防腐和防蚀的性能;4.球墨铸铁管的外表面应平整、无气孔和裂纹等缺陷,表面光滑度应符合相关标准。
三、质量控制要求:1.球墨铸铁管的生产厂家应具备相关的生产资质和质量控制体系;2.球墨铸铁管的检测应符合国家标准,并提供相应的质保书;3.对球墨铸铁管的原材料、生产工艺和产品的质量应进行全面的检验和控制,确保产品符合规定的要求;4.检测手段应包括理化性能检测、机械性能检测、化学成分分析、无损检测等。
四、包装和运输要求:1.球墨铸铁管的包装应符合国家相关标准,以保护产品不受损;2.包装材料应具有防潮、防震、防腐和防静电等性能;3.在运输过程中,球墨铸铁管应妥善搬运,避免碰撞和变形。
以上是球墨铸铁管招标技术要求的主要内容,以确保选用的球墨铸铁管能够满足相关工程的要求和标准。
招标方需要根据工程实际需求对技术要求进行细化,并结合具体的质量控制措施确保材料的质量和可靠性。
最新球墨铸铁管质量控制标准要求
1 最新球墨铸铁管质量控制标准球墨铸铁管设计内防腐采用采用水泥砂浆内衬环氧涂料。
外防腐采用喷锌并涂覆沥青防腐漆。
金属锌喷涂的厚度应不小于130g/㎡,金属锌的含锌量至少为99.95%。
1.1 技术要求1.2 执行标准1.GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》;2.管件内衬水泥砂浆,外喷镀锌沥青,分别执行ISO4179和ISO8179标准。
3.内村环氧密封层符合ISO 16132-2004标准4.自锚管符合GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》5.检测方法、检验规则、尺寸、外形、重量及允许偏差、标志、包装、质量证明、运输和贮存及技术要求等均按GB/T13295-2013标准执行。
1.3力学性能管子采用离心铸造工艺生产,并且必须经过退火处理,力学性能如下所示:1.4尺寸、外形、重量1.接口采用滑入式T型接口、自锚式接口,尺寸符合GB/T13295-2013标准的规定。
2.有效长度L=6000mm,压力等级分别采用K9。
3.铸铁管的端面应与轴线相垂直。
4.管道规格尺寸及允许偏差应符合GB/T13295-2013的规定。
5.重量验收:按国家标准计算,标准质量公差允许误差为±3%。
1.5 质量要求1.球墨铸铁管的材质应为铁素体基体的球墨铸铁。
在组织中应有一定数量的球状石墨。
2.水压试验、抗拉强度、伸长率应符合GB/T13295-2013标准的规定。
3.表面硬度不得大于230HBW。
4.内外表面不允许有妨碍使用的缺陷。
5.铸铁管内部采用水泥砂浆内衬,部分采用水泥砂浆内衬环氧密封层,外部采用喷锌沥青涂层,涂覆前,内外表面应光洁,无铁锈、铁片。
涂覆后,内外表面应光洁,涂层均匀、粘附牢固,并不因气候冷热而发生异常。
水泥砂浆内衬管道糙率要求小于0.013、水泥砂浆内衬加环氧密封层管道糙率要求小于0.008。
金属锌喷涂的厚度应不小于130g/㎡,金属锌的含锌量至少为99.95%。
铸铁件技术标准要求
铸铁件材料采购技术标准要求1、相关技术引用标准:(1)球墨铸铁件(GB/T1348—2019)(2)室温试验方法(GB/T228.1—2010)(3)金属材料布氏硬度试验(GB/T 231.2)(4)铸件尺寸公差、几何公差与机械加工余量(GB/T6414 )(5)铸件重量公差(GB/T11351)(6)铸件表面粗糙度(GB/T 6060.1)备注:主要包括但不限于上述标准、规范、规程;上述规范、标准或规程若有不一致或矛盾之处,以较为严格标准执行,若有国家新标准时,按国家新标准执行;编制要点若与现行规范、行政法规不一致,以现行规范、法规为准。
2、技术要求2.1铁素体珠光体球墨铸铁2.1.1拉伸性能铁素体珠光体球墨铸铁试样的拉伸性能应符合表1的规定。
表1铁素体珠光体球墨铸铁试样的拉伸性能2.1.2 冲击吸收能量表2给出了室温和低温下的冲击吸收能量值。
如果需方要求时,可以做冲击试验。
三个试样的平均值和个别值应符合表2的规定。
表 2 铁素体球墨铸铁试样上加工的 V 型缺口试样的最小冲击吸收能量2.2 固溶强化铁素体球墨铸铁固溶强化铁素体球墨铸铁的铸造试样的拉伸性能应符合表3的规定。
表 3 固溶强化铁素体球墨铸铁铸造试样的拉伸性能2.3 几何形状及其尺寸公差2.3.1 铸件的几何形状及其尺寸应符合图样的规定。
2.3.2 铸件的尺寸公差按GB/T6414 的规定执行。
有特殊要求的可按图样或有关技术要求执行。
2.4 重量偏差铸件的重量偏差按GB/T11351的有关规定执行。
有特殊要求的可按图样或有关技术要求执行。
2.5铸件表面质量2.5.1 铸件应清理干净,修整多余部分。
2.5.2 浇冒口残余、粘砂、氧化皮及内腔残余物等去除要求应符合技术规范或供需双方订货协定。
2.5.3 采用等离子方法切割铸件后,应加工掉热影响区。
2.5.4 铸件表面粗糙度应符合 GB/T 6060.1 的规定,或需方图样和产品技术标准的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加工面上允许存在加上余量范围内的表面缺陷,但不允许有影响铸件使用性能的铸
力学性能
冲击韧度,屈服强度,硬度作验收依据时,应按GB1348---1988的规定测定。由铸件本体上取样时,部位及性能指标由双方协商确定
金相组织
球化一般不低于4级,检验次数和取样位置由双方商定。
2,如果球墨铸铁件允许用焊接或其他方法进行修补的不甚严重的缺陷,其尺寸和修补方法,应特殊注明,或供需双方在订货协议中商定。
3,如果要求在球墨铸铁件本体上取样时,取样部位及要求达到的性能指标,应特殊注明,或供需双方在订货协议中商定。
缺陷修补
非加工面上及铸件内部允许的缺陷由供需双方按铸件的要求商定
不影响使用性能的缺陷可以修补(焊补和其它方法),修补技术要求由供需双方商定,但经焊补后的球铁件应进行消除内应力热处理,
备注
1,如果球墨铸铁件还要进行冲击韧度,硬度,化学成分和金相组织及热处理等试验时,则应特殊注明,或供需双方在订货协议中商定。
球墨铸铁件的技术要求
球墨铸铁件的化学成分必须保证能够达到所规定的球墨铸铁牌号及相应的力学性能指标,通常是由生产厂方自行决定。因此,在制订球墨铸铁件的技术要求时,一般不把化学成分作为主要技术要求提出。
我国制定有“球墨铸铁件”标准(GB1348----1988),并明确规定了球墨铸铁件的要求。
通常,球墨铸铁件的技术要求,主要应包括:力学性能,几何形状及尺寸。表面质量和缺陷,并可参见下表
球墨铸铁件的技术要求
球墨铸铁件
技术要求
项目
内容
主要保证条件
力学性能
抗拉强度和伸长率按GB1348---1988的规定
几何形状及尺寸
按图样的规定自由尺寸公差按GB6414--1986的规定,有特殊要求的可按图样或有关技术要求规定。
表面质量
粗砂,氧化皮等应清干净,浇冒口,出气孔,多肉,飞翅和毛刺应除掉残根,表面粗糙度等级及评定按GB6060,1—85规定,由供需双方商定标准等级