1342L4 PPS 物性表
常用工程塑料的物性

以下是<<常用工程塑料的物性>>,什么都有了,缩水率也在里面.一、P S(聚苯乙烯)1 .PS的性能:PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%,着色力强,硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80℃),无毒,比重1.04g\cm3左右(稍大于水)。
成型收缩率(其值一般为0.004—0.007in/in),透明PS--这个名称仅表示树脂的透明度,而不是结晶度。
(化学和物理特性: 大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:PS熔点为166℃,加工温度一般在185-215℃为宜,熔化温度180~280℃,对于阻燃型材料其上限为250℃,分解温度约为290℃,故其加工温度范围较宽。
模具温度40~50℃,注射压力:200~600bar,注射速度建议使用快速的注射速度,流道和浇口可以使用所有常规类型的浇口。
PS料在加工前,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
因PS比热低,其制作一些模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
3.典型应用范围:包装制品(容器、罩盖、瓶类)、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡PS缓冲材料,产品包装,家庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)。
二、HIPS(改性聚苯乙烯)1. HIPS的性能:HIPS为PS的改性材料,分子中含有5-15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高(高抗冲击聚苯乙烯),已有阻燃级、抗应力开裂级、高光泽度级、极高冲击强度级、玻璃纤维增强级以及低残留挥发分级等。
聚苯硫醚概况
聚苯硫醚概况1.1 聚苯硫醚概况化学名称:聚苯硫醚;聚亚苯基硫醚;别名:聚硫醚,聚苯撑硫;英文名称:Polyphenylene Sulfide;简称:PPS(以下称聚苯硫醚或称PPS);结构式:图1.1 聚苯硫醚结构式聚苯硫醚是一种性能优异的特种工程塑料,同时又是一种新型高性能结晶性热塑性树脂。
聚苯硫醚是一种高结晶性聚合物,在美国称之为高性能塑料(Highperformance Plastics),日本则称之为超级工程塑料(Super Eng plastics)。
由于聚苯硫醚的优异性能和广泛用途,预计将成为特种工程塑料的第一大品种,目前在通用工程塑料中产量排行第六位。
聚苯硫醚具有优良的耐高温、耐腐蚀、耐辐射、阻燃、均衡的物理机械性能和极好的尺寸稳定性以及优良的电性能等特点,被广泛用作结构性高分子材料,通过填充、改性后广泛用作特种工程塑料。
同时,还可制成各种功能性的薄膜、涂层和复合材料,在电子电器、航空航天、军工、汽车、计算机、电子电器、家电、电力、机械、化工、轻工、汽车运输等领域获得成功应用。
近年来,国内企业积极研发,并形成了一定的生产能力,改变了以往完全依赖进口的状况。
但是,中国聚苯硫醚技术还存在产品品种少、高功能产品少、产能急待扩大等问题,这些将是PPS下一步发展的重点。
1.2 聚苯硫醚性能聚苯硫醚是一种结晶性的聚合物。
未经拉伸的纤维具有较大的无定形区(结晶度约为5%),在125℃时发生结晶放热,玻璃化温度为93℃;熔点281℃。
拉伸纤维在拉伸过程中产生了部分结晶(增加至30%),如在130~230℃温度下对拉伸纤维进行热处理,可使结晶度增加到60~80%。
因此,拉伸后的纤维没有明显的玻璃化转变或结晶放热现象,其熔点为284℃。
随着拉伸热定形后结晶度的提高,纤维的密度也相应增大,由拉伸前的1.33g/cm3到拉伸后的1.34 g/cm3,经热处理后则可达1.38 g/cm3。
聚苯硫醚是结晶型(结晶度55%~65%)的高刚性白色粉末聚合物,聚苯硫醚树脂是一种兼具热固性树脂特性的白色或微黄色高结晶度聚合物,相对密度为1.36g/cm2,结晶熔点287℃。
泰科纳PPS简要型号明细
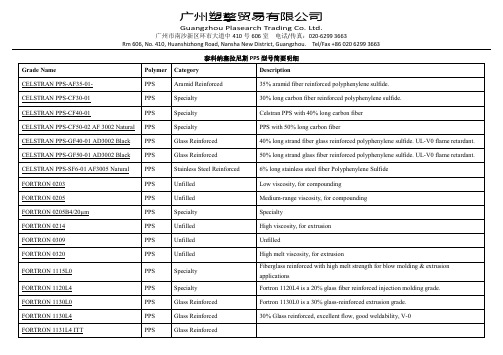
Rm 606, No. 410, Huanshizhong Road, Nansha New District, Guangzhou. Tel/Fax +86 020 6299 3663泰科纳塞拉尼斯PPS型号简要明细Grade Name Polymer Category DescriptionCELSTRAN PPS-AF35-01-PPS Aramid Reinforced 35% aramid fiber reinforced polyphenylene sulfide.CELSTRAN PPS-CF30-01PPS Specialty 30% long carbon fiber reinforced polyphenylene sulfide.CELSTRAN PPS-CF40-01PPS Specialty Celstran PPS with 40% long carbon fiberCELSTRAN PPS-CF50-02 AF 3002 Natural PPS Specialty PPS with 50% long carbon fiberCELSTRAN PPS-GF40-01 AD3002 Black PPS Glass Reinforced 40% long strand fiber glass reinforced polyphenylene sulfide. UL-V0 flame retardant. CELSTRAN PPS-GF50-01 AD3002 Black PPS Glass Reinforced 50% long strand glass fiber reinforced polyphenylene sulfide. UL-V0 flame retardant. CELSTRAN PPS-SF6-01 AF3005 Natural PPS Stainless Steel Reinforced 6% long stainless steel fiber Polyphenylene SulfideFORTRON 0203PPS Unfilled Low viscosity, for compoundingFORTRON 0205PPS Unfilled Medium-range viscosity, for compoundingFORTRON 0205B4/20µm PPS Specialty SpecialtyFORTRON 0214PPS Unfilled High viscosity, for extrusionFORTRON 0309PPS Unfilled UnfilledFORTRON 0320PPS Unfilled High melt viscosity, for extrusionFORTRON 1115L0PPS Specialty Fiberglass reinforced with high melt strength for blow molding & extrusion applicationsFORTRON 1120L4PPS Specialty Fortron 1120L4 is a 20% glass fiber reinforced injection molding grade. FORTRON 1130L0PPS Glass Reinforced Fortron 1130L0 is a 30% glass-reinforced extrusion grade. FORTRON 1130L4PPS Glass Reinforced 30% Glass reinforced, excellent flow, good weldability, V-0 FORTRON 1131L4 ITT PPS Glass ReinforcedRm 606, No. 410, Huanshizhong Road, Nansha New District, Guangzhou. Tel/Fax +86 020 6299 3663FORTRON 1140E7PPS Glass Reinforced 40% Glass reinforced, low flash and fast cycling, V-0FORTRON 1140L0PPS Glass Reinforced 40% Glass reinforced extrusion grade, strong and tough, V-0FORTRON 1140L4PPS Glass Reinforced 40% Glass reinforced, strong and tough, V-0FORTRON 1140L6PPS Glass Reinforced 40% Glass reinforced, easy flow, strong and tough, V-0FORTRON 1140L7PPS Glass Reinforced 40% Glass reinforced, fast cycling, easy flow, V-0FORTRON 1141L4PPS Glass Reinforced 40% Glass reinforced PPS, low flash, V-0FORTRON 1200L1PPS Specialty Unfilled extrusion grade that has a high melt viscosity and tensile elongation. FORTRON 1342L4PPS Specialty 40% Glass reinforced with PTFE, low wearFORTRON 4184L4PPS Mineral / Glass Reinforced 53% Mineral/Glass reinforced, high strength, V-0FORTRON 4184L6PPS Mineral / Glass Reinforced 53% Mineral/Glass reinforced, high strength, easy flow, V-0FORTRON 4332L6PPS Mineral / Glass Reinforced Fortron 4332L6 is a glass fiber/mineral filled injection molding grade material. FORTRON 4665B6PPS Mineral / Glass Reinforced 65% Mineral/Glass, high CTI, low warpage, good electrical propertiesFORTRON 6150T6PPS Specialty This grade is a 50% glass-fiber reinforced and mineral-filled grade with improved impact and heat shock performance.FORTRON 6160B4PPS Mineral / Glass Reinforced 60% Mineral/Glass reinforced PPS for electrical applications to reduce contact corrosion.FORTRON 6162A7PPS Mineral / Glass Reinforced Mineral/glass reinforced grade for applications requiring the highest flow FORTRON 6165A4PPS Mineral / Glass Reinforced 65% Mineral/Glass reinforced, V-0FORTRON 6165A6PPS Mineral / Glass Reinforced 65% Mineral/Glass reinforced, easy flow, V-0FORTRON 6341L4PPS Specialty Specialty。
PPS材料性能
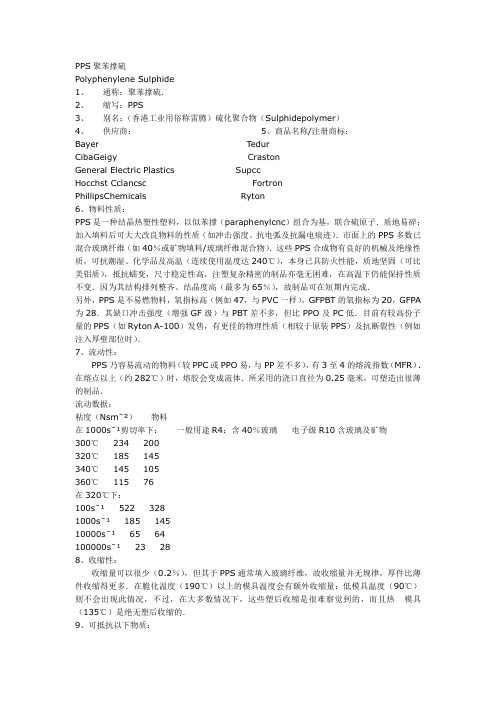
PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
PPS塑料-达健PPS物性表

由于本品突出的特性,在电子电器行业用途广泛,制作连接器、分频器及各种仪器仪表的不捡、外壳等;在航天航空工业中制作高强度、耐高温、绝缘的各种高性能要求薄壁制件;军工产品中制作精密带你起接插件、高强度外壳、耐高温接触器等。
类别
玻纤增强
型号
D2
特征
超韧性
纤维含量
GF30
物理性能
单位
测验方法
密度
G/cm³
ISO1183
1.58
吸水率
%
ISO62
0.02
成型收缩率
平行
%
0.35
垂直
%
0.65
机械性能
拉伸强度
Mpa
ISO527
1ห้องสมุดไป่ตู้0
断裂伸长率
Mpa
ISO527
1.75
弯曲强度
Mpa
ISO178
185
弯曲模量
Mpa
ISO178
12000
压缩强度
Mpa
ISO178
145
缺口冲击强度
KJ/m ²
ISO180
17
V0
注射条件
干燥温度
140℃ 4小时
注塑温度
290—330℃
模具温度
120—150℃
注塑速度
中速
背压
50—90 Pa
PPS
产品特性
本品是我公司生产的玻璃纤维增强聚苯硫醚系列产品之一,它是在我公司生产的聚苯硫醚树脂的基础上,通过双螺杆挤出机加入玻璃纤维,混炼造粒而成的。本品具力学性能好,抗蠕变,耐高温,耐磨、阻燃、耐化学腐蚀、电绝缘性能优、耐电弧性好等特点,更具有加工性能好,成型收缩率小、尺寸稳定、耐辐射等特点,特别适宜加工薄壁制件。
PPS材料性能

PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
PPS 1140L4 泰科纳 物性表
PPS1140L4泰科纳物性数据表:产品提供久隆塑胶原料tEl134********GF40%,阻燃V-0;超高韧性\高硬度\刚性高\可焊接\良好的电气性能\耐化学性良好\耐热性高\无卤阻燃。
用途:泵件\电气/电子应用领域\线轴骨架\灯具外壳\微波炉环\阀门/阀门部件\汽车加热器\泵\阀\燃油轨。
加工方法:注射成型。
颜色规格:本色SF3001,黑色SD3002。
拉伸模量14700MPa ISO527-1/-2断裂应力195MPa ISO527-1/-2断裂伸长率 1.9%ISO527-1/-2无缺口简支梁冲击强度(+23°C)53kJ/m²ISO179/1eU无缺口简支梁冲击强度(-30°C)53kJ/m²ISO179/1eU简支梁缺口冲击强度(+23°C)10kJ/m²ISO179/1eA简支梁缺口冲击强度(-30°C)10kJ/m²ISO179/1eA熔融温度(10°C/min)280°C ISO11357-1/-3玻璃化转变温度(10°C/min)90°C ISO11357-1/-2热变形温度(1.80MPa)270℃ISO75-1/-2热变形温度(8.00MPa)215℃ISO75-1/-2线性热膨胀系数(平行)26E-6/K ISO11359-1/-2线性热膨胀系数(垂直)42E-6/K ISO11359-1/-21.5mm名义厚度时的燃烧性V-0class IEC60695-11-10测试用试样的厚度 1.5mm IEC60695-11-10燃烧性-氧指数47%ISO4589-1/-2介质损耗因子(1MHz)62E-4IEC60250体积电阻率>1E13Ohm*m IEC60093表面电阻率>1E15Ohm IEC60093介电强度28kV/mm IEC60243-1吸水性0.02%类似ISO62密度1650kg/m³ISO1183。
PPS特种改性工程塑料耐腐蚀性数据表附表2
三氯乙烷 (金克林) A
1,2 Dichloroethane
二氯乙烷 A
Carbon Tetrachloride
四氯化碳 A
A
Chorobenzene
氯苯
A
A
Chloroform
三氯甲烷 A
A
Dibromoethane
二溴乙烷 A
Dichlorobenzene
二氯苯
A
Dichloroethane
二氯乙烷 A
A
A
Mercuric Chloride
氯化汞
A
A
Mercurous Chloride
氯化亚汞 A
Mercury
汞
A
A
Nickel Acetate
乙酸镍
A
A
Nickel Chloride
氯化镍
A
A
Nickel Nitrate
硝酸镍
A
A
Nickel Salts
镍盐
A
Nickel Sulfate
硫酸镍
A
A
A
Hydrochloric Acid, Conc.
纯盐酸
A
B
Hydrocyanic Acid
氢氰酸
A
A
40%氢氟
Hydrofluoric Acid, 40% Conc.
酸
C
C
C
lactic Acid
乳酸
A
A
顺丁烯二
Maleic Acid
酸
A
A
Nitric Acid, 10% Conc.
10%硝酸 A
BASE
碱类
Ammonia 880
SBS油胶的物性表
充油率 挥发份 灰份 (%) (≤%) (≤%)
10
0.70 0.20
33
0.70 0.20
33
0.72 0.20
33
0.70 0.20
50± 3 0.75 0.20
50± 3 0.75 0.20
10
1.00 0.20
33
0.50 0.20
31
0.25 0.20
50
0.5 0.2
300% 定伸应 力(≥ MPa)
63 5.0
鞋料
63 5.0
鞋料
64 4
鞋底、改 性、玩具
鞋底、
66 4
改性、
玩具
60 5
高耐磨 鞋底
牌号结构sb比充油率挥发份灰份300定伸应力mpa拉伸强度mpa岳化815星型406010070020250170岳化805星型406033070020140140独山子t171线型40603307202019063燕山4452星型406033070020140140茂名675星型406050307502013015茂名875星型406050307502013015科元4412h星型40601010002020016lcy1475星型406033050020lcy1485星型683231025020台橡475e星型6238500502台橡475r星型623850050020台橡4705星型6139500502扯断伸长率扯断永久变形邵氏硬度a熔体流动速率g10min1905kg主要应用领域7005583001050鞋料95045620570鞋料69545672080鞋料95045620570鞋料85035631565鞋料85035631565鞋料7005583001050鞋料6350鞋料6350鞋料644鞋底改性玩具664鞋底改性玩具605高耐磨鞋底
PPS材料性能
PPS聚苯撑硫Polyphenylene Sulphide1、通称:聚苯撑硫.2、缩写:PPS3、别名:(香港工业用俗称雷腾)硫化聚合物(Sulphidepolymer)4、供应商:5、商品名称/注册商标:Bayer TedurCibaGeigy CrastonGeneral Electric Plastics SupccHocchst Cclancsc FortronPhillipsChemicals Ryton6、物料性质:PPS是一种结晶热塑性塑料,以似苯撑(paraphenylcnc)组合为基,联合硫原子.质地易碎;加入填料后可大大改良物料的性质(如冲击强度、抗电弧及抗漏电痕迹).市面上的PPS多数已混合玻璃纤维(如40%或矿物填料/玻璃纤维混合物).这些PPS合成物有良好的机械及绝缘性质,可抗潮湿、化学品及高温(连续使用温度达240℃),本身已具防火性能,质地坚固(可比美铝质),抵抗蠕变,尺寸稳定性高,注塑复杂精密的制品亦毫无困难,在高温下仍能保持性质不变.因为其结构排列整齐、结晶度高(最多为65%),故制品可在短期内完成.另外,PPS是不易燃物料,氧指标高(例如47,与PVC一样),GFPBT的氧指标为20,GFPA 为28.其缺口冲击强度(增强GF级)与PBT差不多,但比PPO及PC低.目前有较高份子量的PPS(如Ryton A-100)发售,有更佳的物理性质(相较于原装PPS)及抗断裂性(例如注入厚壁部位时).7、流动性:PPS乃容易流动的物料(较PPC或PPO易,与PP差不多),有3至4的熔流指数(MFR).在熔点以上(约282℃)时,熔胶会变成流体.所采用的浇口直径为0.25毫米,可塑造出很薄的制品.流动数据:粘度(Nsmˉ²)物料在1000sˉ¹剪切率下:一般用途R4:含40%玻璃电子级R10含玻璃及矿物300℃234 200320℃185 145340℃145 105360℃115 76在320℃下:100sˉ¹522 3281000sˉ¹185 14510000sˉ¹65 64100000sˉ¹23 288、收缩性:收缩量可以很少(0.2%),但其于PPS通常填入玻璃纤维,故收缩量并无规律,厚件比薄件收缩得更多.在脆化温度(190℃)以上的模具温度会有额外收缩量;低模具温度(90℃)则不会出现此情况,不过,在大多数情况下,这些塑后收缩是很难察觉到的,而且热模具(135℃)是绝无塑后收缩的.9、可抵抗以下物质:在200℃以下不溶于任何已知的溶剂.其抗化池能力仅次于PTFE.加外,可抵抗油、汽油、清洁剂、大多数的酸和碱、碳甲及氯化碳氲.在高温下除可抵抗化学品外,亦可抗水解,且尺寸稳定性良好.即使在200℃以上,物料性质仍可维持不变.在室温下,含40%GF的PPS比ABS 更加坚硬.10、不能抵抗以下物质:热浓氧化酸(如硫酸)、某些胺(amines)、苯醛(benzaldchyde)、氮甲烷(niromethane)及一些卤化(halogenated)混合物.11、塑料测试或鉴定法:未增强的PPS密度为 1.4gcmˉ³,帮会迅速沉于水,而慢慢沉于饱和的氯化镁溶液(密度为1.34).制品主要以填充物料制成,因为密度较高;含40%GF的PPS密度为1.6gcmˉ³.纤维含量可达45%.一并使用矿物填料及玻璃纤维时,总填料量更可达65%(以重量计).12、着色:底色为深褐钯,故染色范围有限.PPS制品可在一些恶劣的情况下使用(例如高温),而这些情况亦制到颜色的范围.13、塑料及制品的处理:吸水量少(0.05%,但矿物填料级的吸水量或会增加.尽管如此,加热有香于加工,故应烘干所有物料.最好用抽湿干燥机(温度可达175℃)以150℃烘3小时――普通焗炉甚至须要6小时.退火(通常以225℃烘2至4小时)可以达到最佳的尺寸稳定性、遇热稳定性、坚固性、结晶程度及260℃以上的热变形温度(HDT).以一般情况而言,热模具(135℃以上)已可产生足够的结晶程度及上佳的表面.但如不要求制品定要耐热和稳定,便可采用冻模具(30-90℃).此类(低结晶度)制品的HDT可能只有230℃.部件的表面或者较差,但比(高结晶度)制品更为刚韧耐用.可以150℃把矿物填料级烘干3小时.14、模具及浇口设计:模具温度应为135℃.若熔胶温度为320℃,那么,每注一克料最多便须消耗385焦耳的热量.比热为2080j/kgK.由于填充聚合物有磨损的问题,太选择钢材时要特别小心:应选用含铬(chromium)/钽(molybdenum)/钒(vanadium)量高的碳钢.模具表面必须打磨平滑及经热处理加硬,才可造出平滑的制品表面,并使模具更加耐用.常用的防腐蚀方法乃镀上保护物质,如硬铬(hardchrome).模具可以用电加热(至140℃),通常会用盒式加热器,每公斤重量可用0.5kw.进料系统必须将纤维定向性所引致的焊接及翘曲可能性减至最你.所以最宜采用模模形及薄膜浇口.由于PPS没有其它热塑性塑料的过份饱压问题,故无须使用平衡流道系统;热流道的效果也不错.另处,PPS的收缩量少,故注口、模腔及模芯必须有足够的拔模斜角及打磨.15、流径:胶壁厚度比例:完全视乎等级、熔胶及模具温度而定,可达150:1(若壁厚1毫米以上),若可以用另一种物料(如PA66)填充模具,即使PPS须较高的填充压力,仍可使用.16、投影面积:如果锁模力不足,便会产生毛边,制品表面差劣.厚件制品(3毫米以上)应有2tsi(31MNmˉ²);薄件制品应有3tsi(47MNmˉ²).17、射料缸装备:射咀应配备关闭阀,以免物料溢出.开入式射咀(温度控制得宜)必须连同减压装置及冷料并使用,周期时间要短而一致才可被接受.螺丝应装配回流阀.由于熔胶有磨擦力,故必须定期维修料缸装备.18、螺丝垫料(srewcushion):3毫米19、射料量:20、熔胶温度:50至85%.由300至360℃不等,以320℃为佳.若某一等级的熔胶温度提升,粘度就会骤降,但不会对强度性质构成太大的影响.切勿超过370℃,否则会产生刺激性气体.21、机筒滞留时间:以高温加工时,必须确保物料在机筒内流动.但在305到320℃的平均模塑温度下是容许有短暂滞留的.22、温度调值:只有对于溶流的要求十分严谨时才可使用高溶胶温度,譬如,360℃比315℃的溶流多50%模具温度不应在90至135℃之间,如超过此范围,即使冷却程度有轻微的差别亦会使结晶程度(以及物质)大大不同.高模具温度可塑帛制出最高硬度(翘曲模数);低模具温度则使制品表面粗糙,有最大的冲击、弯曲及拉伸强度.135℃以上(甚至高达260℃)的温度可以令制品的尺寸稳定.若以低温模塑,仍然可保尺寸稳定,只要不超过此温度加热制品(因为结晶体会起变化).23、温度调值:℃地区编号位置高结晶度由-至-低结晶度由-至-1 机筒后方(料斗附近)280-300 280-3002 机筒290-310 290-3103 中间300-330 300-3304 机筒前方315-360 315-3605 射咀305-340 305-340模具135-160 30-8024、射料速度:极度高速会使制品燃烧.遇此情况应改善排气系统及减低速度.切勿超过50000sˉ¹(例数秒)的剪切率.25、射压:注塑机在首阶段所付出的压力最高可达1500bar•150MNmˉ²•21800psi;而在次阶段则可达1000bar•100MNmˉ²•14500psi.所用的压力应足以阻止毛边出现.26、螺丝转动速度(rpm):越低越好(100rpm以下)以免纤维降质.27、背压:最高为50 bar•5MNmˉ²•725psi.实际上只须少量(甚至无须)背压,故越低越好,与射料量一致.28、停机:若要长期停机,应空置机筒,把螺丝留在推前位置,停止加热.可用挤压级HDPE清洗机筒.29、再加工:将翻磨的物料贮存于密封的容器内,可免潮湿或污染.翻磨料必须烘干,使用量越少越好(最多为30%).许多聚合物会在PPS的熔胶温度下降质.应在使用PPS前后用流动性慢(低MFR)的HDPE清理.30、塑件修饰:浇口很易折断,尤其是附近有预早安排的缺口,可令进料容易拆除;或可用热切方法,只要整组设备可达到及维持于所须的高温.除了下班及矿物填料级外(因为塑胶成份少),其它制品可用超声波焊接塑件.31、典型制品:由于物料可耐高温而不变形,故适宜制造接驳器、电极板、插座、线圈模、线轴及机电器、抗电弧级可制造机电器底部、汽车外壳、灯架及电器开关掣、于气车制造业来说,PPS可替代金属品,造成化油器零件、点火板、电灯插座及加热系统的流动控制阀.因为石英卤素灯的用途日渐普遍,制品可达200℃以上――在这方面,PPS已取替陶器,在其它方面也可代替金属,例如制造散气控制阀时,3种PPS料已可取代14种钢质料,并且是以超声波焊接的.PPS适用于气车制造业的原因是:可抗高温及高热、有适当的机械性质、模塑精确、尺寸稳定、抗化学品.此外,由于街灯反射器须要抗热、高度光滑、精确及有足够的冲击强度,所以亦用PPS制造.还有用于PH测量器制品(不锈钢只可维持两个月,PPS在三年后仍有效).目前,新出的PPS有较高份子量,可免龟裂、而这问题会民生在某此旧款的PPS(指厚件而言),或壁厚剧变的制品身上.常见的新等级为RytonA10,虽然较贵,但延伸性质较佳(由1%增至21%),冲击强度也递增,不过,结晶时间较长,生产量自然少.PPS亦用作密封式(encapsulation)混合物,以取替环氧权脂,制造密封式电晶体及贮电箱等.32、PPS的主要性能耐热性能优异:其熔点超过280℃,热变形温度超过260℃,长期使用温度为220-240℃。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塞拉尼斯FORTRON 1342L4 PPS,40%的专业
分类:聚合物,热塑性,聚苯硫醚(PPS),聚苯硫醚(PPS),用40%玻璃纤维填料
材质备注:FORTRON 1342L4是低磨损等级,非常适合用于轴承,齿轮和其他滑动摩擦/磨损应用。
本产品为玻璃纤维增强和含有聚四氟乙烯。
FORTRON原则上应预干燥。
因为必要的最大残留低水分含量,建议采用干式空气干燥机。
露点应该是= < - 30°C干燥和处理之间的时间应尽可能短。
对于后续存储材料应存放在干燥烘干机,直到加工(<= 60小时)。
塞拉尼斯公司提供的资料。
关键词:40%的玻璃,聚四氟乙烯,低磨损增强张应力
率
拉伸模
量
度(ISO)
度
摩擦系
Tg的阻燃,UL94
背压
螺杆转速
塞拉尼斯FORTRON 6345L4 PPS,30%专业
塞拉尼斯FORTRON 6341L4 PPS,40%专业
塞拉尼斯FORTRON 1140L7 PPS,40%玻纤增强
塞拉尼斯FORTRON 1140L0 PPS,40%玻纤增强塞拉尼斯FORTRON 6450A6 PPS,51%专业。