RCO在ABS工艺尾气提标改造中的应用
RCO在天然气脱酸装置再生废气治理中的应用

2024,34(1)台宁宁等 RCO在天然气脱酸装置再生废气治理中的应用 收稿日期:2022 10 28作者简介:台宁宁(1988-),女,中级职称,研究方向为天然气、炼油等领域的工艺设计。
E mail:tainn@cnooc com cnRCO在天然气脱酸装置再生废气治理中的应用台宁宁,崔 隽(中海油石化工程有限公司,山东青岛 266101)摘要 VOCs(挥发性有机物)会造成大气中臭氧浓度和PM2 5浓度升高,国家标准和地方标准中对VOCs的排放浓度和去除效率提出了要求。
某油气处理厂脱酸装置采用活化MDEA一段吸收—再生工艺,再生废气中VOCs的含量超过了地方环保要求,无法直排。
装置应用RCO工艺技术,将再生废气中VOCs含量降至80mg/Nm3以下,满足当地直排大气的要求。
RCO工艺技术适用于低浓度VOCs的治理,具有NOx污染物生成少、设备体积小、VOCs治理效率高的优点。
但在设计中,要充分考虑生产波动和组分浓度的准确性,保证投产后的RCO设施能适应实际生产需求。
关键词 天然气脱酸;VOCs;RCO中图分类号:TQ536 1 文献标识码:ADOI:10.3969/j.issn.1007-6247.2024.01.002 VOCs可以挥发至环境中参与光化学反应,造成大气中臭氧浓度和PM2 5浓度升高,或者本身有一定的毒性,影响人类健康。
常见的VOCs有芳烃类(甲苯、二甲苯等)、醛类、烷烃类、卤代烃类等。
《GB31570—2015》中规定了大气中VOCs(以非甲烷总烃作为综合控制指标)的去除效率不小于95%[1]。
有些地区对VOCs的排放浓度做了更严格的要求,并制定了地方标准。
某油气处理厂对海上来油和来气进行处理,主要产品为稳定原油、天然气、丙烷、丁烷、液化石油气和稳定轻烃。
天然气质量满足天然气标准中一类气质量要求[2]。
进该处理厂原天然气为低酸低硫,后调整进气原料,CO2含量增加为8%~16%,故对此油气处理厂进行改造,增设天然气脱酸装置。
催化燃烧(RCO)处理工业废气关键技术研究

催化燃烧(RCO)处理工业废气关键技术研究催化燃烧(RCO)是一种常用的工业废气处理技朵讯。
RCO工艺通过在适当的温度下将废气中的有害物质转化为无害的气体和水蒸气,从而达到净化废气的目的。
RCO技术在工业生产中有着广泛的应用,可以有效处理多种废气,包括挥发性有机化合物(VOCs)、氮氧化物(NOx)和一氧化碳(CO)等有害气体。
RCO工艺是一种高效、清洁、节能的废气处理技术,具有以下几点优势:1. 高效净化:RCO工艺能够高效地将废气中的有害气体转化为无害物质,达到大气排放标准,净化效果显著。
2. 节能环保:RCO工艺利用催化剂在较低的温度下就能够完成废气的氧化反应,相比于传统的燃烧技术,能够节约能源,减少二氧化碳和氮氧化物等温室气体的排放。
3. 稳定可靠:RCO工艺设备结构简单,操作方便,能够稳定地运行并实现长期稳定的废气处理效果。
随着环保要求的不断提高,RCO技术在工业废气处理中的应用也越来越广泛。
针对RCO 技术的关键技术研究具有重要的现实意义和深远的科学价值。
本文将通过对RCO技术的催化剂设计、废气预处理、工艺优化等方面的关键技术研究进行探讨,为RCO技术在工业废气处理中的应用提供技术支撑和理论指导。
一、RCO催化剂的设计与制备催化剂是RCO工艺的核心部件,直接影响着废气处理的效果。
在RCO催化剂的设计与制备过程中,需考虑如下关键技术:1. 催化剂的选择:选择合适的催化剂是RCO工艺的第一步。
常用的催化剂包括贵金属(如铂、钯、铑等)和过渡金属氧化物(如氧化铁、氧化铜等)。
不同种类的催化剂对不同气体的催化活性和选择性有所差异,因此需要根据具体的废气成分进行选择。
2. 催化剂的制备:制备高效的RCO催化剂是关键技术之一。
常用的制备方法有浸渍法、沉淀法、溶胶-凝胶法等。
在催化剂的制备过程中,需考虑活性组分的负载均匀性、晶相结构的稳定性等因素,以提高催化剂的催化活性和稳定性。
3. 催化剂的活化:在使用前,催化剂需要进行活化处理,以提高其催化活性和稳定性。
催化燃烧(RCO)处理工业废气关键技术研究
催化燃烧(RCO)处理工业废气关键技术研究1. 引言1.1 研究背景工业废气污染是当前环境保护领域面临的严重问题之一。
随着工业化进程的加快,大量工业废气的排放给环境带来了巨大的压力,严重影响了人类居住环境的质量和健康。
废气中的有机物、无机物和毒性气体,不仅会直接污染大气环境,还会诱发多种环境问题和疾病。
如何有效地处理和净化工业废气成为亟待解决的问题之一。
1.2 研究目的研究目的旨在探索催化燃烧(RCO)处理工业废气的关键技术,以提高废气处理效率和降低处理成本。
通过深入研究RCO工艺原理和技术优势,我们旨在揭示RCO在工业废气处理中的应用前景和潜力。
我们还希望通过分析RCO关键技术的发展现状和趋势,为未来工业废气处理技术的进步提供理论和实践指导。
通过本研究的开展,我们期望能够为推动工业废气处理技术的创新和进步作出贡献,从而更好地保护环境和促进可持续发展。
1.3 研究意义工业废气对环境和人类健康造成了严重的威胁,其中包括二氧化硫、氮氧化物和挥发性有机物等有害气体。
研究表明,这些废气中的有害成分对大气污染、酸雨、温室气体等问题都有直接影响,严重影响了生态环境的平衡。
研究RCO处理工业废气的关键技术具有重要的意义。
本研究对RCO处理工业废气的关键技术进行深入研究,旨在提高工业废气处理效率,减少有害气体排放,保护环境和人类健康。
这一研究具有重要的现实意义和应用前景,对推动工业废气治理技术的发展和应用具有积极意义。
【研究意义结束】2. 正文2.1 RCO工艺原理RCO工艺原理是以金属氧化物为催化剂,在一定的温度和氧气浓度下使有机废气中的污染物发生氧化反应,从而达到净化废气的目的。
具体而言,RCO工艺利用氧气和催化剂表面的活性位点使有机废气中的有机物质发生氧化反应,产生二氧化碳和水。
在这个过程中,催化剂起到了加速反应速率和降低反应活化能的作用。
RCO工艺通常需要在较高的温度下运行,以确保反应的进行。
RCO工艺的关键原理是在适当的温度和氧气浓度下使催化剂达到最佳催化活性,从而实现高效的废气净化效果。
RCO催化燃烧废气处理工作原理结构特点及应用范围
RCO催化燃烧废气处理工作原理结构特点及应用范围RCO(Regenerative Catalytic Oxidizer)是一种采用催化剂氧化废气中有机污染物的装置。
它通过对废气进行催化燃烧,将有害物质转化为无害物质,从而达到净化废气的效果。
RCO工艺是目前应用较为广泛的废气处理技术之一、本文将从工作原理、结构特点和应用范围三个方面对RCO进行详细介绍。
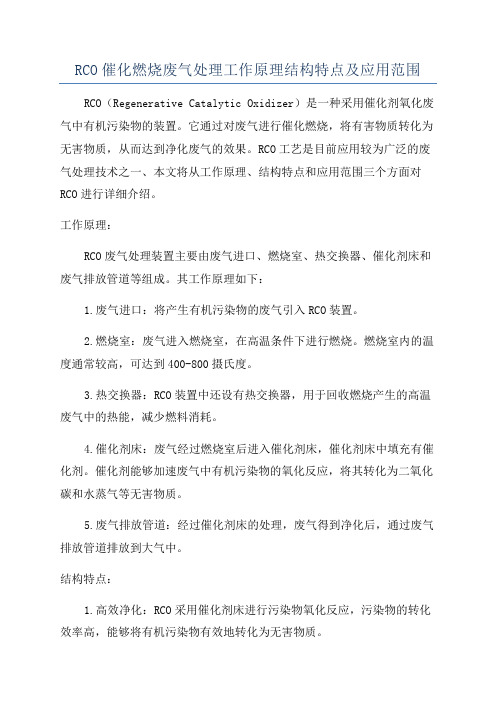
工作原理:RCO废气处理装置主要由废气进口、燃烧室、热交换器、催化剂床和废气排放管道等组成。
其工作原理如下:1.废气进口:将产生有机污染物的废气引入RCO装置。
2.燃烧室:废气进入燃烧室,在高温条件下进行燃烧。
燃烧室内的温度通常较高,可达到400-800摄氏度。
3.热交换器:RCO装置中还设有热交换器,用于回收燃烧产生的高温废气中的热能,减少燃料消耗。
4.催化剂床:废气经过燃烧室后进入催化剂床,催化剂床中填充有催化剂。
催化剂能够加速废气中有机污染物的氧化反应,将其转化为二氧化碳和水蒸气等无害物质。
5.废气排放管道:经过催化剂床的处理,废气得到净化后,通过废气排放管道排放到大气中。
结构特点:1.高效净化:RCO采用催化剂床进行污染物氧化反应,污染物的转化效率高,能够将有机污染物有效地转化为无害物质。
2.能耗低:催化剂床中的催化剂能够加速反应的进行,提高反应速率。
此外,RCO中还设有热交换器,可以回收废气中的热能,减少燃料消耗,降低能耗。
3.操作稳定:RCO装置运行稳定可靠,具有较高的操作稳定性和处理效果的稳定性。
具有一定的自动控制功能。
4.占地面积小:RCO的结构紧凑,占地面积相对较小,适合在有空间限制的场所进行应用。
应用范围:由于RCO具有高效净化、能耗低和操作稳定等特点,因此在很多行业中得到了广泛应用。
1.印刷、油墨和涂料行业:在这些行业中,常常会产生有机化合物和VOCs(挥发性有机物)等废气。
RCO可以对这些废气进行有效处理,避免对环境造成污染。
rco催化燃烧处理

rco催化燃烧处理一、定义RCO(Regenerative Catalytic Oxidizer)是一种通过催化剂催化氧化有机废气的设备,将有机废气中的有害物质转化为无害物质。
它被广泛应用于有机废气处理领域,具有高效、节能、环保等特点。
二、工作原理RCO主要由氧化室、燃烧室和换热器组成。
首先,有机废气进入氧化室,经过预热后进入燃烧室,在高温下与催化剂发生催化反应。
催化剂能够降低有机废气的燃烧温度,提高反应效率。
废气中的有机物被氧化为CO2和H2O等无害物质。
然后,废气通过换热器进行热回收,提高能量利用效率。
最后,经过处理的废气排放到大气中,达到环境排放标准。
三、应用领域RCO广泛应用于化工、印染、涂装、印刷等行业的有机废气处理中。
例如,在化工行业,RCO可以处理含有有机溶剂、挥发性有机物(VOCs)等有害气体的废气;在印刷行业,RCO可以处理印刷油墨中的挥发性有机物。
此外,RCO还可以用于处理废气中的恶臭气味,提高环境空气质量。
四、优势RCO具有以下几个显著优势:1. 高效性:RCO能够高效催化氧化有机废气,将有害物质转化为无害物质,达到废气处理的要求。
2. 节能性:RCO采用热回收技术,将废气中的热能回收利用,减少能源消耗,降低运行成本。
3. 环保性:RCO能够将有机废气转化为无害物质,实现废气零排放,减少对环境的污染。
4. 稳定性:RCO系统运行稳定可靠,具有较长的使用寿命和较低的维护成本。
5. 适应性:RCO适用于处理不同类型和浓度的有机废气,具有较强的适应性。
RCO催化燃烧处理是一种高效、节能、环保的有机废气处理技术。
它通过催化剂催化氧化有机废气,将有害物质转化为无害物质。
RCO广泛应用于化工、印染、涂装、印刷等行业的有机废气处理中,具有高效性、节能性、环保性、稳定性和适应性等优势。
随着环保意识的提高和环境法规的加强,RCO在有机废气处理领域将发挥越来越重要的作用。
宁夏rco废气治理方案

宁夏RCO废气治理方案引言随着工业化进程的加快,大量的工业废气排放给环境带来了严重的污染问题。
为了有效治理工业废气污染,宁夏提出了RCO(Regenerative Catalytic Oxidizer,再生催化氧化装置)废气治理方案。
本文将详细介绍宁夏RCO废气治理方案的原理、工艺流程以及应用效果等。
一、原理RCO废气治理方案主要利用催化氧化技术将工业废气中的有机污染物转化为无害物质。
其原理是:通过废气处理设备(包括前处理装置、RCO反应装置和废气处理后处理装置)将有机废气经过高温条件下的氧化反应,使有机废气中的污染物被催化氧化分解为CO2、H2O等无害物质。
二、工艺流程RCO废气治理方案的工艺流程主要包括前处理、RCO反应和后处理三个阶段。
1. 前处理前处理主要是对工业废气进行预处理,包括除尘和除湿等工序。
首先,将废气通过静电除尘器或袋式过滤器等设备进行除尘,去除废气中的颗粒物。
其次,通过除湿器或冷凝器等设备进行除湿,以降低废气中的湿度。
2. RCO反应RCO反应阶段是整个废气治理过程的核心。
废气在RCO反应装置中经过高温条件下的催化氧化反应,将有机废气中的污染物转化为无害物质。
该阶段通过催化剂的作用,加快有机废气中污染物的氧化速率,提高废气的处理效率。
3. 后处理后处理阶段主要对废气进行进一步净化和排放控制。
通常采用活性炭吸附装置、湿式洗涤器等设备对废气中的残余污染物进行吸附和去除。
同时,还需要对废气中的温度、流量等参数进行监测和调控,以确保废气的排放符合环保要求。
三、应用效果宁夏RCO废气治理方案已经在多个工业企业中得到应用,并取得了显著的效果。
1. 卓越的治理效果RCO废气治理方案在治理工业废气方面具备卓越的优势。
通过高效的催化氧化技术,能够将有机废气中的污染物转化为无害物质,使废气达到国家排放标准。
2. 高效能耗比相比传统的废气治理方法,RCO废气治理方案具有更低的能耗。
采用先进的催化剂和反应器设计,能够在较低的温度下进行高效的催化氧化反应,降低能耗。
rco废气处理实施方案
rco废气处理实施方案一、背景介绍。
随着工业化进程的加快,废气排放对环境造成的影响越来越受到关注。
废气中含有大量的有害物质,如果直接排放到大气中会对人体健康和环境造成严重危害。
因此,对废气进行处理成为了一项迫切的任务。
本文将介绍rco废气处理实施方案,以期为相关行业提供参考。
二、rco废气处理原理。
rco(Regenerative Catalytic Oxidizer)废气处理技术是一种高效的废气处理方法。
其工作原理是通过催化剂将废气中的有机物氧化成二氧化碳和水蒸气,从而达到净化废气的目的。
同时,rco技术还可以实现废气的能量回收,降低处理成本,减少对环境的影响。
三、rco废气处理实施方案。
1. 废气监测与分析。
在实施rco废气处理方案之前,首先需要对废气进行监测与分析。
通过对废气成分、浓度和排放量的监测,可以了解废气的特性,为后续的处理工作提供依据。
2. 系统设计与选型。
根据废气监测与分析的结果,设计合适的rco废气处理系统,并选择合适的催化剂和设备。
系统设计需要考虑废气处理效率、能耗、设备稳定性等因素,确保系统运行稳定、高效。
3. 设备安装与调试。
在系统设计与选型确定后,进行设备的安装与调试工作。
确保设备安装符合相关标准要求,调试工作需要严格按照操作手册进行,保证设备运行正常。
4. 运行与维护。
系统安装调试完成后,进行系统的正式运行。
在运行过程中需要定期对设备进行维护保养,确保设备的稳定运行,延长设备的使用寿命。
四、rco废气处理实施方案的优势。
1. 高效净化废气,rco废气处理技术能够高效将废气中的有机物氧化成无害物质,净化效果显著。
2. 能量回收,rco技术可以实现废气中有机物的能量回收,降低处理成本,提高能源利用效率。
3. 环保节能,rco废气处理技术符合环保要求,能够有效降低废气对环境的影响,节能减排。
五、结语。
rco废气处理实施方案是一种高效、环保的废气处理技术。
通过对废气的监测与分析、系统设计与选型、设备安装与调试以及运行与维护,可以实现废气的高效净化,达到环保要求。
催化燃烧(RCO)处理工业废气关键技术研究
催化燃烧(RCO)处理工业废气关键技术研究作者:张海鹰张俊鹏袁立新何江湖来源:《青年与社会》2019年第18期摘要:催化燃烧RCO利用化学催化剂,使有机废气在较低的起燃温度发生无氧燃烧,具有适用范围广、效率高、经济性好等优点,在设计过程中,要根据废气类型和具体工况,合理选用高效吸附剂和催化剂,对于吸附脱附装置和催化炉的设计,采用性能和经济型匹配的原则,改进优化催化氧化炉装置和自动化控制,有效降低能耗,提升催化氧化炉的可靠性和安全性。
关键词:催化燃烧RCO;催化剂;催化燃烧炉蓄热式催化燃烧法,英文全称为“Regenerative Catalytic Oxidation Oxidition”,通常简称催化燃烧或 RCO。
蓄热式催化燃烧法对VOCS分子的吸附,脱附后提高了反应物的浓度,利用化学催化剂,使有机废气在较低的起燃温度250-300℃情况下,有机废气发生无氧燃烧,分解成CO2和H2O,同时可以释放出大量热量,因此反应过程中能耗较小,一般情况下达到起燃温度后无再需外界供热,在催化剂的作用下,催化氧化阶段降低反应的活化能,提高了反应的速率。
一、催化燃烧的特点(一)适用范围广催化燃烧几乎可以处理所有的有机废气及恶臭气体,包括苯类、酚类、醛类、酮类、酯类、醇类、醚类、和烃类等。
它适用于处理各种中低浓度的废气成分。
特别是对石油化工、喷涂涂料、绝缘材料、食品加工等行业排放的低浓度、多成分,又没有回收价值的废气,采用吸附-催化燃烧法的处理效果会更好。
(二)效率高采用催化燃烧法RCO处理有机废气,废气的净化率一般都在95%以上,最终反应产物大部分为CO2和H2O,因此处理过程无二次污染形成的问题。
由于反应温度低,也能大大减少了NOX的生成。
(三)经济性好催化燃烧法相对于常用的吸附法、光催化氧化、低温等离子等处理低浓度有机废气的处理方法,前期投资成本会稍微有所提高,当然主要还是取决于催化剂性能和效率以及废气处理中的有机物浓度,也与热量回收效率、经营管理和操作工艺等有关。
RCO废气处理计划书
RCO废气处理计划书1. 引言废气处理是在工业生产过程中产生的废气进行治理和净化的过程。
为了遵守环境保护法规和减少对环境的污染,RCO废气处理计划旨在设计和实施一个有效的废气处理系统。
2. 目标RCO废气处理计划的主要目标是:•减少废气排放量•提高废气处理效率•符合相关环境标准和法规3. 废气特性分析在设计废气处理系统之前,需要对废气的特性进行分析。
以下是废气处理过程中需要考虑的关键参数:•废气产量:确定废气处理系统的处理能力和设备规模•废气成分:分析废气中的污染物种类和浓度,以确定最适合的处理技术•温度和压力:废气的温度和压力对处理系统的设计和效率至关重要•湿度:考虑废气中的湿度对系统运行的影响4. 废气处理技术选择根据废气特性的分析结果,可以选择适合的废气处理技术。
以下是常用的废气处理技术:•燃烧:将废气中的有机物以高温燃烧方式处理,可以有效降低污染物浓度和净化废气•吸附:利用吸附剂吸附废气中的污染物,常用的吸附剂有活性炭和分子筛等•催化氧化:通过催化剂促进废气中的化学反应,将污染物转化为无害物质•膜分离:利用膜的选择性渗透性质,将废气中的污染物分离出来5. 废气处理系统设计根据废气特性和选择的处理技术,设计一个高效可靠的废气处理系统是至关重要的。
以下是设计废气处理系统时需要考虑的关键因素:•设备选择:选择适合的废气处理设备,例如燃烧炉、吸附柱、催化剂反应器等•排放要求:确保系统设计满足相关环境标准和法规的废气排放要求•适应性:考虑系统的适应性和稳定性,以方便应对不同负荷和废气特性变化•运行成本:评估废气处理系统的运行成本,包括设备采购、维护和能耗等6. 废气处理系统运行与维护一旦废气处理系统建设完成,合理的运行和维护是确保系统正常运行的关键。
以下是废气处理系统运行与维护的几个关键方面:•监测与调整:定期监测废气处理系统的运行状况,及时调整控制参数以确保系统效果•维护保养:定期对废气处理设备进行检查和维护,确保设备的正常运行和寿命•应急响应:制定应急响应计划,处理系统故障和突发事件,防止废气泄漏和事故发生•培训与培训:为操作员提供系统操作和维护方面的培训,以确保他们具备必要的技能和知识7. 结论通过设计和实施一个高效可靠的RCO废气处理系统,可以减少废气排放量,提高废气处理效率,并符合相关环境标准和法规。
RCO催化燃烧废气处理工作原理结构特点及应用范围
RCO催化燃烧废气处理工作原理结构特点及应用范围一、工作原理:1.固定床催化剂:系统中采用固定床催化剂,废气在通过催化剂时,与催化剂表面发生化学反应,将有害物质转化为无害物质。
2.燃烧过程:废气中有机物在催化剂表面氧化反应,主要产生CO2和水蒸汽,并释放大量热量。
3.稀释和混合:为了降低废气温度,减少催化剂受到的热负荷,通常需要将废气与其他冷凝物质进行混合和稀释,使废气温度适合催化燃烧反应的进行。
4.热回收:通过催化燃烧释放的高温热量可以回收利用,用于提供热水、蒸汽、电力等,实现能源的综合利用。
二、结构特点:1.固定床催化剂:催化剂的选择是RCO催化燃烧废气处理系统的关键。
根据具体废气成分的不同,选择合适的催化剂可以实现高效、高选择性的催化燃烧。
2.多级系统:为了提高废气处理效率,RCO催化燃烧系统通常采用多级结构。
分为预热器、反应器、冷却器等多个部分,每个部分都起到特定的作用,使得燃烧反应可以更完全地进行。
3.热回收:RCO催化燃烧废气处理系统通常会采用热回收装置,将催化燃烧释放的高温热量回收利用,提高能源利用效率。
4.自动控制:RCO催化燃烧废气处理系统具有自动控制功能,可以根据实际废气成分和处理量的变化,自动调节催化剂的工作状态,使得系统运行更加稳定可靠。
三、应用范围:1.化工行业:RCO催化燃烧废气处理系统广泛应用于化工行业的生产工艺气体处理,如有机合成、有机酸制备、聚合等过程中产生的废气处理。
2.石化行业:炼油和石化生产过程中,产生大量废气含有苯、硫化物、酚等有机物及邻苯二甲酸酯等有机酸空气污染物,RCO催化燃烧废气处理系统可以将这些有害物质转化为无害物质。
3.烟气净化:RCO催化燃烧废气处理系统也适用于烟气净化领域,如煤炭燃烧、钢铁冶炼等过程中的烟气处理。
4.其他行业:RCO催化燃烧废气处理系统还可以应用于其他行业,如食品加工、造纸、印染等工业过程中产生的废气处理。
综上所述,RCO催化燃烧废气处理系统通过催化剂将有害物质转化为无害物质,具有高效、高选择性的处理效果;并且系统结构合理,具有热回收、自动控制等特点;适用于化工、石化、烟气净化等多个领域的废气处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
34第6期2018年6月中国氯碱China Chlor-AlkaliNo.6Jun.,2018 R C O在A B S工艺尾气提标改造中的应用刘新培(天津渤海化工集团有限责任公司,天津300480)摘要:通过改造现有HRG单元絮凝线尾气治理设施并增加低温催化氧化装置,确保HRG絮凝线干燥尾气达到最新标准限值。
关键词% ABS & HRG干燥尾气;环保治理;RC0 &提标改造中图分类号:X78 文献标识码:B 文章编号:1009-1785(2018)06-0034-04Application of RCO in the project of ABS process tail gastransformationLIU Xin-pei(Tianjin Bohai Chemical Group Co.,Ltd., Tianjin 300480, China)Abstract: Through reforming the existing HRG unit tail gas treatment facilities and increasing the low temperature catalytic oxidation device, to ensure that the dry exhaust gas meets the latest standard requirements.Keywords: ABS; HRG drying tail gas; environmental protection; RCO; transformation天津渤海化工集团有限责任公司40万t/a ABS 树脂生产项目于2008年开工建设,随着《合成树脂 工业污染物排放标准》(GB 31572-2015)及《工业企 业挥发性有机物排放控制标准》(DB12/524-2014)的先后颁布,以及2018年1月国家环保部发布的 《关于京津冀大气污染传输通道城市执行大气污染 物特别排放限值的公告》(公告2018年第9号),自2018年10月1日起,应执行二氧化硫、氮氧化物、颗粒物挥发性有机物特别排放限值[1],ABS生产 HRG 气原有治理措施急需提改以排放标准,企业生产提环保。
1现有排放污染源及治理措施1.1 A B S生产装置概况公司ABS树脂 国GE公司- SAN 以丁二,合制二 (PBL);二 、SM和AN 以制备HRG树脂;以SM AN ,制备SAN,后 HRG树脂、SAN树脂以及制成 ABS 树脂产二 (PBL)、(HRG)、SM-AN 合(SAN)生产 成,有2套ABS树脂,建设,设计生产能力40万t/a。
1.2 HR G工艺流程及污染源自PBL 的 二 自的SM、AN及 后 . HRG 应 ,的 化合应,先后 发,应成后,行 HRG 通应 输 合 ,合 的HRG 续至工序,滤筛筛除不规则块后,,、蒸汽以及 ,以稀释和加热 ,这第6期刘新培!RCO在ABS工艺尾气提标改造中的应用35条 絮凝。
絮凝的浆料:中一寸,后 。
中的 经过后,中的 经 后,由机机分 ,分出的絮凝单元。
分出的HRG 通过 器筒干燥器,气 干燥,物 干燥后尾气一风机 尘 ,考布袋除尘器尘后,尾气G&由风机20 m 排气筒排放。
的HRG 经 器 | HRG ,后 HRG,单元 ,HRG工艺流程及排放情况见1。
聚丁二烯乳胶苯乙烯丙烯腈甲基丙烯酸甲酯去离子水 GiWi_3图1HRG单元工艺-污染流程框图1.3 HRG絮凝干燥尾气现有治理措施及治理效果HRG单元贿4条絮纖,每条风量约12万Nm3/h,共有干燥尾气处理设施3套,其中1#、2#絮凝线干 燥尾气经一套两级串联布袋除尘器处理后,通过一 根20 m排气筒排放,3#、4#絮凝线干燥尾气分别经 2套两级串联布袋除尘器处理后通过两根20 m排气 筒排放,每级布袋除尘效率不低尾气于95%。
G&尾气 为本次拟处理的HRG单元干燥尾气,HRG单元絮凝 线干燥尾气中污染物含有甲苯、乙苯、二甲苯、苯乙 烯、VOCs等,当前排放现状及标准对比情况见表1。
表1HRG尾气主要污染物排放标准变化情况对比表项目原标准限值最新标准限值/川4标准下降率/<苯/ (mg-m_3)12X10-6467乙苯/(mg.m_3)—50—SM12 kg/h20—甲苯/(mg-m-3)40X10-6880AN/(mg-m-3)22X10-60.598二甲苯/(mg-m-3)70X10-64043NMHC/(mg-m-3)120X10-66050颗粒物/(mg.m-3)120X10-62083由表1看出,ABS生 排放 的排放标准 标准 ,设施工艺尾气有机物排放浓度。
2预处理+R C O提标改造主要内容2.1 处理工艺本项目设3套干燥尾气处理 ,均处理- 的工艺。
HRG单元共4条絮凝线,1#、2#絮凝线套一风机、一套尾气处理3#、4#絮凝线 套一风机、一套尾气处理 。
处理后的干燥尾气通过两根30 m排气筒排放,中1#、2#絮凝线干燥尾气处理后通过一根排气筒排放,3#、4#絮凝线干燥尾气处理后通过一根排气筒排放。
HRG单元絮凝线尾气处理 见2。
1#絮凝线过滤器 RCO反应器 排气筒12#絮凝线图2 HGR单元絮凝线干燥尾气处理走向示意图36中国氯碱2018年第6期2.2工艺原理蓄热式催化氧化装置(RCO*工艺的原理是有机 尾气在催化剂的作用下以较低温度将气态污染物 完全氧化,同时回收热能。
RCO较其他氧化法具有 换热效率高、能耗低及不易产生二次污染等优点[2]。
在氧化过程中,催化剂表面活性中心通过吸附反应 物形成中间活性物,具有较大的反应活性,从而降 低反应活化能,使VOC+组分在较低温度下起燃。
同时由于催化剂表面吸附反应物分子,使 ,较之于气 度大大 ,反应的 。
VOC+组分氧间在催化剂活性中心生焰氧化,生成害的C〇2和H(〇,达到去除尾气中的有 害物的目的,同时 大热能[3]。
催化氧化反应程下CxHY+O2—!CO2+H2OC x H y N z+〇2~—CO2+H2O+NO22.3工艺流程说明HRG尾气理装置主要由理 和RCO反应组成。
的尾气中含有大的及 ,在 RCO反应用过 尾气中有的及其他理分。
除去 的尾气 RCO反应。
的催化反应不同,目使用的蓄 热催化氧化反应将的换热-蓄热和反应 成于 ,催化剂 置于蓄热上。
化 分 ,具有热 、、等优。
理的尾气工艺机RCO反应器 的,高温蓄热 热升温 300 #催化 生催化氧化反应[4]。
完成催化氧化反应 ,高温尾气 下 低温蓄热 ,到 达 时温度降 70#,气有组。
目R CO装置的设计温度为300〜500 #。
时,若尾气中VOC+的度较低,VOC+氧化反应的 的热 法 R C O反应器的 热,热。
目100 <3罐,并配置甲醇喷射 ,可在尾气中通过喷射 燃料,通过 氧化放热以R CO反应所热。
除此 ,还配置一电热,在开车和有机物度过低时,通过启 动电热热。
反应室内温度高于高限500 #时,首先逐渐 稀空气降低反应室温度,稀 仍不能降低反应室温度时,逐渐开启高温旁路、使部分高温尾气通过旁路反 应 直 烟道,以减少 气的热,从而达到降低反应温度的目的。
尾气理程见图3。
30 m排气筒排放尾气图3 HRG单元干燥废气处理流程图2.4主要设备备见表2表2 HRG尾气提标改造项目一览表生产单元设备名称规格数量(台/套)备注过滤器!1>7 m x5 m3RCO反应器7.12 m x5.38 m x9 m3旁路反应器 2 m x2 m x3 m31#、2#线共用一台,3#循环风机6kPa,10 000 Nm3/H3线一'台,4#线一'台HRG单元主工艺风机3kPa,13 万 Nm3/H3甲醇喷射系统3甲醇输送泵3m3/H21#、2#线共甲醇供应泵1m3/H2用一台,3#、4#线共甲醇储罐!4.5 m x6 m1用一台2.5控制方案保证装置的安全性,尤其是于炉膛温度的精确控制,分别置电热例调装置、喷射装置、高温旁路和急旁路,使 在最佳的操作条的同时,防止任何可能生的超温和低温状况。
(1乂启动时,打开空气风机,用不低于炉 膛积4倍的空气 吹扫,以防任何可能残存的可燃物的存在;(2) :过程中,炉膛温度高于 限时,开启并调 稀空气阀,降低炉膛温度;(3) 过程中,炉膛温度高于 限时,开启并调节热旁路调阀,高温气热旁路反应第6期刘新培&RCO在ABS工艺尾气提标改造中的应用37后 ,以分热,使炉膛温度降低;(4 设定的上上 ,,〇对装置行,对 降 化(5)运行过程,低于设定下 ,开启并节节阀,6 运行过程 ,低 设定下 ,并节,在 ,化 热,7 低 设定的下下 ,加热器 节装置,通过 为 热,3环境效益分析HRG元 过器的等,效约为80%,后的R C O装置 后 ,R C O对 i VOCs的 效率!95%,工程治理效状况见表3。
过治理,HRG絮凝 达到最新 标准要求,具较好的境效益。
4结语(1)低 化氧化技 RCO)能够将HRG絮凝的 分解为C〇!和H2O,大、效 ,并能够效防止二次产生,污分解彻底。
(2 过提标改造后符合天津市《恶臭污(上接第25页)此方案热公用工程能耗为81 993 kj/h,冷公用工程 能耗为18 909 kj/h,总能耗为100 902 kj/h。
3.3经济分析针对苯氯化装置能耗,采用夹点分析法,利用 ASPEN PLUS软件模拟,确定了换热网络的改造方 案并实施。
共计增加换热器5台,折合约40万元,总改造费用约为67万元。
改造完成后,设备运行稳 定,年节约能耗14 768 756 MJ,折约50.1万元,投资 回收期约为1.3年,能耗降低效益明显。
4 结语本文在采集扬农化工集团苯氯化装置工艺参 数的基础上,采用夹点分析法,结合ASPEN PLUS 软件模拟,对苯氯化装置的换热网络行分析并提表3 HRG尾气主要污染物排治理后对比表污染物名称处理前产生量处理后排放量颗粒物/(mg'm-3) 2.90.90甲苯/(mg_m-3) 4.50.46乙苯/(kg.h-1)0.60.03苯乙烯/(kg.h-1) 4.40.22丁二烯/(kg.h-1) 1.70.09NMHC/(kg.h-1)17.60.88VOCs/(kg-h"1)21.0 1.05臭气浓度30035标准》(DB12/-059-95)、《天津市工业企挥 控制标准》(DB12/524-2014)、《合成树脂工 标准》(GB31572-2015)等适用标准 严格的 值要求,具有较好的境效益和社会效益。