经典模流分析报告案例剖析
模流分析解读和提升

低温部位
滞留现象
温度结果
色差线:当温度梯度过大时则会出现色差线
熔接痕结果
4. Weld lines 熔接线:两股或两股以上的料流汇合时会形成熔 接线,对制品的外观和强度造成影响。
判断熔接线好坏的依据是: a 形成熔接线的时间,早比迟好 b 形成熔接线的流动前沿温度,高比低好; c 两股或多股料流汇合时的夹角越大越好; d 形成熔接线处的剪切应力,小于材料的允许值为好。
减少不均匀冷却的方法: 解决不均匀的冷却问题主要是解决型腔与型芯表面温差问题,可通 过增加冷却水路,修改水路位置,选用温度较低的冷却水,选用热 传导率高的镶件来移走型芯的热量等,来降低 两边的温差。
翘曲分析结果
冷却不均 总体方向变形
冷却不均 Z方向变形
冷却不均 X方向变形
冷却不均 Y方向变形
翘曲分析结果
流前温度低于转换温度,则塑胶冷凝不再流动
14
流动前沿温度结果
制品局部骨位料厚为0.8mm, 造成流动前沿温度范围超过 20℃,并有严重的滞留现象, 导致了制品的缺胶。
缺胶部位
流动前沿温度
最低150℃,如 图中蓝色部位
流动前沿温度结果
此处的料厚最薄为0.3mm, 流动前沿温度最低为151.8 虽未造成制品的缺胶,但有 严重的滞留现象,造成制品 填充困难
a Deflection, orientation effects:X Component X方向变形结果 b Deflection, orientation effects:Y Component Y方向变形结果 c Deflection, orientation effects:Z Component Z方向变形结果
Deflection, all effects:Deflection 变形结果可分为3个方向察看 结果: a Deflection, all effects:X Component X方向变形结果 b Deflection, all effects:Y Component Y方向变形结果 c Deflection, all effects:Z Component Z方向变形结果
模流分析报告解析共32页文档
自由边界
单元匹配
Moldflow网格质量检查报告
不好的有限元网格: 1)影响计算精度。 2)错误的计算结果。 3)计算无法进行。
网格大小对计算精度的影响 5
How To Review Mold flow Report/如何检查模流分析报告
分析输入——定义浇口类型
侧浇口(Gate) 热浇道(Hot Drop) 潜伏式浇口(Sub) 直接浇口(Sprue) 香蕉型 (Cashew) 阀式(Valve)
注意:
零件内部的最大剪切应力不应该超过材料 的许可值。
影响: 如果零件内部的最大剪切应力超过材料的许可值, 可能导致一系列的表面缺陷。
14
How To Review Mold flow Report/如何检查模流分析报告
把有限分析结果按照客户需求已报告的方式提供给客户。由于有限元分析不可避免的存在一些 误差,需要在分析报告中对分析结果进行评估。
2
How To Review Mold flow Report/如何检查模流分析报告
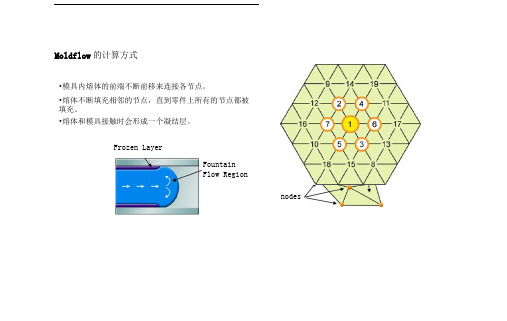
Moldflow的计算方式
•模具内熔体的前端不断前移来连接各节点。 •熔体不断填充相邻的节点,直到零件上所有的节点都被 填充。 •熔体和模具接触时会形成一个凝结层。
Frozen Layer
Fountain Flow Region
nodes
3
elements
How To Review Mold flow Report/如何检查模流分析报告
Moldflow中的前处理
• 目前主流的模流分析软件是Moldflow,该软件只接受三角形单元以及四面体单元。 • 高质量的有限元网格是有限元分析精度的保障。 • 对于注塑件,在Moldflow主要有以下三种网格划分方式:中性面、双面流、3D实体。
模流分析报告解读范例(二)
初中生职业生涯规划教育(二)引言概述:初中生职业生涯规划教育的重要性职业生涯规划教育对于初中生的成长和发展至关重要。
通过职业生涯规划教育,学生可以深入了解自己的兴趣、能力和价值观,为未来的职业发展做出明智的决策。
本文将以初中生职业生涯规划教育为主题,从五个方面进行大点阐述。
正文:一、了解自己的兴趣和能力1. 利用兴趣测评和职业性格测试,帮助学生发现自己的兴趣和潜在能力。
2. 提供多样化的课程和活动,丰富学生的兴趣领域,培养学生的多元化能力。
二、认识不同的职业和职业发展趋势1. 引导学生了解不同行业和职业的特点和发展前景。
2. 分析当前社会的职业发展趋势,帮助学生做出符合社会需求和个人发展的职业选择。
三、学习职业技能和就业指导1. 提供职业技能培训的机会,培养学生实践操作的能力。
2. 进行就业指导和实习安排,帮助学生了解就业市场和职业要求。
四、培养职业道德和职业素养1. 强调职业道德和职业素养的重要性,培养学生的职业操守和责任感。
2. 开展职业体验活动,让学生体验真实的职业环境,增强职业素养的培养。
五、制定个人职业发展计划1. 引导学生制定个人职业发展目标和计划,并提供相应的资源和支持。
2. 帮助学生发现自己的优势和短板,制定相应的学习和提升计划。
总结:初中生职业生涯规划教育的必要性已经得到广泛的认知。
通过了解自己的兴趣和能力,认识不同的职业和职业发展趋势,学习职业技能和就业指导,培养职业道德和职业素养,以及制定个人职业发展计划,初中生可以在职业选择和发展中做出明智的决策,为自己的未来奠定基础。
因此,初中学校需要加强对职业生涯规划教育的投入,并与家长、社会资源相结合,促进学生的职业发展。
模流分析报告解读范例(一)2024
模流分析报告解读范例(一)引言概述:模流分析是一种重要的分析方法,通过对模流数据的分析,可以帮助我们深入理解系统性问题,找到解决问题的措施和方法。
本文将解读一份模流分析报告的范例,通过分析报告的内容,介绍其中的关键点和解析方法。
正文:一、模流概述1. 模流数据的来源及采集方式2. 模流数据的重要性和应用价值3. 模流数据的基本特征和统计指标4. 模流数据的数据清洗和处理方法5. 模流数据的可视化展示和分析手段二、模流异常点分析1. 异常点的定义和检测方法2. 异常点对模流分析的影响和价值3. 异常点的分类及特征描述4. 异常点与其他因素的关联性分析5. 异常点处理的方法和建议三、模流趋势分析1. 模流的时间序列性质和趋势分析方法2. 模流趋势分析的技术指标和模型3. 模流趋势分析的预测和预警方法4. 模流趋势分析在系统优化中的应用5. 模流趋势分析的误差估计和检验方法四、模流关联性分析1. 模流关联性的定义和度量方法2. 模流关联性分析的相关因素选取3. 模流关联性分析的统计检验方法4. 模流关联性的时间和空间特征5. 模流关联性分析的实践案例五、模流变化模式分析1. 模流变化模式的分类和描述方法2. 模流变化模式的驱动因素分析3. 模流变化模式的模型建立和验证方法4. 模流变化模式的周期性分析和控制方法5. 模流变化模式分析的实际应用案例总结:通过对这份模流分析报告的解读,我们了解了模流分析的基本概念和方法。
在实际应用中,模流分析可以帮助我们深入了解系统问题并提出针对性的措施。
在模流分析过程中,我们需要关注异常点、趋势分析、关联性分析和变化模式等方面,以全面把握模流数据的特征和规律。
希望本文的范例可以帮助读者更好地理解和应用模流分析方法。
经典模流分析报告案例
经典模流分析报告案例引言模流分析是一种常用于软件开发和系统设计的技术方法,通过对系统的整体流程进行分析和优化,以提高系统的效率和准确性。
本报告将介绍一个经典的模流分析案例,通过对该案例的详细分析,我们可以深入了解模流分析的目的、方法和步骤。
案例背景在一个电商网站的订单处理系统中,用户下单后,订单需要进入一系列的流程,包括商品库存检查、支付验证、物流安排等。
然而,在实际运营中,该系统经常出现订单丢失、支付失败等问题,严重影响了用户体验和订单处理效率。
为了解决这些问题,我们决定对该系统进行模流分析。
分析目标经过与系统管理员和开发团队的讨论,我们确定了以下模流分析的目标: 1. 发现订单处理流程中存在的潜在问题,如并发性能、数据一致性等; 2. 优化订单处理流程,提高整体系统的效率和准确性; 3. 对系统的工作原理和关键环节进行深入理解,为后续系统维护和升级提供参考。
分析步骤为了实现上述目标,我们按照以下步骤进行模流分析:1. 收集资料首先,我们与系统管理员和开发团队沟通,收集有关订单处理系统的资料,包括系统架构、数据流图、业务需求等。
同时,我们还调查了用户反馈和系统日志,以了解已知的问题和瓶颈。
2. 绘制流程图在收集资料的基础上,我们绘制了订单处理系统的流程图。
流程图以图形化的方式展示了系统的流程、数据流动和各个环节之间的依赖关系。
3. 分析流程根据流程图,我们对订单处理流程进行详细的分析。
我们特别关注以下几个方面: - 各个环节之间的数据传输方式和数据格式; - 各个环节之间的并发情况; - 各个环节的运行时间和耗时操作。
4. 发现问题通过对流程的分析,我们发现了一些问题: - 由于订单处理环节的并发问题,导致订单丢失和数据不一致的情况; - 某些环节的运行时间过长,影响了整体的响应速度; - 某些环节的逻辑错误导致订单状态不准确。
5. 优化改进基于发现的问题,我们提出了一些优化改进的方案: - 在订单处理环节增加锁机制,确保数据的一致性; - 优化某些环节的算法和操作,减少运行时间; - 对订单状态更新的逻辑进行检查和修复。
模流分析报告解析
Moldflow的计算方式•模具内熔体的前端不断前移来连接各节点。
•熔体不断填充相邻的节点,直到零件上所有的节点都被填充。
•熔体和模具接触时会形成一个凝结层。
Frozen LayerelementsFountainFlow RegionnodesMoldflow中的前处理•目前主流的模流分析软件是Moldflow,该软件只接受三角形单元以及四面体单元。
•高质量的有限元网格是有限元分析精度的保障。
・对于注塑件,在Moldflow主要有以下三种网格划分方式:中性面、双面流、3D实体。
抽取零件的中性面,然后在中性面上划分网格(三角形单元)抽取零件的表面做为模具的形芯形腔面,然后进行网格划分(三角形单元)零件上下表面上的网格要求一定的对应关系,网格划分要求高单元数量大,运算效率低零件中性面双面流3D实体优点网格少,分析速度快,计算效率高无需抽取中性面,后处理更具真实感计算精度高划分方法缺点中性面抽取困难、分析精度低网格质量检查:1) 不能存在自由边界。
2) 双面流分析,上下表而的网格匹配率必须达到 90%o3) 三角形单元的边长比:平均<3:1,最大<6:lo 4) 网格之间没有交叉和重叠。
5) 网格的大小。
网格大小对计算精度的影响自山边界Moldflow 网格质量检查报告分析输入一定义浇口类型侧浇口 (Gate)热浇道(Hot Drop) 潜伏式浇口(Sub) 旦接浇口 (Spnie) 香蕉型(Cashew) 阀式(Valve)GM PPC Requirement Gate Type定义浇口尺寸定义浇口数量定义浇口位置分析输入一定义流道系统•定义主流道以及分流道的尺寸•在Moldflow中做出流道系统分析输入一定义冷却系统•定义冷却系统尺寸•定义冷却液类型•在Moldflow中做出冷却系统流道系统冷却系统分析输入一定义注塑参数分析输入一定义材料参数以下内宕盖以Darren May的抠普弟瘗础o填充分析•…注射/保压切换乙 59-30-19后案注射蚤d 孑零锌体衣的95淤,可导址侮压不足。
模流分析实际应用案例(1-5)
Professional CAE for Injection Molding
软件运用案例1:EK门面的问题点分析及解决
3
Professional CAE for Injection Molding
电脑试模效果
• 在开模之前有效的利用软件快速进行设计分析,可做多个不同的设计
方式,进行设计评估;
1. 塑胶充填溫度设定为240 C,結果高溫 o 区达到240 C,为流动主要流动路径,产 生剪切升溫所造成 2. 另外靠近浇口附件的Rib因与主平面流 动竞争的关系,出現流动迟滯,故溫度较 低。
o
平均溫度
14
Professional CAE for Injection Molding
流动波前 結合线分析
29
Professional CAE for Injection Molding
软件运用案例2
原始设计 冷卻系統-周期平均塑件表面溫度
塑件前面的周期平均温度;塑件的前面定义作面向视点的面,也就是观察者眼睛可以看到的 面,周期平均是将会随时间变化的变量对时间作积分取平均值。
产品母模有积热的現象,公母模溫相差过大將导致产品因收縮不一产生熱变形
20
Professional CAE for Injection Molding
7
Professional CAE for Injection Molding
利用不同范围的流动速率,可看塑胶在模穴中各时间的充填情况,可预測夹水线及包封位置 ,且可判断是否会有短射現象发生,提供排气孔位置的参考。
8
Professional CAE for Injection Molding
利用不同范围的流动速率,可看塑胶在模穴中各时间的充填情况,可预測夹水线及包封位置 ,且可判断是否会有短射現象发生,提供排气孔位置的参考。
Moldflow的模流分析报告入门实例
基于MOLDFLOW的模流分析技术上机实训教程主编:姓名:年级:专业:南京理工大学泰州科技学院实训一基于Moldflow的模流分析入门实例1.1Moldflow应用实例下面以脸盆塑料件作为分析对象,分析最佳浇口位置以及缺陷的预测。
脸盆三维模型如图1-1所示,充填分析结果如图1-2所示。
图1-1 脸盆造型图1-2 充填分析结果(1)格式转存。
将在三维设计软件如PRO/E,UG,SOLIDWORKS中设计的脸盆保存为STL格式,注意设置好弦高。
(2)新建工程。
启动MPI,选择“文件”,“新建项目”命令,如图1-3所示。
在“工程名称”文本框中输入“lianpen”,指定创建位置的文件路径,单击“确定”按钮创建一新工程。
此时在工程管理视窗中显示了“lianpen”的工程,如图1-4所示。
图1-3 “创建新工程”对话框图1-4 工程管理视图(3)导入模型。
选择“文件”,“输入”命令,或者单击工具栏上的“输入模型”图标,进入模型导入对话框。
选择STL文件进行导入。
选择文件“lianpen.stl”。
单击“打开”按钮,系统弹出如图1-5所示的“导入”对话框,此时要求用户预先旋转网格划分类型(Fusion)即表面模型,尺寸单位默认为毫米。
图1-5 导入选项单击“确定”按钮,脸盆模型被导入,如图1-6所示,工程管理视图出现“lp1_study”工程,如图1-7所示,方案任务视窗中列出了默认的分析任务和初始位置,如图1-8所示。
图1-6 脸盆模型图1-7 工程管理视窗图1-8 方案任务视窗(4)网格划分。
网格划分是模型前处理中的一个重要环节,网格质量好坏直接影响程序是否能够正常执行和分析结果的精度。
双击方案任务图标,或者选择“网格”,“生成网格”命令,工程管理视图中的“工具”页面显示“生成网格”定义信息,如图1-9所示。
单击“立即划分网格”按钮,系统将自动对模型进行网格划分和匹配。
网格划分信息可以在模型显示区域下方“网格日志”中查看,如图1-10所示。
Moldflow模流分析经典报告(简体版)
设置注射压力、注射速度、注射温度等边界条件。
塑化边界条件
设置塑化温度、塑化速度等边界条件。
模拟求解与结果分析
模拟求解
根据设置的边界条件进行模拟求解。
结果分析
对模拟结果进行分析,如压力分布、温度分布、流动行为等。
结果优化
根据分析结果对模型进行优化,提高成型质量和效率。
Moldflow模流分析
Moldflow模流分析是一种计算机模 拟技术,用于预测塑料模具填充、流 动、冷却和翘曲等行为,从而优化模 具设计和产品成型过程。
通过模拟分析,Moldflow可以帮助工 程师预测和解决模具制造和塑料产品 成型过程中可能出现的问题,减少试 模次数和缩短产品上市时间。
Moldflow模流分析的重要性
2. 翘曲变形分析不准确
翘曲变形是塑料成型过程中的常见问题,分析不准确可能导致模具优化措施失效。
3. 解决方案
加强Moldflow模流分析理论学习,深入理解流动前沿、翘曲变形等关键指标的含义和影 响。结合实际案例进行分析和总结,提高模拟结果解读能力。积极参与行业交流和技术培 训,不断更新知识和技能。
Moldflow模流分析的应用领域
汽车行业
01
Moldflow在汽车行业中广泛应用于汽车零部件的模具设计和产
品成型过程优化,如保险杠、仪表盘和座椅等。
电子产品
02
Moldflow模流分析可用于手机、电视、电脑等电子产品的模具
设计和产品成型过程优化。
包装行业
03
Moldflow可以帮助包装企业优化包装盒、瓶盖等产品的模具设
案例三:热流道系统模拟
总结词
热流道系统是塑料加工中常用的技术,通过加热模具流道来控制塑料熔体的温度和流动。 Moldflow模流分析可以用于热流道系统的模拟和优化。
模流分析
模具厂所接的订单的和一般公司还有所不同,我们所接的模具订单各种各样,工程师的经验有时毕竟有限,所以借助MOLDFLOW软件的分析功能,对我们设计模具帮助很大。
案例一,CLIP设计:此产品为一固定U盘的回行夹。
如下图所示,标示处变形量要求较严格,以往生产出来的产品此处变形常常偏大,我们的工程师考虑先在模具设计时设定一方向的预变形,与产品变形相互抵消,保证产品符合要求的。
问题是此预变形量多大,方向如何,设计前并不知道,如果预变形做的太大,将来产品可能就会反向变形。
借助MOLDFLOW软件的FLOW COOL WARP 模块,我们先分析出产品可能的变形量,在此基础上,给模具设计一合理的预变形量,从而一次试模成功,获得了合格的产品。
案例二,memorex-bottom-top 设计:[/ALIGN]此套模具为2+2 模穴,设计为自然平衡流道,如果不经过分析,模具设计者很难想到要在标示处加强排气,只能等试模时才能发现问题,必然会提高整个产品上市周期。
经过MOLDFLOW 软件的FLOW 模块分析后,我们在模具设计前就已经知道此问题,所以模具设计时特意在此处加强排气,保证一次试模成功。
还有一些案例解决流道平衡的问题,一模多腔的设计,通过控制流道尺寸,保证流动平衡,从而控制产品品质。
避免由于流动不平衡带来过保压现象,导致产品翘曲变形。
同时优化流道尺寸设计还有一个很大的益处就是减小循环周期。
因为很多情况下,产品最后凝固在流道处,如果流道尺寸偏大,必然提高整个循环周期,同时还会产生较多的废料。
电池盖部件是我们运用MOLDFLOW软件的又一成功案例。
此产品是薄壁件,难以填充。
在分析之前,解决它的方法是加大注射压力,提高注射速度,强制成型。
这样一方面机器磨损较大,另外高压高速注射后的产品内部残余应力较大,产品品质仍然无法保证。
采用MOLDFLOW分析后,采用局部加厚的方法,改善了产品的流动,从而使公司可以利用较小的压力和较低的注射速度成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
------------------------------------------------------------------------- 3 -------------------------------------------------------------------------- 4 -------------------------------------------------------------------------- 5 -------------------------------------------------------------------------- 6 -------------------------------------------------------------------------- 7 -------------------------------------------------------------------------- 8 -------------------------------------------------------------------------- 9 -------------------------------------------------------------------- 10~30 ------------------------------------------------------------------------ 31 ------------------------------------------------------------------------ 32 ------------------------------------------------------------------------ 33 ------------------------------------------------------------------------ 34 ------------------------------------------------------------------------ 35 ------------------------------------------------------------------- 36~55 ------------------------------------------------------------------------ 56 ------------------------------------------------------------------------ 57 ------------------------------------------------------------------------ 58 ------------------------------------------------------------------------ 59 ------------------------------------------------------------------------ 60 -------------------------------------------------------------------- 61~80 ------------------------------------------------------------------------ 81
Moldflow Analysis Report
Moldflow模流分析報告
B0391901
For:
Arthur Chen 2003.6
广州联源科技有限公司 / Arthur Chen
2003.6
Page 1
Moldflow Analysis Report 内容提要
1. 分析說明一 2. 塑膠材料簡介 3. 產品模型簡介 4. 分析模型簡介 5. 原始方案澆注系統設計 6. 原始方案冷卻系統設計 7. 原始方案基本成型條件 8. 原始方案分析結果 9. 結論與建議 1 10.分析說明二 11.改善方案1澆注系統設計 12.改善方案1冷卻系統設計 13.改善方案1基本成型條件 14.改善方案1分析結果 15.結論與建議 2 16.分析說明三 14.改善方案2澆注系統設計 15.改善方案2冷卻系統設計 16.改善方案2基本成型條件 17.改善方案2分析結果 18.結論與建議 3
广州联源科技有限公司 / Arthur Chen
2003.6
Page 3
Moldflow Analysis Report 塑膠材料簡介
PPE+PS+40%GF Xyron X1764 Asahi Kasei Corpora1.2827 g/cu.cm 2. Solid Density 1.3645 g/cu.cm 3. Ejection Temperature 110.000000 deg.C 4. Recommended Mold Temperature 75 deg.C 5. Recommended Melt Temperature 275 deg.C 6. Absolute Max. Melt Temperature 340 deg.C
广州联源科技有限公司 / Arthur Chen
2003.6
Page 2
Moldflow Analysis Report
分析說明一
➢ 如下圖的產品,為複印機上的零件,對尺寸精度要求較高。採用PPE+PS+40%GF的 塑膠以熱流道成型,產品結構與進澆位置均已確定,客戶希望通過調整冷卻水路或冷卻條 件將整個周期時間縮短,因此藉以Moldflow模流分析驗證是否可行。 ➢ 因Moldflow材料數據庫内暫無客戶使用的GE PPE+PS+40%GF塑膠,故在分析中使 用物性較爲相似的Asahi Kasei Corporation的PPE+PS+40%GF塑膠來代替,在數值上會 与實際試模有差異,但趨勢是一致的。此報告中以幾種方案進行分析比較,其中Original n為客戶原始設計方案,Revised n為我們基於Moldflow上的改善方案。