MOLDFLOW分析报告
模流分析年度总结(3篇)

第1篇一、前言模流分析(Mold Flow Analysis)是现代注塑成型领域的重要工具,它通过对塑料流动过程的模拟,帮助工程师优化模具设计、提高产品良率和缩短开发周期。
在过去的一年里,我国模流分析技术取得了显著进步,以下是对本年度模流分析工作的总结。
二、模流分析技术发展概况1. 软件功能不断完善近年来,国内外模流分析软件功能日益完善,如Moldex3D、Simulment、E-Design、C-Mold等。
这些软件在模拟精度、计算速度、用户界面等方面都有了显著提升,能够满足不同用户的需求。
2. 模拟精度不断提高随着计算流体力学(CFD)技术的发展,模流分析软件的模拟精度不断提高。
目前,多数软件能够实现网格自适应、湍流模型优化、材料数据库扩展等功能,使模拟结果更加准确。
3. 模拟速度明显提升随着硬件设备的升级和软件算法的优化,模流分析软件的模拟速度明显提升。
例如,Moldex3D软件采用多核并行计算技术,使模拟时间缩短至原来的1/3。
4. 材料数据库日益丰富模流分析软件的材料数据库不断丰富,涵盖了各种塑料、橡胶、复合材料等。
这使得工程师能够更准确地模拟不同材料的流动行为。
三、模流分析应用领域拓展1. 汽车行业模流分析在汽车行业中的应用日益广泛,包括汽车零部件、内饰、外饰等。
通过模流分析,工程师能够优化模具设计,提高产品良率,降低生产成本。
2. 家电行业模流分析在家电行业中的应用逐渐增多,如冰箱、洗衣机、空调等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低能耗。
3. 医疗行业模流分析在医疗行业中的应用逐渐拓展,如医疗器械、口腔材料等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低生产成本。
4. 航空航天行业模流分析在航空航天行业中的应用日益重要,如飞机、火箭、卫星等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低制造成本。
四、模流分析培训与推广1. 培训体系不断完善我国模流分析培训体系不断完善,包括线上培训、线下培训、实战培训等多种形式。
(完整版)MOLDFLOW分析报告
引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1. 熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2. 塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3. 充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1. 冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2. 温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3. 冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1. 熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2. 温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3. 固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1. 模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2. 缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1. 效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。
MoldFlow分析测试报告

多格盒分析报告班级:12材控一班姓名胡永鹏学号12060310011:模具结构设计①外形尺寸该塑件壁厚为3mm,塑件外形尺寸一般,塑料熔体流程不太长,适合于注射成型。
②精度等级按实际公差MT5进行计算。
③脱模斜度选择该塑件上型芯和凹模的统一脱模斜度为1。
1)主流道尺寸根据所选注射机,则:主流道小端尺寸为d=注射机喷嘴尺寸+(0.5~1)=5+0.5=5.5mm主流道球半径为SR=喷嘴球面半径+(1~2)=9.7mm2)浇口尺寸浇口截面积通常为分流道截面积的0.07倍—0.09倍,浇口截面积形状多为矩形和圆形两种,浇口长度为3mm—5mm。
运用PROE软件创建实体模型,需通过三次拉伸获得实体件。
第一次拉伸可得整体件;第二次拉伸去除材料可在整体件上得到多格空腔;第三次拉伸获得实体件两侧的小凸缘。
结果如图2.1所示。
网格划分选择下拉菜单”文件”到”新建工程”,在默认的创建目录中输入一个工程名称,如图3.1所示。
在已经建好的的工程中导入模型文件,选择导入命令后,在对话框中打开模型文件,此时会弹出导入对话框如图3.2所示。
接着,在如图3.2所示的对话框中,选择网格划分类型,包括中性面,双层面和实体三种,同时还要选择导入模型所采用的单位,包括毫米,厘米,米和英寸。
选择完毕,单击”确定”按钮后,模型被导入,如图3.3所示,此时网格尚未划分,仅仅选择网格的类型。
在任务窗口中双击”创建网格”图标,或者选择下拉菜单”网格”菜单中的生成网格命令,会弹出网格生成对话框,如图3.4所示。
单击对话框中的”立即划分网格”按钮,生成网格,如图3.5所示。
此时,任务窗口中的图标”创建网格”变成”双层面网格”,显示表明网格类型为双层面,单元个数为13274。
图3.1创建新的项目图3.2”导入”对话框图3.3被导入的模型图3.4网格生成对话框图3.5生成的网格网格诊断选择”网格”菜单中纵横比诊断命令,弹出”纵横比诊断”对话框,如图3.6,3.7所示。
Moldflow模流分析报告范例

14
Shear Stress at Wall 最大剪切应力
流道系统上最大剪切应力: 2.8MPa 产品上最大剪切应力:0.4MPa
一般产品上的最大剪切应力,不要超过成型材料所允许的数值(如第8页所示, 该材料允许最大剪切应力为0.5MPa )。剪切应力太大,产品易开裂。
通过加大最大剪切应处壁厚,降低注塑速度,采用低粘度的材料,提高料温,可 减小剪切速率。
一般,脱模时相邻区域的体积收缩值相差>2%,产品表面易出现缩水。
可通过优化产品壁厚、浇口放置在壁厚区域、加大保压等措施,来降低 体积收缩。
DESIGN SOLUTIONS
18
Frozen Layer Fraction 凝固层因子
6.3s 12.2s 30.9s
Frozen Layer Fraction反映的是产品的凝固顺序。该产品在6.3秒时,红色区 域已凝固,导致安装孔位保压不足,故体积收缩较大,易出现表面缩水。 当产品100%凝固,冷流道系统凝固50%以上。产品可脱模。从而确定该产 品成型周期31s(不包括开合模时间)。 可通过优化冷却水路排布、降低局部壁厚区域的厚度、优化冷流道尺寸,来 缩短成型周期。
DESIGN SOLUTIONS
19
Sink Mark Estimate 凹痕深度
一般,凹痕数值>0.03mm,表面缩水较明显。 可通过加大基本壁厚、减小加强筋和螺栓柱等壁厚、加大保压等方式,来降 低凹痕深度。
DESIGN SOLUTIONS
20
Sink Mark Shaded 凹痕阴影显示
阴影显示凹痕的分析结果。圈示区域,肉眼看起来较明显。
22
Temperature, Part 冷却结束时产品表面温度
Moldflow分析报告
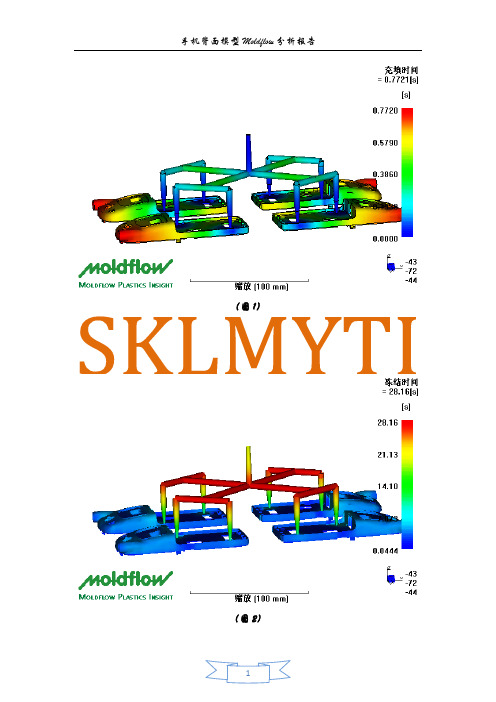
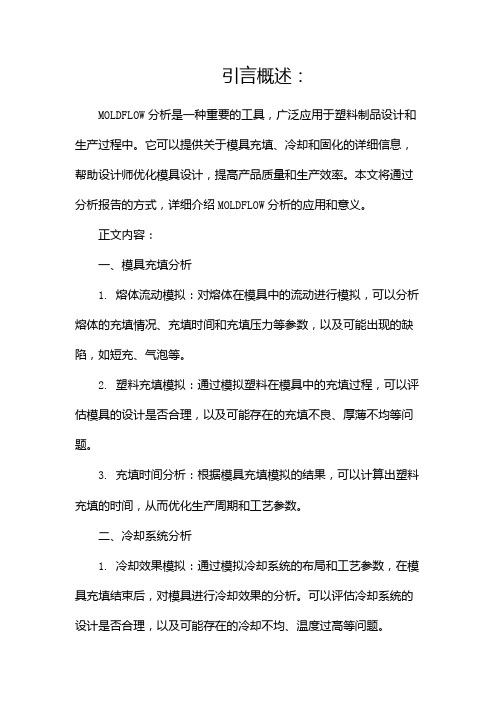
(图1)(图2)(图3)(图4)(图5)(图6)方案分析说明:1.在图1中充填时间差为0.77S,相差不大,基本可以接受。
2.在图2中制件冷却时间差较小,能够实现制件的均匀冷却。
3.在图3中流动前沿温差较大,即整个模型温差较大,但制件温度分布还是比较均匀的。
4.在图4中回路冷却介质温差较小,说明冷却回路的设置较为合理。
5.在图5中锁模力峰值为26t左右,且在12S左右降为0,较为符合要求。
6.在图6中最大变形值为0.3488mm,变形量稍微有点大。
在整个模型的分析过程中,网格漏洞的修复较为繁琐,网格厚度不均导致多次分析失败,而最后的分析结果说明整个方案也不够理想,在流动前沿温度中温差过大、V/P转换中则有未充满的区域,有需要靠保压才能充满的区域,两浇口所充填的区域大小有较大差别,内部气穴较多,有较多的熔接痕(两浇口间熔接痕较长)……因此该方案有待改进:采取改变浇口位置,两浇口充填区域平衡,减少熔接痕和气穴,修善冷却管道使变形翘曲量减少等措施。
修改后的方案分析说明:该方案在第一个方案的基础上做了两处改动:一是将其中一个浇口移到了面板的右上角,使得充填时间差减小到0.6489S,基本达到了流动平衡,但依然有较小的区域需要在保压期间才能充满;二是,将方案一中下部的冷却水管整体上移了10mm,并把空腔处的管道弯折上去了,使得上下管道的热交换效率接近,达到良好的冷却效果,而在空腔也有效地得到了冷却。
改动后的方案只是使得模型在翘曲方面的变形有所加大,但变形量依然是在能够接受的范围内,所以,总体来说,改动后的方案较好。
以下为修改后的方案:(图7)(图8)(图9)(图10)(图11)(图12)。
moldflow分析

我们采用MPI/FILL、MPI/PACK来进行分析计算。预测充填状 况、型腔压力分布、温度分布、锁模力大小、体积收缩率、熔接痕、 困气位置。
Jul 2001
Page 2
Moldflow China
制品材料
EE188AI(PP+T16) 1. 推荐注射温度 4. 推荐模具温度 240.0 degC 40.0 degC 5. 6. 7. 8. 顶出温度 不流动温度 许可剪切应力 许可剪切速率 108.0 deg.C 200.0 deg.C 0. 25Mpa 100,000 1/s
Jul 2001
Page 13
Moldflow China
小结
1. 2. 3. 4. 此方案注射较为均衡,成型压力适中,型腔压力分布较为均衡,体积收缩较 为均匀。 受投影面积影响及保压压力影响,锁模力较大,可通过调整保压压力降低锁 模力。 在制品边角处形成困气,熔料包合容易烧焦或熔接痕明显,需调整浇口位置 及顺序阀开关时间。 可采用6点顺序阀式热流道方案,建议调整下面两点喷嘴及浇口位置,减小两 喷嘴间距,调整开阀注射时间,以改善充填状况及困气情况,优化保压工艺。
剪切速率—黏度曲线
Jul 2001
PVT曲线
Page 3
Moldflow China
பைடு நூலகம்方案1
浇注系统
该模具一模一腔,采 用顺序阀式热流道系 统,6点顺序阀。
Jul 2001
Page 4
Moldflow China
工艺参数
1. 2. 3. 4. 模温 熔体温度 注射时间 保压压力 50 MPa 40 MPa 0 Mpa : 40.0 deg.C : 230.0 deg.C : 6.8sec 保压时间 6s 4s 4s
Moldflow分析报告结果解释大全
一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲和不均匀的密度分布。
????熔接线和气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构和视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构和视觉上的缺陷。
跑道效应—跑道效应会导致气穴和熔接线,查看气穴和熔接线的位置及数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。
各个位置的压力不同促使聚合物熔料的填充流动,压力梯度是压力差除以两个位置间的距离。
MOLDFLOW完整分析报告
8/2002
Page 7
ICAX论坛提供 成型工艺条件:
填充时间:2.5秒 冷却时间:20秒 模具温度:80度 熔料温度:295度 冷却水温度:25度 冷却液控制方法:雷络数控制(雷络系数=10,000) 保压曲线: 时间(秒) 2 3 保压压力 填充压力的70% 填充压力的60%
注塑成型分析
8/2002
RHEOLOGY: The material's rheological behavior was tested by Moldflow by an injection molding rheometer. Data was last updated on 29-JUN-01. This method exposes the sample to shear, temperature, and pressure history similar to those in injection molding. Studies performed by Moldflow Plastics Labs have shown the use of injection molding rheology data contribute to improved comparisons between experimental mold pressure traces and simulation results of molding pressure during the filling stage. This data is per Moldflow Plastics Labs current recommended best method for process simulation CAE. The method used applies well to most materials and applications.
Moldflow 分析报告
第一主方向上的型腔內残余应力
双浇道內残余应力小于单浇道的,且对称布置,可消除应力。 双浇道內残余应力小于单浇道的,且对称布置,可消除应力。
第二主方向上的型腔內残余应 力
双浇道第二主方向內残余应力小于单浇道的且对称布置,可消除应力。 双浇道第二主方向內残余应力小于单浇道的且对称布置,可消除应力。
充填结束时的压力
最高温度, 最高温度,制品
冷却管沿Y向比X向散热好。 冷却管沿Y向比X向散热好。
最高温度, 最高温度,冷流道
平均温度, 平均温度,制品
平均温度, 平均温度,冷流道
最高温度, 最高温度,制品
冻结层百分比, 冻结层百分比,制品
温度曲线, 温度曲线,制品
双浇道冷却效果优于单浇道,Y向冷却系统优于X向冷却系统。 双浇道冷却效果优于单浇道, 向冷却系统优于X向冷却系统。
●对流变的影响
●对冷却的影响
●对翘曲的影响
充填时间
f1
f2
f3
f4
通过比较采用双浇口比单交口具有更高的效率。
速度/ 速度/压力切换时的压力
双浇口比单浇口具有更低的压力;同为双浇口, 双浇口比单浇口具有更低的压力;同为双浇口,浇口在窄向布置 时压力更小。
体积温度
采用单双浇道对制品没影响。 采用单双浇道对制品没影响。
这次的分析是研究流道和冷却系统的改变对注射成型的影 响,也就是说:在设定注射材料等参数一定的情况下,改 也就是说:在设定注射材料等参数一定的情况下, 变流道和冷却系统形成不同的注射成型方案, 变流道和冷却系统形成不同的注射成型方案,通过比较不 同方案产生的流变、冷却和翘曲情况,分析流道和冷却系 同方案产生的流变、冷却和翘曲情况, 统对成型结果的影响。 统对成型结果的影响。从而得到具有最佳的流道和冷却系 统的注射成型方案。 统的注射成型方案。
Moldflow模流分析报告
Original2在相同區域發生較嚴重的滯流現象,該處塑膠熔接性极差。大 部分縫合綫熔接溫度較高,應不會影響其使用強度。局部區域包風包在 塑膠内難以排除,可能會受高壓急劇升溫而燒焦產品。注入口尺寸太小 ,冷卻太快,成品將得不到有效保壓而發生縮水,有可見凹陷出現,而 試模時用105MPa的壓力持續保壓了5s之久,其實此時注入口早已凝固, 再加額外的壓力只能使產品出現負收縮(即膨脹),導致拉模現象。澆口設 計得太薄,凝固太快,即使注入口不先行凝固,產品也會有較嚴重的保 壓不良現象。另外循環周期過長,造成生産成本的浪費。
3. 產品模型介紹
-------------------------------------------------------------------------- 5
4. 原始方案澆注系統設計
-------------------------------------------------------------------------- 6
13. 最終改善方案基本成型條件 ----------------------------------------------------------------------- 29
14. 最終改善方案分析結果 --------------------------------------------------------------------30~43
冷卻凝固過程
Original2
這六個圖表示的是產品和流道的冷卻凝固過程,紅色區域表示最先凝固的區域,一般最薄處最先凝固。從 圖三可知,注入口已先行凝固(箭頭指示處),而此時產品大部分都沒凝固,説明注入口尺寸太小,成品將 得不到有效保壓而發生縮水現象。此外分析中也發現澆口亦太薄,凝固太快。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
容
提
要
------------------------------------------------------------------------- 3 -------------------------------------------------------------------------- 4 -------------------------------------------------------------------------- 5 -------------------------------------------------------------------------- 6 -------------------------------------------------------------------------- 7 -------------------------------------------------------------------------- 8 -------------------------------------------------------------------------- 9 -------------------------------------------------------------------- 10~30 ------------------------------------------------------------------------ 31 ------------------------------------------------------------------------ 32 ------------------------------------------------------------------------ 33 ------------------------------------------------------------------------ 34 ------------------------------------------------------------------------ 35 ------------------------------------------------------------------- 36~55 ------------------------------------------------------------------------ 56 ------------------------------------------------------------------------ 57 ------------------------------------------------------------------------ 58 ------------------------------------------------------------------------ 59 ------------------------------------------------------------------------ 60 -------------------------------------------------------------------- 61~80 ------------------------------------------------------------------------ 81
Original1
原始方案冷却系统设计
原始方案共设计十条水路 十条水路,其中 十条水路 母模侧六条,公模侧四条,蓝色 管道为¯ 10mm的直通水路,黄色 管道为ldflow Analysis Report
Original1 注射机设定:
Machine maximum clamp force: 350 tonne Maximum pressure: 216.00 MPa Maximum injection speed: 422.52 cm^3/s Screw diameter: 58.00 mm
Page 3
Moldflow Analysis Report
塑 料 材 料 簡 介
PPE+PS+40%GF Xyron X1764 Asahi Kasei Corporation
7. Melt Temperature Minimum 8. Melt Temperature Maximum 9. Mold Temperature Minimum 10.Mold Temperature Maximum 11.Maximum Shear Rate 12.Maximum Shear Stress 250.0deg.C 300.0eg.C 50.0deg.C 100deg.C 50000 1/s 0.4500000 Mpa
Page 2
Moldflow Analysis Report
分 析 说 明 一
如下图的产品,为复印机上的零件,对尺寸精度要求较高。采用PPE+PS+40%GF的塑 料以热流道成型,产品结构与进浇位置均已确定,客户希望通过调整冷却水路或冷却条件 客户希望通过调整冷却水路或冷却条件 将整个周期时间缩短,因此藉以Moldflow模流分析验证是否可行。 将整个周期时间缩短 因Moldflow材料数据库内暂无客户使用的GE PPE+PS+40%GF塑料,故在分析中使用 物性较为相似的Asahi Kasei Corporation的PPE+PS+40%GF塑料来代替,在数值上会与 实际试模有差异,但趋势是一致的。此报告中以几种方案进行分析比较,其中Original n 其中Original 其中 为客户原始设计方案, 为我们基于Moldflow上的改善方案 上的改善方案。 为客户原始设计方案,Revised n为我们基于Moldflow上的改善方案。
公母模侧表面温差
Original1
从图中可知,公母模侧 公母模侧 表面温差较大, 表面温差较大,会使产 品公母模侧收缩不均一 而导致翘曲变形问题。 而导致翘曲变形问题。
Page 13
Moldflow Analysis Report
产品凝固需要的时间
Original1
上面两图表示的是从循环周期开始到产品完全凝固所需要的时 间。开模时圈示的几个区域仍未凝固(如右图,大部分区域在 而最长凝固时间竟达80 16s内就可以凝固),而最长凝固时间竟达 80s 左右 ( 也正是 而最长凝固时间竟达 s 左右( 产品上最厚的区域) 故必将有严重缩水发生。 产品上最厚的区域),故必将有严重缩水发生。
Page 9
Moldflow Analysis Report
Original1
原始方案分析结果
以下解析的包括冷却、充填、保压、翘曲分析 冷却、充填、保压、翘曲分析的较为重要的结果。 冷却
Page 10
Moldflow Analysis Report
冷却水温变化
Original1
由图中可知,水温升高较小 水温升高较小 (进出口水温差在两度以 内 ) , 冷却水路的长度设计 是可以达成冷却要求的。 是可以达成冷却要求的 。 成 型时不要为了省事而将水路 串联起来,否则会导致水路 过长水温持续升高而降低冷 却效果。
Fusion网格
Midplane网格
Page 6
Moldflow Analysis Report
Original1
原始方案浇注系统设计
原始方案Original1为三板模,一模一穴,采用外热式热流道系统,两点进浇 (浇口直径为3.0mm)。详细尺寸请参考2D模具图。
Page 7
Moldflow Analysis Report
0 4.0 29.5 t(s)
PRESSURE [%HP] STEP DURATION [sec] 28.0 28.0 0.0 0.0 0.0 4.0 0.0 25.5
冷却条件:
Coolant Temperature(Cavity) Coolant Temperature(Core) 60 deg.C 60 deg.C
Moldflow Analysis Report
Moldflow模流分析報告 Moldflow模流分析報告
B0391901
Page 1
Moldflow Analysis Report
内
1. 分析说明一 2. 塑料材料简介 3. 产品模型简介 4. 分析模型简介 5. 原始方案浇注系统设计 6. 原始方案冷却系统设计 7. 原始方案基本成型条件 8. 原始方案分析结果 9. 结论与建议 1 10.分析说明二 10.分析说明二 11.改善方案 改善方案1 11.改善方案1浇注系统设计 12.改善方案 改善方案1 12.改善方案1冷却系统设计 13.改善方案 改善方案1 13.改善方案1基本成型条件 14.改善方案 改善方案1 14.改善方案1分析结果 15.结论与建议 15.结论与建议 2 16.分析说明三 16.分析说明三 14.改善方案 改善方案2 14.改善方案2浇注系统设计 15.改善方案 改善方案2 15.改善方案2冷却系统设计 16.改善方案 改善方案2 16.改善方案2基本成型条件 17.改善方案 改善方案2 17.改善方案2分析结果 18.结论与建议 18.结论与建议 3
Page 11
Moldflow Analysis Report
公母模侧表面温度分布
Original1
左图表示产品公模侧表面温度分布,右图表示产品母模侧表面温度分布。从 从 图中可知,表面温度分布不太均匀,冷却效果不太理想。 图中可知,表面温度分布不太均匀,冷却效果不太理想。
Page 12