混料-改善报告
混料专案改善报告PPT课件
(人)
長時間工作眼花
類似產品上下工單 未徹底清除後生產
不認真 沒有防呆裝 置
類似產品在相臨機器旁生產
故意混料 人員不小心混到
照明不足
空間不足無法單獨排線
沒有流程卡 區別不同產 品
類似產品在同一產線生產
生產排單類似 產品沒有避開 同一時間及產 線生產
不易辨識
(環境)
(法)
沒有固定人員生 產辨識不易
(料 )
目標:
2010 混料統計表
Site
月份
2
3
4
5
客訴端
3
2
3
3
OQ重工工時
期望改善後
Site
月份
5
6
7
8
客訴端
3
1
0
0
OQC端
4
2
1
0
客訴端賠償或重工工時
0
0
內部重工工時
0
改善小組之組織架構
2020/1/14
Leader:罗兆章(厂长)
品保 ﹕王柏勛﹑黃坤財 OQC ﹕黃娜娜﹑王竹青 IPQC ﹕宋艷平 品質系統課﹕王天培 原材料倉庫﹕黃榮軍 生 技 部﹕王新﹑汪玲玲 制 造 部﹕李會明﹑鄭文娟 加 工 部﹕曾岳華 成品檢驗 ﹕沈敏﹑趙毛毛 成品倉庫 ﹕王新聚
生產排單類似產 品沒有避開同一 時間及產線生產
沒有流程卡區別 不同產品
類似產品未有不同產線區分生 產
×
ˇ
×
ˇ
環 境
照明不足
空間不足無法單 獨排線
×
×
2020/1/14
改 善 項 目 之 不 良 原 因 分 析-2
經查證我司3/29號廠內110170575/7600Pcs,110170577/7700Pcs同時在成 檢;同一個檢驗區檢驗﹐由于倆個產品外觀非常相似﹐相鄰檢驗人員在挑選不良品 中過程中拿著類似的產品進行補數﹐互相幫忙時沒有對產品料號核對導致檢驗后 產品放在一起混料 .
错混料改善专案报告(一)2024

错混料改善专案报告(一)引言概述:本报告旨在分析并提出一份关于错混料改善的专案报告。
错混料是指在生产过程中,原材料或产品中混入了错误的物料或成分,这不仅给公司造成了质量问题,还可能引发安全隐患和经济损失。
因此,为了改善这一问题,本报告将从以下五个大点展开论述,包括供应链审查、员工培训、设备标准化、质量检验和供应商合作。
正文内容:1. 供应链审查1.1 审查供应商的资质和信誉1.2 确保供应商的质量管理体系1.3 配置供应链审查人员1.4 定期进行供应链审查1.5 加强与供应商的沟通和合作2. 员工培训2.1 设立培训计划和策略2.2 培训员工的质量意识2.3 提供正确的操作方法和工艺流程2.4 培养员工的团队合作能力2.5 定期评估员工培训效果3. 设备标准化3.1 确定设备的使用标准和操作规程3.2 定期进行设备维护和保养3.3 更新老旧设备并采用先进技术3.4 引入自动化和智能化设备3.5 建立设备故障排除和事故应急机制4. 质量检验4.1 制定全面的质量检验计划4.2 进行原材料的抽样和检验4.3 设立产品质量评估标准4.4 实行产品质量追溯制度4.5 强化内部质量审核和外部认证5. 供应商合作5.1 与供应商建立长期稳定的合作关系5.2 共同制定供应商绩效指标5.3 定期评估供应商表现5.4 加强供应商的培训和技术支持5.5 建立供应商间的信息共享机制总结:通过以上五个大点的详细阐述,可以看出,要改善错混料问题,公司需要在供应链审查、员工培训、设备标准化、质量检验和供应商合作等方面下功夫。
只有通过有效的管理和措施,才能减少错混料的发生,提升产品质量和公司的竞争力。
因此,我相信本报告所提出的改善方法和建议,将对公司的错混料问题产生积极和长远的影响。
混料改善8D报告

■发生对策: 1.制作检具进行临时控制 。 林善哲 已完成 2.报警单对现场操作人员进行现场培训记录。褚宏亮5-14
■流出原因:
1、由于是在钎焊工序时混入,两种产品外形有些相似,靠员工检 查不容易检出。
■流出对策: 1.制作检具进行检查,检查每种产品各制作单独的检具。
赵波 已完成 改善佐证
7.
LOT No : 6C14
8.
不良内容 :在装配过程中处发现产品混料.
2. 不良现象 正确产品
混入品2只
3. 发生原因 발생원인(Root Cause)에 대하여 기입
4. 改善对策 임시조치/개선대책/일정 기입
■发生原因:
由于在钎焊过程中,作业区域有产品遗留在现场未清理干净,在生 产24500产品时混入。
◆ Z24500混料分析改善报告
귀책부문
品质
1.现象把握 불량내용 :2016.5.14. 2.发生场所 : 青岛大同 3.车 种: EB015
작업자
검사자
/
4.部品品番 :Z245002
반,조장
/
5.品名 : BRACKET ASS’Y(RH)
주/야간
주간
6.
发生数量 : 2件
混料改善报告

混料改善报告报告目的:此报告旨在对我公司生产过程中混料的质量进行分析并提出相应改进措施,以确保产品质量稳定可控,提高客户满意度和企业竞争力。
报告内容:一、混料的质量分析生产过程中,混料是影响产品质量的重要因素之一。
经过对我公司混料质量进行全面分析,发现存在以下问题:1.原材料选用不当部分原材料存在异物、杂质等问题,对产品质量造成影响。
2.混料过程中控制不严当前混料过程中,控制不够严格,人工因素干扰大,造成混料质量波动。
3.混料设备老旧部分混料设备已经使用多年,设备老化、技术陈旧,无法满足现代混料流程的需求。
二、改进措施为解决以上问题,提升混料质量,我们公司制定了以下改进措施:1.原材料质量管控加强对原材料入库和出库时的检验,杜绝带有异物、杂质等情况的原材料进入生产流程。
2.混料过程中加强自动化控制引进具备自动计量、自动搬运等技术的混料机器。
控制工人因素,降低人为操作误差。
3.淘汰老旧设备,引进新技术更新混料设备,采用更先进的混料技术,提高混合效率和产品质量。
三、实施计划以上改进措施将逐步实施。
具体包括:1.优化原材料质量管控流程,完善原材料检测标准,提高检测效率,保证原材料质量。
2.引进先进混料机器,实现自动计量、自动混合,提高混料质量和效率。
3.进行混料设备的更新换代,采用先进混料技术,提高混合效率、减少生产成本。
四、结论通过本次混料质量分析和改进措施制定,我公司将优化混料原材料选择,强化混料质量管控,提高混合精度和效率。
同时引进新技术,更新设备,保持我公司在混合技术方面的技术领先优势,以满足客户需求,提升企业竞争力。
混料的改善报告

混料的改善报告混料是我们生活中经常能遇到的一个词汇,它包括了许多不同的领域:从食品行业到建筑行业,从农业到制造业。
而混料的质量,直接关系到最终产品的品质和市场竞争力。
在这篇报告中,我们将探讨混料当前存在的问题,并提出一些改善措施,以期通过提高混料质量来促进产业的发展。
首先,让我们来看一下混料的问题所在。
在食品行业中,混料的质量对于食品的安全和口感有着重要的影响。
然而,一些不良商家为了追求利润最大化,往往采取了低成本的原料或者添加剂,导致混料中含有过多的污染物或者对人体健康有害的成分。
这种行为不仅损害了消费者的权益,也影响了整个产业的信誉。
除此之外,混料的标准化程度不高也是一个问题。
由于不同行业、不同生产环境的差异,混料的质量标准缺乏一致性,给消费者带来了困扰。
消费者在购买产品时经常会面临很多不确定性,例如:混料中成分的比例、质量控制的标准、以及成分列表的准确性等等。
由于缺乏透明的信息,消费者往往无法准确判断产品的质量,这给市场带来了一定的不稳定性。
针对混料存在的问题,我们提出以下改善措施:第一,建立严格的行业标准。
不同行业应该制定各自的混料质量标准,并且这些标准应该具有参考性和可操作性。
通过统一的标准,既可以保障产品的质量,又可以提高行业整体的竞争力。
在制定标准的过程中,应该充分考虑到科技发展的最新成果,并将这些成果融入到标准中,以推动产业的技术进步。
第二,加强监管体系。
政府应该加大对混料市场的监管力度,打击不法商家的违规行为,并对产品的质量进行严格把关。
建立健全的监测机制,对混料进行随机抽检和化验分析,及时发现问题并进行处理。
同时,加强对混料生产企业的许可和认证制度,提高企业的责任意识和品牌形象。
第三,加强行业间的合作和交流。
不同行业之间应该加强信息的共享和交流,促进合作和互利互惠。
通过合作,不同行业可以共同制定一些基础性的混料标准,提高整个产业链的质量水平。
同时,加强行业内的交流,鼓励企业之间的经验分享和技术创新,促进行业的发展。
印刷产品混料整改报告

印刷产品混料整改报告摘要印刷产品混料是指在印刷过程中,印刷材料、油墨或颜料等被错误地混合使用,导致印刷品质量下降的问题。
本报告旨在分析印刷产品混料问题的原因,并提出整改方案,以确保印刷品质量的稳定提升。
问题分析印刷产品混料问题可能出现在材料采购、仓库管理、印刷操作等多个环节中。
具体问题如下:1. 材料采购:采购人员没有对不同印刷材料、油墨或颜料进行准确的标识和分类,导致容易混淆使用。
2. 仓库管理:仓库管理人员没有建立科学的材料存放和领用管理制度,导致不同材料存放混乱,易被误用。
3. 印刷操作:印刷操作人员没有严格遵循工艺流程和标准操作规程,随意混用不同材料,影响印刷品质量。
解决方案为解决印刷产品混料问题,我们提出以下整改方案:材料采购1. 采购人员需对不同印刷材料、油墨或颜料进行准确的标识和分类,确保易于识别和区分。
2. 采购人员应定期与供应商进行沟通和培训,了解最新的产品信息,避免选择错误的材料。
仓库管理1. 仓库管理人员需建立科学的材料存放和领用管理制度,对不同材料进行分区存放,并标注清晰的标识,以减少混淆使用的可能性。
2. 仓库管理人员应定期进行库存盘点,确保材料的数量和种类与记录相符。
3. 仓库管理人员需对新进材料进行检验,检查其准确性和质量,确保无误入库。
印刷操作1. 印刷操作人员需严格遵循工艺流程和标准操作规程,确保每个工序中使用的材料正确无误。
2. 印刷操作人员应加强培训,提高印刷技术水平和规范操作意识,确保材料的正确使用。
整改措施为有效推进整改方案的实施,我们将采取以下措施:1. 成立印刷产品质量整改小组,由质量部门负责人带领,对整改方案进行具体的落地推进和跟踪。
2. 定期召开质量相关培训会议,向采购人员、仓库管理人员和印刷操作人员传达整改方案及相关要求。
3. 建立质量考核机制,对各个环节的质量执行情况进行定期监督和评估,确保整改措施的有效执行。
结论印刷产品混料问题对印刷品质量有着直接的影响,应引起高度重视。
2960287108混料改善报告
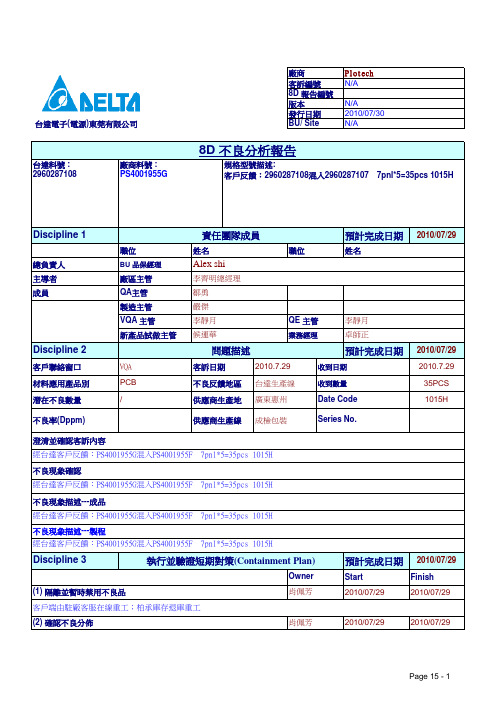
預計完成日期2010/07/29預計完成日期2010/07/292010.7.2935PCS 1015H預計完成日期2010/07/29Start Finish 2010/07/292010/07/29經台達客戶反饋:PS4001955G混入PS4001955F 7pnl*5=35pcs 1015H Discipline 3執行並驗證短期對策(Containment Plan)經台達客戶反饋:PS4001955G混入PS4001955F 7pnl*5=35pcs 1015HOwner 肖佩芳(1) 隔離並暫時禁用不良品客戶端由駐廠客服在線重工;柏承庫存退庫重工Discipline 2姓名職位Plotech N/A 廠商客訴編號總負責人廠區主管職位主導者材料應用產品別PCB 客戶聯絡窗口不良反饋地區VQA 客訴日期責任團隊成員Discipline 1台達料號 :2960287108台達電子(電源)東莞有限公司BU/ Site8D 報告編號N/A廠商料號 :PS4001955G規格型號描述:客戶反饋:2960287108混入2960287107 7pnl*5=35pcs 1015H版本發行日期2010/07/30N/A8D 不良分析報告業務經理新產品試做主管候運華鄒勇Alex shi姓名BU 品保經理製造主管收到數量台達生產線2010.7.29成員QA 主管QE 主管嚴傑收到日期李靜月卓師正問題描述成檢包裝李齊明總經理VQA 主管李靜月澄清並確認客訴內容供應商生產地供應商生產線廣東惠州潛在不良數量不良率(Dppm)/Date Code Series No.不良現象描述---製程不良現象確認不良現象描述---成品經台達客戶反饋:PS4001955G混入PS4001955F 7pnl*5=35pcs 1015H 經台達客戶反饋:PS4001955G混入PS4001955F 7pnl*5=35pcs 1015HPlotech N/A 廠商客訴編號 台達電子(電源)東莞有限公司BU/ Site 8D 報告編號N/A版本發行日期2010/07/30N/APlotech N/A 廠商客訴編號 台達電子(電源)東莞有限公司BU/ Site8D 報告編號N/A版本發行日期2010/07/30N/APlotech N/A 廠商客訴編號 台達電子(電源)東莞有限公司BU/ Site8D 報告編號N/A版本發行日期2010/07/30N/APlotech N/A 廠商客訴編號 台達電子(電源)東莞有限公司BU/ Site8D 報告編號N/A版本發行日期2010/07/30N/A。
混料专案改善报告

对策&预防
1)维修专人 2)维修时工作指令需跟着实物一起
责任单位
包装区
法
没称重 1)对所有人员教育训练 2)针对漏称重人员进行书面警告 包装区
眼花 类似产品上下工单 未彻底清除后生产 新人教育训练不足 没有防呆装置 类似产品相临生产
人员不小心混到
空间不足无法单独排线 维修及OQC判 退后,工作指 令没有跟着需 维修U盘
没称重
不易辨识
来料混料
(环境)
(法)
(料 )
混料
改善与预防对策
混料矫正及预防对策 项目 问题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、发生原因分析
线内
◆组立出货人员为新进员工,对机种料号不熟悉。15.6与140外包装似“同胞”机种, 出货时人员将一包140产品误以为15.6出到外围。 ◆组立生产班长失职-没有安排对新进员工进行教育训练,对人员分配工作岗位考虑不周全。
线外
◆外包装人员疏忽,出向外围产品时,盲目的进行打包作业,没有进行机种料号确认。 ◆QC-管制员监督不力,产品流向外围时,内袋标签没有进行包包确认。外包装人员打包 时,缺少再次核查的责任心。
“0”概率
说明:
◇之前QC管制在成品出向外围时 (抽检OK成品),就盖上OK章,在 线体较多、接货人员loss和外围待检 品抽检OK打包时,中间会衍生出机 种混料现象。
◇现将QC管制系统完善,在外围确 定OK品即将打包时,QC人员对其内 袋包包查看,查核完毕无异常时再盖 上OK章,打包缴库&出货。
◇后续QC管制会由1人增加到两人编 制,分别对应两条出货流水线和仓库 出货。
混料-改善报告
FDH
Core Value
报告人:
一、混料—错在何处?
7/26日夜班客端MDC在拆包时发现156机种混料140机种,敝司调查原因如下:
QC-
生
组
产
立
班
出
长
货
教
人
导
员
不
疏
力
忽
管
制
外
人
包
力
装
编
人
制
员
系
失
统
职
不
完
善
混料
◆近期产线暑假工流动过于频繁。 ◆产线新进员工正在进行全面的教育训练。 ◆15.6*1556和140-300*1218机种共投线7-8条, 总开线15条。线体较多,外包装人力不足, 接货人员失职致使混料发生。 ◆QC管制人员编制*1人,很难对应两条出货流水线
MF班长 教导不力
出货人员 疏忽
外包装人员 失职
混料发生
三、预防措施及改善对策
线内
预防措施
线外
QC线长每日对投产正常品和滞留品进行盘查、 清点
严
格
把
关
MF线长对出货人员加强教育训练,实施绩效管
、
理系统
预
防
混
料
组立出货时,通知QC线长。QC线长对机种料 号、状态及数量讯息确认完后方可出货
外包装人员在接货的同时,通过内袋标签检查 是否有混料现象以上報告防为主
,
降
低
混
料
风
规定:
1.140*1218成品只能
险
从1号流水线出向外围
1号 流水线
2.156*1556成品只能 从2号流水线出向外围
三、预防措施及改善对策
QC管制监督系统完善—成品检验最终审核,盖上OK章
完善前—盖OK章 出货较多时,此种情况
会衍生出混料现象
完善后—盖OK章 在外包装人员打包之前再 盖OK章,会将混料降为
打包时,对其机种料号再次进行检查后方可打 包&缴库出货
QC-管制员,对接货到打包缴库流程中,进行 严格审查,核查OK后盖上QC章
三、预防措施及改善对策
完善待检标签讯息,目视能直接分辨 图为140*1218 机种待检讯息
15.6和140机种分流水线出向外围
2号 流水线
预
图为15.6*1556 机种待检讯息
四、预防混料—监督流程
后续预防混料流程
滞留品
产线投产正常品
生产出货人员确认 是否此托都为同一个机种料号
机种料号、数量、状态 QC管制员最终核查
MF线长再次确认 机种料号、数量讯息
是否此托都为同一个机种料号 外包装人员审查
QC线长最后确认 机种料号、数量及状态讯息
QC线长将讯息交接QC管制员
打包缴库 出货客户