网络线8D报告(混料)实例样板
8D报告实例样板(线材电性开路)

Report No:Product Name : (品名)C360-868线材Sell Qty : (销货数量)pcs 客诉单号客户Sample Qty : (抽样数量)统计中Failure Rate :统计中Shipping No. : (销货单号)异常发生处 :Shipping Date: (销货日期)处理时效客诉日期Date receive by EL:4D回覆日期4D sent out:8D回覆日期8D sent out:第一次修改1st revised:第二次修改2st revised:结束日期Closed bycustomer2019/9/302019/9/302019/9/30Defect Domain:Convenor(召集人):Team Members:小组成员DefectDomain:2019/9/30Completion Date:superintendent2019/9/30D4 DIAGNOSE ROOTCAUSE(S):真因分析Completion Date:superintende nt Completion Date:superintendentCompletion Date:superintendent 2019/9/30Completion Date:superintendent2019/9/30Closed by:Date closed:1.对不良品以万能表进行分析,发现黄色芯线不导通,对不良品解剖确认,发现芯线焊点处明显段开,因焊接点处锡量较少(虚焊),确认为制程焊锡阶段焊锡不良,对制程焊锡站现场进行分析,因作业人员焊接作业手法未控制好,焊接时松手过快,焊接处焊点搭桥锡量偏少(虚焊),焊接处虚焊导致下工序成品使用时焊接点容易有断开隐患造成此电性不良。
2.因此焊接不良属于焊接不牢固有隐患,作业/检验人员电性检验摇线时,摇摆角度小于90度,导致此焊接异常未被检出,确认为人检验疏漏造成流出.此款产品暂未安排生产,待后续生产连续三批追踪产品生产状况.D7: PREVENT RECURRENCE (系统预防对策)将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进行岗前倡导,供后续每批生产作业员了解客户反映状况,制程生产作重点确认.D8: CONGRATULATE (小组确认对策及效果)分发:□品保部(正本) □研发部 □业务 □资材 □制造 □流程:品保单位成立「质量异常处理单」→经责任单位会办后→交由品保单位签收并追踪确认结果2019/9/302019/9/301.对此款焊接不良造成的接触异常,对焊锡人员进行现场一对一实际操作培训焊锡手法,要求后续焊锡作业时,焊点与线芯搭桥要完全覆盖,并落实100%对焊点自主检查预防此焊接锡量少的不良隐患造成电性接触异常 (现在已完成).2.现已对电性检验人员,现场培训测试摇摆(弧度)手法,要求后续电性检测时落实90度角摇摆测试,由品保IPQC不定时巡查监督,如发现有作业员测试时摇摆弧度不到位的,立即提出并纠正,并在早会时宣导此异常管控重点,预防此(虚焊)焊接不良不牢固再次流出(现在已完成).D2: PROBLEM DESCRIPTION (问题叙述)虚焊焊接不良造成电性异常。
8D报告解说及范例-课件

8D
恭贺团队及未来方向15
壹. 问题篇 1:主题选定
• 把问题具体地表现出来
• 可利用评价法选定主题
• 必要时可用二个主题以上
注意事项:
• 不要涉及太大的范围
问题分析技术与管理
• 不要太长的活动期间
8D
16
壹. 问题篇 问题的出现
• 依公司目标管理方向 • 主管的方针、上司的提示及指引 • 浪费、不均、勉强的问题 • 提高效率、质量方面 • 考虑自行可解决的问题
2)爲提高质量的目的而改变目前的状况.
• 依公司目标管理方向 • 主管的方针、上司的提示及指引 • 浪费、不均、勉强的问题 • 提高效率、质量方面
• 考虑自行可解决的问题
思考
1.大部分管理工作是致力于克服那些妨碍人们实现目标的问题。
2.不去理会发生的情况,希望问题自行解决,显然轻松很多,可是问题
是永远不可能自行解决的。
77.95 78.95 79.958D 80.95 81.95 82.95 83.9531
柏拉图 (Pareto Chart)
• 目的:为便于判断产品较重要之不良原 因所绘制之图形
• 通常先以层别法与查检表为前置作业
8D
32
• 实例
xx工程不良分析表
项目
不良数 累积不良数 比率 % 累积比率%
材料不良 96
生产设备
8D
6
壹. 问题篇 原因取向
问题的走向 目标取向
过去
现在
未来
发生型问题
(己发生的问题)
•脱线问题
•未达问题) 探索型问题
(欲想更好的问题)
•改善问题
•强化问题) 设定型问题
(今后何去何从的问题)
8d报告完整版范文

8D报告完整版范文引言8D报告是一种常用的问题解决方法,它提供了一个系统化和结构化的方法来识别、分析和解决问题。
本报告将利用8D报告格式,详细描述一个实际问题的解决过程,并介绍每个D的步骤和结果。
1. 问题描述(D1)在这个部分,我们将描述问题的发生,包括什么时候、在什么情况下以及问题的具体表现。
例如,我们的团队遇到了产品出货时的严重质量问题。
2. 组建团队(D2)这一步骤是为了组建一个跨职能的团队来解决问题。
团队成员应包括具有技术、质量和管理知识的代表。
在我们的情况下,我们邀请了生产经理、工程师、质量控制专家和销售经理。
3. 问题分析(D3)在这个阶段,团队将对问题进行更深入的分析,以确定问题的根本原因。
我们使用了一些常用的质量工具,如鱼骨图、5W1H分析和统计数据。
最终,我们发现问题出现在生产线上的工艺流程中,导致产品出现了缺陷。
4. 长期解决方案(D4)基于对问题的根本原因的理解,团队提出了长期解决方案。
在我们的案例中,我们决定重新设计产品的生产流程,并引入更严格的质量控制措施。
我们还计划对员工进行培训和教育,以提高他们的技能和质量意识。
5. 短期对策(D5)短期对策是为了解决问题的临时措施,以防止问题进一步扩大。
在我们的情况下,我们决定在新的生产流程实施之前,增加质量检查的频率和严格程度。
这将帮助我们即时发现并纠正可能出现的问题。
6. 效果验证(D6)在实施长期解决方案和短期对策之后,我们评估了这些措施的有效性。
通过收集数据,并与原始问题进行比较,我们发现产品质量得到了显著改善。
这证实了我们的解决方案的有效性。
7. 预防措施(D7)为了防止类似问题再次发生,团队提出了一些预防措施。
在我们的案例中,我们改进了生产流程,并建立了一个质量监控系统。
我们还计划定期审查和改进这些措施,以确保其长期有效性。
8. 表彰团队(D8)在最后一步,团队应该得到适当的表彰和奖励,以鼓励他们的努力和贡献。
我们向团队成员颁发了证书,并在内部会议上表彰了他们的优秀工作。
8D报告样本3篇
8D报告样本第一篇:8D报告样本一、问题描述在质量检测过程中,发现某批次产品存在一个严重的缺陷,即产品存在漏电现象,导致安全问题。
该批次产品是用于家庭使用的电视机,漏电问题不仅会影响产品的正常使用,还会对消费者的人身安全造成潜在威胁。
二、立即避免影响1.暂停该批次产品的销售和发货;2.暂停涉及到该批次产品的相关生产线的生产工作;3.通知已经购买该批次产品的消费者停止使用,并为他们提供免费的维修、更换或退货服务;4.成立问题解决小组,立即着手开展问题解决工作。
三、防止再次发生1.重新评估该批次产品所使用的材料的质量,采取更加严格的质量控制措施;2.对所有生产线的工作人员进行安全知识培训,强化产品质量意识;3.加强检验工作,确保产品的质量符合国家和行业标准;4.建立缺陷反馈机制,及时发现并解决潜在缺陷问题。
四、解决方案1.对该批次产品进行召回处理,进行维修、更换或退货处理;2.制定严格的质量控制标准和检测标准,确保产品质量;3.加强生产线工作人员的安全培训,提高其质量意识;4.建立缺陷反馈机制,及时发现和解决潜在的问题。
五、验证方案1.在所有生产线的每一步骤中使用严格的质量标准和检测标准;2.组织定期安全培训,提高员工的质量和安全意识;3.建立缺陷反馈机制,及时处理和解决缺陷问题;4.承担社会责任,让消费者享受到更好的产品和服务。
六、持续改进1.通过不断地优化工艺、提高质量标准和检测标准,提高产品质量;2.加强员工的培训和教育,提高他们的安全和质量意识;3.建立完善的缺陷反馈机制,及时发现和解决问题;4.听取消费者的意见和建议,不断改进产品和服务。
七、结论通过以上的改进工作,我们已经成功地解决了该批次产品的漏电问题,并采取一系列有效的措施,防止类似问题再次发生。
我们将坚持持续改进的原则,为消费者提供更加优质的产品和服务。
第二篇:8D报告样本一、问题描述本次问题为某款产品在使用时出现频繁停机,严重影响用户正常使用体验。
8d报告完整版范文
8d报告完整版范文8D 报告完整版范文在工作的海洋里,大家都知道解决问题就像打怪升级,得有一套厉害的秘籍。
今天,我就来给您唠唠这解决问题的“超级秘籍”——8D 报告。
咱先说说这 8D 报告到底是啥。
简单来讲,8D 报告就是一个超级详细、超级有条理的问题解决攻略。
它就像是一个问题的“克星”,不管问题多复杂、多难缠,只要按照 8D 报告的步骤来,都能被收拾得服服帖帖。
有一次啊,我们公司就碰到了一个让人头疼的大麻烦。
我们生产的一批产品,客户反映说质量有问题,好多都不符合要求。
这可把我们急坏了,老板一声令下,马上启动 8D 报告来解决这个问题。
第一步是“成立小组”。
这可不是随便拉几个人凑数,得找那些对问题有了解、有经验,还能出谋划策的高手。
我们把生产线上的老师傅、质量检测的专家、技术部门的大牛都拉了进来,组成了一个“问题解决特工队”。
第二步是“问题描述”。
这可得说得清清楚楚,明明白白。
不能含糊其辞,要不然后面的步骤都得跑偏。
我们详细记录了客户反馈的问题,包括问题产品的批次、数量、具体的质量缺陷表现等等。
比如说,有些产品的尺寸偏差超过了允许范围,有的表面有明显的划痕,还有的功能测试不通过。
第三步是“临时措施”。
这就像是给伤口先贴上一个创可贴,防止情况进一步恶化。
我们赶紧对库存的产品进行了重新检测,把有问题的挑出来,先保证不再发给客户。
同时,跟客户沟通,说明我们正在积极解决问题,让他们放心。
第四步是“原因分析”。
这可是关键的一步,得像侦探破案一样,找出问题的根源。
我们从人、机、料、法、环各个方面进行了深入的分析。
发现原来是新员工操作不熟练,导致加工参数设置错误;还有一台设备的模具磨损严重,没有及时更换;另外,原材料的质量也有点不稳定。
第五步是“长期措施”。
找到了原因,就得对症下药,制定出能彻底解决问题的办法。
我们对新员工进行了全面的培训,考核合格后才能上岗;建立了设备维护保养制度,定期检查和更换模具;加强了对原材料供应商的管理,提高了原材料的检验标准。
【Z】8D报告范本)413

1.问题解决小组:组成日期: 4/18/2012** 事业部部长** 品质部部长** 生产部部长** 技术科经理** VGS线产品施工全过程管理人员2.问题描述:2.1 问题陈述:客户投诉4个产品短路。
3.临时性纠正措施:3.1 库存/在制品检查:1.对在制品进行抽样测试IR,设定为VR=410V;IR<5uA,失效率为 0/24K PCS.2.对库存进行抽样测试IR,设定为VR=410V;IR<5uA,失效率为 0/24K PCS.3.2 工艺制程/OQC限制措施:3.2.1查核2005年3月份PE1产品的可靠性监控情况,HTRB,PCT,TC和Forward Surge总共各做了7个批次,每种试验的抽样量为315支,全部合格。
3.2.2查核2005年3月份UF4004产品的OQC的检验情况,无电性不良记录。
3.2.3将该产品列入OQC加严检验清单中,OQC对UF4004产品连续10个批次执行加严检验(3/28/2006)。
3.3 风险评估:风险评估水平为一般(50),不需要采取强制对策。
4.根本原因分析:4.1 退回样品的初始确认(外观/电性)(如适用):参照VGSC失效分析报告T061120。
4.2 退回样品的失效分析:4.2.1失效分析结果汇总报告:4.2.1.1.典型IMC失效-表面有氧化层,导致芯片烧毁。
4.2.2失效分析详细状况:1 / 42 / 4参照VGSC 失效分析报告T061120。
(参考VGST 提供的UG2 IR 不良模拟试验及FA 报告) 4.3 失效原因: 4.3.1失效机理:由于焊接炉温异常,导致焊接材料产生”IMC ”现象,在后期器件应用中发生失效. (参考VGST 提供的UG2 IR 不良模拟试验及FA 报告) 4.3.2 可能的原因/要素:4.3.2.1 焊接炉温异常,导致焊接材料产生”IMC ”现象. 4.3.2.2晶粒制程异常,导致玻璃钝化层披覆不良 4.4 根本原因:4.4.1最可能原因的分析:焊接炉温异常,导致焊接材料产生”IMC ”现象. 4.4.2根本原因的结论: 同4.3.2.1经过模拟试验及排查, 最可能的原因是由于出炉材料在焊接炉出炉口未及时清理,导致焊接炉内部产生卡炉, 处于焊接炉高温区的材料产生”IMC ”现象.正常炉温曲线: 峰值温度365C.卡炉后炉温异常曲线:峰值温度400C卡炉的原因如下图: 由于员工制作疏忽,未及时清理出炉材料.3 / 44.4.3不良未发现/逃脱的原因:TMTT 测试时,该支二极管尚未损坏,各项测试参数符合测试规范。
数据线8D报告 (SR网尾内露铜,线材混料)实例样板
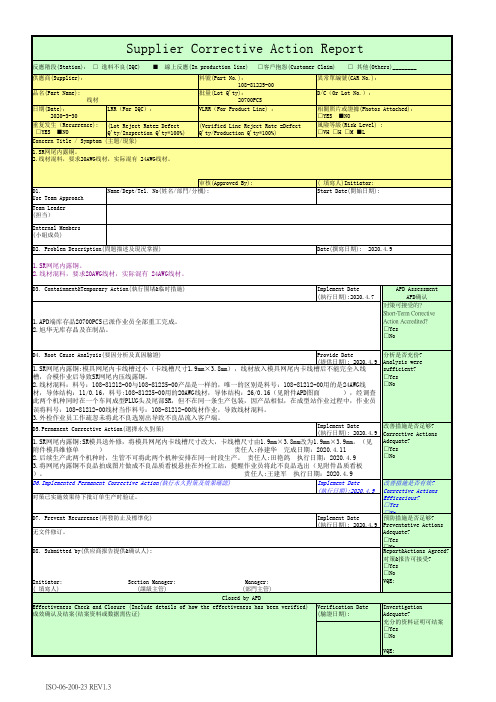
Date(撰寫日期): 2020.4.9
Implement Date (執行日期):2020.4.7
APD Assessment APD确认
对策可接受的? Short-Term Corrective Action Accredited? □Yes □No
D4. Root Cause Analysis(要因分析及真因驗證)
1.SR网尾内露铜。 2.线材混料,要求20AWG线材,实际混有 24AWG线材。
D3. Containment&Temporary Action(執行围堵&临时措施)
1.APD端库存品20700PCS已派作业员全部重工完成。 2.旭华无库存品及在制品。
( 填寫人)Initiator: Start Date(開始日期):
Provide Date
(提供日期): 2020.4.9
1.SR网尾内露铜:模具网尾内卡线槽过小(卡线槽尺寸1.9mm×3.8mm),线材放入模具网尾内卡线槽后不能完全入线
槽,合模作业后导致SR网尾内压线露铜。
2.线材混料:料号:108-81212-00与108-81225-00产品是一样的,唯一的区别是料号:108-81212-00用的是24AWG线
D6.Implemented Permanent Corrective Action(執行永久對策及效果確認) 对策已实施效果待下批订单生产时验证。
Implement Date (執行日期):2020.4.9
D7. Prevent Recurrence(再發防止及標準化) 无文件修订。
Implement Date (執行日期): 2020.4.9
Supplier Corrective Action Report
产品混料8d报告范文
产品混料8d报告范文1. 引言本报告旨在对公司生产过程中出现的产品混料问题进行8D分析,并提出解决方案,以确保产品质量和生产效率。
2. 问题描述在最近的生产过程中,我们发现了产品混料的问题。
主要表现在以下几个方面:- 某些批次的产品出错率显著增加。
- 客户投诉数量增加。
- 生产线出现停机时间增加的情况。
3. 8D分析第一步:成立团队我们成立了一个由不同部门的员工组成的团队,以便能够全面了解问题的起因和后果,并提出合适的解决方案。
第二步:定义问题经过初步调查,我们发现产品混料问题主要发生在某一生产线上。
我们进一步定义问题为生产线上的混料导致产品质量下降和生产效率低下。
第三步:采取临时措施为了减少质量问题的影响,我们立即采取了以下临时措施:- 对生产线进行停机检查,以确保没有混料出现。
- 加强对员工的培训,教育他们识别和纠正混料问题。
- 加强产品质量检验,降低不合格产品的出厂率。
第四步:找到根本原因为了确定问题的根本原因,我们进行了更详细的调查和数据分析。
我们发现以下一些原因可能导致了产品混料问题:- 操作员在操作生产线时疏忽大意,未及时发现和纠正混料问题。
- 生产线上的设备和工具维护不及时,导致混料发生频率增加。
- 员工对于混料问题的认识不够深入,缺乏有效的培训和指导。
第五步:制定和执行长期解决方案为了解决产品混料问题,在团队的共同努力下,我们制定了以下长期解决方案:- 建立更严格的操作规程,明确员工对于混料问题的责任和义务。
- 督促维护人员加强设备和工具的维护,减少混料出现的机会。
- 加强培训系统,确保员工对于混料问题的认识和纠正方法达到标准。
第六步:验证解决方案有效性我们将在生产过程中对实施的解决方案进行跟踪和监控,以确保其有效性。
同时,我们将不断采集数据和反馈信息,及时调整和改善解决方案。
第七步:预防措施为了预防类似问题的再次发生,我们提出了以下预防措施:- 定期检查和维护生产线上的设备和工具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
责任单位
(Duty Dept.)
发文日期
(Issue Date)
2019.12.30KS 料号(P/N)C1HDMI15
发出单位
(Issue Dept.)
DSG 回复日期
(Response Date)
2020.4.9
制令单号(P/O)/检验数量
(Inspection Quantity)
20箱
不良数
(Defective Quantity )
/
不良率(%)
(Defective Rate )
/
异常类别(Abnormity classify):□材料Material 制程In-process □成品Finished goods
□其它 Other
1.以上措施纳入到检验标准,后续依文件方式进行管控.
6-D 效果验证(Determination Verification):
待下批生产此型号进行验证.
核准(Approved by): 审核 (Checked by): 承办 (Made by):
7-D 防止再发生对策 (Deterrence Actions):
核准(Approved by): 审核 (Checked by): 承办 (Made by):
4-D 原因分析(Defect analysis):
产生原因:
1.因先前对清尾管理定义不够明确,导致生产对清尾管理过程执行较为混乱.
2.品保对清尾过程监控不到位,造成包装材料混料未发现.流出原因:
1.作业人员自检不到位,未能及时发现此问题,导致不良流出。
2.品检员抽检未检到此类不良,导致不良流出.
核准(Approved by): 审核 (Checked by): 承办 (Made by):
5-D 改善对策(Improvement Disposition):
产生对策:
1.制定生产线尾数管理办法,各单位严格依文件执行.(参考右图管理办法)
2.此类产品内部取消免检,后续出货前100%全检后方可出货.
3.后续生产过程中清尾的产品依文件执行的同时务必经过品检员100%全检,后经品质经理确认OK后方可正常入库.
4.为防止来料有混料的可能性,近三批IQC进料和FQC出货100%全检,合格3批后评估转正常检验.
5.对相关现场人员进行培训,制做不良看板悬挂到各段.
核准(Approved by): 审核 (Checked by): 承办 (Made by):
C1HDMI15的袋子混装C1SCT15 PSI:2019-10-15 PO:245351 SKU:129601 QTY:3000 ETD:2019-10-25
核准(Approved by): 审核 (Checked by): 承办 (Made by):
3-D 临时对策 (Temporary Disposal):
1.客户端异常品业务和客户沟通处理方式,我司全力配合处理.
2.我司在库全检未发现此类不良,无在途品及在制品.
核准(Approved by): 审核 (Checked by): 承办 (Made by):
8D改善报告
(8D Corrective Action Report) Report No.:
1-D 主导人(Team Director ): 组员 (Team members):
2-D 问题描述 (Problem Description):
8-D 品保确认(QA Definitive Verification):
后续进行三批效果验证。
核准(Approved by): 审核 (Checked by): 承办 (Made by):
编号(Form No.):4C-QA009-A NOTE:
表头栏位不适用时,请填写“N/A”(If the column is not applicable, please fill in “N/A”)。