脱丁烷塔改造及运行分析
脱丁烷塔底热油泵机械密封泄漏分析及改造

(La nn nvrt o e ohmcl e nl y uh n 1 0 , ioig C ia) ioi U i sy fPt ce i c o g ,F su , 0 Lann , hn g ei r aT h o 1 1 3
维普资讯
第3 3卷
第 2期
化
工 机
ቤተ መጻሕፍቲ ባይዱ
械
17 1
对 轴套 内部进 行 相应 改 动 , 轴 套 内 部增 加 一 个 在
密封点 ( 2中的轴套 0圈 ) 考 虑 到 密封 冲洗 采 图 ;
片
用AI P 方案 -3后 , 2 密封 油 没 能有 效 地 循 环起 来 ,
到缓解 。停泵后 发 现介 质 沿轴 套 与 轴 中 间泄 漏 ,
因此通 过判断密封 的泄漏 途径确 定该 泵 的轴 端 泄
由于该 密封 点 的 处理 难度 大 ,故将 密 封形 式
张 紊 香 , ,94年 1 生 , 验 师 , 械 工 程 学 院实 验 中 心 主 任 。 辽 宁 省 抚 顺 市 ,10 1 女 16 2月 实 机 13 0 。
维普资讯
16 1
化
工
机
械
20 0 6正
脱 丁烷 塔底 热油 泵机 械 密 封 泄 漏 分 析及 改造
张 素香
侯立山 孙
铁
( 宁石油化工大学) 辽
摘
要
对 1 0 k/ 0 ta柴 油 中压 加 氢 装 置 在 开 工 过 程 中 热 油 泵机 械 密封 泄 漏 原 因进 行 了分 析 , 对 其 结 2 并
判 断 密封的失 效 原 因是 一 种 直 观且 有 效 的方法 ,
脱碳常解再生塔改造运行总结
氮肥厂内部原有l套闲置的脱碳系统,其常 解塔(a3400/D2800)同运行中的常解再生塔结构 基本相同,改造后,趁大修的机会并人生产系统 中,代替原来运行的常解再生塔。
改造措施: (1)常解塔常解段原为淋降板式结构,易堵 塞,分布效果差。此次改造,割除全部淋降板,重 新设计r填料层及气液分布器后作为真解段使 用,解决了因液体偏流、分布不好而引起的再生效 果差的问题。 (2)塔顶部加高9.5 111作常解段使用,采用填 料结构及新型气液分布器,使气液分布更均匀,达 到最佳再生效果。 (3)增加2台IA2LI)型罗茨风机(J开】备), 作为真解风JOL,从真解段顶部抽出的真解气经气 液分离器,分离出夹带的PC液后并人常懈气,送 洗气塔洗涤后供尿素使用:原先C02加氧是在尿 素单开罗茨风机补氧,现改为在真解风机入口直 接吸气补氧,停开尿素加氧风机,降低电耗= (4pi提段再生,原来【f{气提风机鼓人空气,
万方数据
23
压缩机大直径低压段气缸体镶套修复技术
Hale Waihona Puke ^压缩机的低压段气缸一般都用灰铸铁制造。
和4M8等机型的一、二、三段气缸作镶套修复处
缸体使用一段时间后,由于活塞环的摩擦作用,缸
理,镶入的缸套材质为球墨铸铁,内孔最后进行珩
体内壁会被磨损。由于被压缩的气体压力在压缩
磨,修复后缸体内孔良好的光洁度和耐磨性能保
过程中逐渐加大,因此缸体的磨损不会是均匀的,
证了机台稳定运行和出率。
在双作用气缸体内呈双曲线状,在排气端磨损加
目前,我们已经可以提供敬径为】1"11的气缸
大。正由于此,气缸磨损后无法用缩小活塞环开
体的镶套修复服务。
口间隙的方法来减小气体泄漏量。此外,呈双曲
技术提供单位:上海真捷机械厂
脱丁烷塔的改造与优化模拟
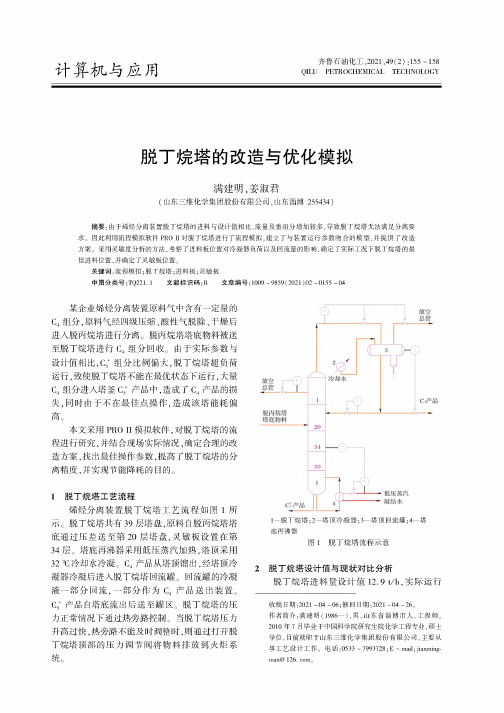
其他冷源可用; 3) 原料自脱丙烷塔塔底来,压力(G)最低为
0. 58 MPa。 4) 改造后的操作弹性为60% ~110%。
3.2改造方案 首先核算在脱丁烷塔塔板数量不变的情况下
达到分离要求所需要的塔顶负荷及冷却水用量, 结果如表3所示。其中塔板效率按照70%选取, 理论板为27块⑴。从表3可以看出:现有冷却水 量可以满足100%负荷下的分离要求,但是无法 满足110%负荷的要求。
关键词:流程模拟;脱丁烷塔;进料板;灵敏板 中图分类号:TQ221. 1 文献标识码:B 文章编号:1009 -9859(2021)02-0155 -04
某企业烯#分离装置原料气中含有一定量的 C组分,原料气经四级压缩、酸性气脱除、干燥后 进入脱丙烷塔进行分离。脱丙烷塔塔底物料被送 至脱丁烷塔进行C组分回收。由于实际参数与 设计值相比,CJ组分比例偏大,脱丁烷塔超负荷 运行,致使脱丁烷塔不能在最优状态下运行,大量 C组分进入塔釜C产品中,造成了 C产品的损 失,同时由于不在最佳点操作,造成该塔能耗偏 高。
2021,49(2)
满建明,等.脱丁烷塔的改造与优化模拟
•157-
表5脱丁烷塔塔盘气、液相负荷对比 m/h
项目
原始设计值 改造后
第7层(精馆段) 气相负荷 液相负荷
2 028
20. 9
2 541
17. 3
第23块(提馆段) 气相负荷 液相负荷
1 920
50. 8
2 352
47. 9
从图2可以看出:随着操作压力的提高,脱丁 烷塔冷凝器负荷单调增加。由于该项目中冷却水 是一个主要制约项,冷凝器负荷越低则冷却水消 耗越少,因此操作压力越低,对脱丁烷塔分离效果 越有利。因此该项目选择0. 29 MPa作为改造后 的操作压力(G),此时塔顶冷凝器负荷为2. 505 MW,现有循环水量无法满足110%负荷下的冷凝 要求,还需对脱丁烷塔进行改造降低冷凝器负荷。 3.2.2增加塔板数
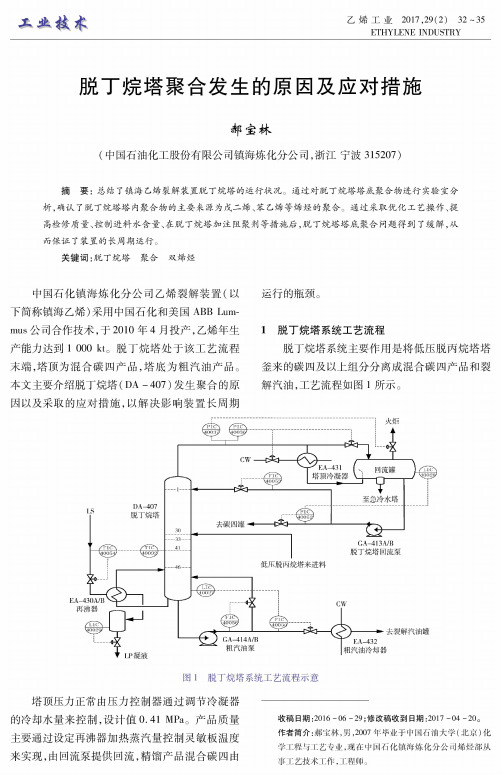
乙烯装置脱丁烷塔工艺优化分析

炼油与化工REFINING AND CHEMICAL INDUSTRY第30卷36乙烯装置脱丁烷塔工艺优化分析张力军(中国石油大庆石化公司化工一厂,黑龙江大庆163714)摘要:乙烯装置脱丁烷塔主要分离碳四产品,通过分析影响脱丁烷塔平稳运行的因素,优化工艺控制系统、提高检修质量及优化药剂注入量等措施,实现了脱丁烷塔的稳定操作,减缓了脱丁烷塔内聚合反应的发生,保证了脱丁烷塔长周期运行。
关键词:脱丁烷塔;乙烯;聚合;优化中图分类号:TQ221.211文献标识码:B文章编号:1671-4962(2019)04-0036-02Process optimization analysis of debutanizer in ethylene plant(No.l Chemical Plant of PetroChinaDaqing Petrochemical Company,Daqing163714,China)Abstract:The function of debutanizer of ethylene plant was mainly to separate C4products.This paper analyzed the infuluence factors of stable operation of debutanizer,optimized process control system,improved the quality of maintenance and optimization of drug injection to implement the stable operation of debutanizer and slow down the debutanizer polymerization reaction so as to ensure the debutanizer for a long lead operation.Keywords:debutanizer;ethylene;polymerization;optimize脱丁烷塔是乙烯装置分离系统的重要组成部分,塔内发生聚合反应是制约其长周期运行的主要因素,在保证碳四组分损失较小的前提下,通过对脱丁烷塔优化分析,保证脱丁烷塔运行稳定⑴O 1装置概况某石化公司的270kt/a乙烯装置采用布郎•路特(B&L)公司前乙烘加氢反应器和前脱丙烷的工艺⑵。
脱丁烷塔回流泵抽空原因分析与处理方法
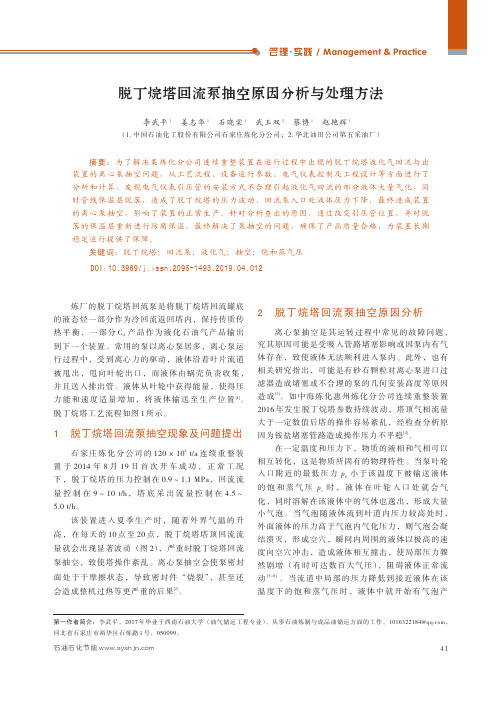
炼厂的脱丁烷塔回流泵是将脱丁烷塔回流罐底 的液态烃一部分作为冷回流返回塔内,保持传质传 热 平 衡 , 一 部 分 C4 产 品 作 为 液 化 石 油 气 产 品 输 出 到下一个装置。常用的泵以离心泵居多,离心泵运 行过程中,受到离心力的驱动,液体沿着叶片流道 被甩出,甩向叶轮出口,而液体由蜗壳负责收集, 并且送入排出管。液体从叶轮中获得能量,使得压 力 能 和 速 度 适 量 增 加 , 将 液 体 输 送 至 生 产 位 置 。 [1] 脱丁烷塔工艺流程如图 1所示。
在对问题的探索中发现,脱丁烷塔回流泵出口 中,返塔高度约 25 m,产品出口管线高度约 3 m, 故从仪表和工程设计上寻找原因 (图 2)。
通过分析发现,在仪表设计控制回路中,泵出 口流量与回流罐液位串联控制,灵敏塔盘温度和液 化气出装置量串级控制。脱丁烷塔塔顶回流流量、 液化气出装置流量孔板取压方式错误,孔板引压管 应为“下引”,现场实际为“上引”(图 3)。取压方 式的错误导致夏季每天 10 点至 20 点之间,管路中 的气体被孔板测量到。当管道内气态物质较多时, 会错误地将液化气产品外甩量加大以平衡泵出口总 量,造成实际返塔液体大量减少,回流泵出口至控 制阀之间的管线中气体大量形成,脱丁烷塔操作压 力下降,泵入口液体压力下降气化,进而影响泵的 运行。
第一作者简介:李武平,2017 年毕业于西南石油大学 (油气储运工程专业),从事石油炼制与成品油储运方面的工作,1016322184@, 河北省石家庄市裕华区石炼路 1 号,050099。
石油石化节能
41
李武平等:脱丁烷塔回流泵抽空原因分析与处理方法 第 9 卷第 4 期 (2019-04)
脱丁烷塔改造及运行分析

脱丁烷塔改造及运行分析摘要:详细介绍了首套煤制烯烃项目脱丁烷塔运行原理及改造背景,结合上游原料关键组分含量和下游MTBE产品中重组分含量分析改造的必要性及设计需求,并对改造后的脱丁烷塔进行工艺参数优化,达到降低混合C4损失、满足碳四装置原料需求的目的。
关键词:脱丁烷塔改造混合C4损失重组分一、项目介绍神华包头煤制烯烃项目烯烃分离装置采用的是美国Lummus公司的前脱丙烷后加氢、丙烷洗工艺技术,将来自甲醇制烯烃装置的产品气通过三级压缩、酸性气体脱除、洗涤和干燥后,在高、低压脱丙烷塔进行初次分离。
高压脱丙烷塔顶物流经产品气四段压缩后送至脱甲烷塔,其塔顶产品主要是甲烷,经冷箱换热后得到燃料气。
高压脱丙烷塔底物流送至脱丁烷塔,得到C5以上产品和混合C4产品。
脱甲烷塔底物流送至脱乙烷塔进行C2和C3分离,塔顶C2进入乙烯精馏塔塔,塔顶产品即为聚合级乙烯产品。
塔底C3进入丙烯精馏塔,塔顶馏分便是聚合级丙烯。
聚合级的乙烯和丙烯产品分别送入聚乙烯装置和聚丙烯装置作原料,混合C4送至C4装置作为深加工原料。
同时,随着原油价格上涨、能源消费结构的变化、加工技术的进步,混合碳四作为石油化工基础原料用于生产具有高附加值的精细化工产品和合成橡胶等技术已成为石油化工研究和投资热点[1]。
因此,为了有效降低脱丁烷塔釜物料中的碳四损失,增加混合碳四产量,同时保证混合碳四质量满足下游装置原料需求,我公司经分析决定对脱丁烷塔进行改造。
二、脱丁烷塔改造1.脱丁烷塔运行原理脱丁烷塔为板式塔,塔内安装有47块塔盘,塔径1100mm,塔高为29000mm,进料口在28块塔盘上,塔顶设有热旁路调节塔压,塔釜设有蒸汽再沸器。
脱丁烷塔(160T605)从C5’s及更重的组分中分离出C4,s组分。
脱丁烷塔的进料来自低压脱丙烷塔(160T502)塔釜。
从界区外来的混合C4’s物流作为回流的补充。
脱丁烷塔顶采出C4产品送往烯烃罐区,作为碳四装置原料储备。
改造脱丁烷塔以平稳塔压

改造脱丁烷塔以平稳塔压陈丽;栾国颜;孙纯国【摘要】对某厂的乙烯装置中脱丁烷塔进行分析之后,采用热旁路技术对原工艺进行改造研究,利用proII软件进行模拟计算,最终确定可以通过增加热旁路的方法解决原塔塔顶压力操作不稳定的问题.%Through analyzing ethylene plant debutanizer, transforming thermal bypass technology of the original process, simulating and calculating computation used ProlI software, the problem of original tower top pressure unstable operation is solved by increasing thermal bypass method【期刊名称】《吉林化工学院学报》【年(卷),期】2012(029)009【总页数】3页(P22-24)【关键词】脱丁烷塔;改造;模拟【作者】陈丽;栾国颜;孙纯国【作者单位】吉林化工学院化工与材料工程学院,吉林吉林132022;吉林化工学院化工与材料工程学院,吉林吉林132022;吉林化工学院化工与材料工程学院,吉林吉林132022【正文语种】中文【中图分类】TQ022.1某厂乙烯装置始建于上世纪70年代,采用日本三菱重工株式会社乙烯技术.乙烯装置中脱丁烷塔塔顶操作压力一直不稳定,造成塔顶产品质量不合格,碳四收率低等危害[1-2].对操作状况进行分析和研究表明,塔顶冷凝器和回流罐部分流程设计存在问题,需要改进.改造的措施主要有:增加了热旁路管道;回流罐置于冷凝器之上,可提供给回流泵较高的净正吸入压头;冷凝器需要频繁清洗时可置于地面;增设一条自冷凝器壳程出口至回流罐的不凝气放空管道.此改造是利用PROII软件[3]对热旁路改造进行模拟计算,以验证热旁路改造能使脱丁烷塔塔顶压力保持稳定.精馏塔操作时塔顶压力变化主要是由塔顶冷凝器的冷却水量、精馏塔的进料量、精馏塔的进料温度、塔顶回流量和塔底再沸量这五个因素的影响较大[4].那么,脱丁烷塔正常操作时,这五个因素的波动会影响到塔顶压力的变化,从而造成塔压不稳定,因此下面研究时通过改变这些量的参数观察塔顶压力的变化幅度,验证其是否能保持稳定.在PROII软件模拟计算时,塔顶压力的变化与塔顶冷凝器流出去回流罐的流股(这里主要是S5流股)的流量变化有关,因此以下的塔顶压力稳定性分析均为S5流股体现的.脱丁烷塔T5701顶部的碳四组分是通过在换热器中用冷却水冷凝后回流和采出的,塔顶压力受塔顶冷却量的影响.图1是通过PROII模拟所得的数据作出的图.由图可知改造前后塔顶压力都保持在一个较平稳的状态,但改造后压力有所降低,可认为达到改造效果.正常情况下塔顶回流量是影响塔顶压力的一个比较显著的因素,由PROII模拟数据可作出图2:由图2~3可知,改造前塔顶压力一直处于不稳定状态,而改造后随着回流量的增大塔顶压力趋于稳定,即脱丁烷塔顶回流量在700~1 000 kmol/h范围内一直处于平稳状态,改造达到了目的.而且还可以看出,塔顶回流量是影响塔顶压力的显著因素.由PROII模拟数据可得图4:由图4可知,塔底再沸量改变,改造前后塔顶压力一直处于比较稳定的状态,塔底再沸量对塔顶压力影响不大.由PROII模拟可得下图:由图5可知,虽然改造前后进料量对塔顶压力波动影响比较小,但从图上可以看出改造前塔顶压力一直处于比较高的状态(流量大于1 000),所以改造后压力在正常范围内,改造有效果.由PROII可得图6:由图8可知,进料温度在40~60℃范围内一直处于平稳状态,随后温度升高压力也逐渐增大.但进料温度是由上一单元控制的,所以旁路可在控制范围内是塔顶的压力保持稳定.由热旁路控制精馏塔压力是一种成熟可靠的方法[5-7],经以上的模拟分析也充分说明,我们的改进是合理的,能够有效地控制塔顶压力的稳定.改造后,脱丁烷塔操作压力稳定,产品质量合格.* 通信作者:孙纯国,E-mail:*******************【相关文献】[1]宫钦月,房炳昌.脱丁烷塔碳四产品质量波动原因及处理[J].乙烯工业,2011,23(1):31-34.[2]陈丽,高维平,杨莹.乙烯装置中脱丁烷塔优化模拟研究[J].吉林化工学院学报,2004,21(3):1-3.[3]田文德,王晓红.化工过程计算机应用基础[M].北京:化学工业出版社,2007.[4]姚玉英.化工原理:下册[M].天津:天津科学技术出版社,2011.[5]张艳霞.热旁路分程控制在精馏塔压力控制中的应用[J].石油与天然气化工,2004,33(5):340-342.[6]刘成军.脱丁烷塔压力热旁路控制系统的改造[J].河南:炼油技术与工程.2005,35(5):21-24. [7]刘成军,张艳霞,张香玲.精馏塔压力热旁路控制系统的设计[J].齐鲁石油化工.2008(4):285-287.。
脱丁烷塔聚合发生的原因及应对措施
镇海乙烯装置于2010年 4 月投产,在 2013年 4 月 8 日对脱丁烷塔塔釜泵入口过滤器进行了自 原 始 开 工 以 来 的 第 四 次 切 换 ,而 上 一 次 切 换 日 期 为 2 0 1 2 年 1 0 月 8 日,运 行 长 达 1 8 0 多 天 。从 2013年 6 月起脱丁烷塔塔釜过滤器清理频率明显 增 加 ,切换周期缩短至5 〜7 d ,至第一周期运行结 束 ,脱丁烷塔塔压差正常。
9 0 —
CN7 I
寸
S
(N
lnIOI -O (N
I O lnII O (N
<N0 l lns
(N
丨寸 (Nl
(No (No -l s loI I cno l
lns lns
(N (N
I cn£l o
l lns
(N
寸
o lns
(N
(N (N丨
寸
o l lnl o <N
2014年 5 月 ,乙烯裂解装置第一运行周期结 束 。在 此 次 裂解装置检修时,脱丁烷塔利用低压 蒸汽进行了蒸煮,蒸 煮 时 间 48 h 。切出后拆除通 道 板 ,塔内进人检查,发现 进 料 板 以 下 底 部 8 层塔
盘 上 有 大 量 聚 合 物 ,将 浮 阀 粘 牢 无 法 动 作 ,降液槽 和 塔 壁 上 均 有 不 同 程 度 的 聚 合 物 聚 集 ,再 沸 器 入 口管道内聚合物也较多。对 塔 内 进 行 了 人 工 清 理 、水力清洗,并 在 开 工 前 进 行 了 酸 洗 钝 化 处 理 。 利 用 本 次 检 修 机 会 ,在 塔 釜 泵 吸 入 总 管 上 增 加 1 台过滤器,过 滤 器 精 度 为 3 0 目(和塔釜泵入口过 滤器精度一致# ,在 过 滤 器 发 生 堵 塞 时 ,切至旁路 运 行 ,过滤器切出清理,从而可降低塔釜泵切换频 率 ,防止机泵受损。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
脱丁烷塔改造及运行分析
摘要:详细介绍了首套煤制烯烃项目脱丁烷塔运行原理及改造背景,结合上游原料关键组分含量和下游MTBE产品中重组分含量分析改造的必要性及设计需求,并对改造后的脱丁烷塔进行工艺参数优化,达到降低混合C4损失、满足碳四装置原料需求的目的。
关键词:脱丁烷塔改造混合C4损失重组分
一、项目介绍
神华包头煤制烯烃项目烯烃分离装置采用的是美国Lummus公司的前脱丙烷后加氢、丙烷洗工艺技术,将来自甲醇制烯烃装置的产品气通过三级压缩、酸性气体脱除、洗涤和干燥后,在高、低压脱丙烷塔进行初次分离。
高压脱丙烷塔顶物流经产品气四段压缩后送至脱甲烷塔,其塔顶产品主要是甲烷,经冷箱换热后得到燃料气。
高压脱丙烷塔底物流送至脱丁烷塔,得到C5以上产品和混合C4产品。
脱甲烷塔底物流送至脱乙烷塔进行C2和C3分离,塔顶C2进入乙烯精馏塔塔,塔顶产品即为聚合级乙烯产品。
塔底C3进入丙烯精馏塔,塔顶馏分便是聚合级丙烯。
聚合级的乙烯和丙烯产品分别送入聚乙烯装置和聚丙烯装置作原料,混合C4送至C4装置作为深加工原料。
同时,随着原油价格上涨、能源消费结构的变化、加工技术的进步,混合碳四作为石油化工基础原料用于生产具有高附加值的精细化工产品和合成橡胶等技术已成为石油化工研究和投资热点[1]。
因此,为了有效降低脱丁烷塔釜物料中的碳四损失,增加混合碳四产量,同时保证混合碳四质量满足下游装置原料需求,我公司经分析决定对脱丁烷塔进行改造。
二、脱丁烷塔改造
1.脱丁烷塔运行原理
脱丁烷塔为板式塔,塔内安装有47块塔盘,塔径1100mm,塔高为29000mm,进料口在28块塔盘上,塔顶设有热旁路调节塔压,塔釜设有蒸汽再沸器。
脱丁烷塔(160T605)从C5’s及更重的组分中分离出C4,s组分。
脱丁烷塔的进料来自低压脱丙烷塔(160T502)塔釜。
从界区外来的混合C4’s物流作为回流的补充。
脱丁烷塔顶采出C4产品送往烯烃罐区,作为碳四装置原料储备。
塔釜采出C5+产品送往烯烃罐区,作为副产品外卖。
设计中混合C4中C5+含量不高于5wt%,混合C5中C4-含量不高于2.5wt%。
脱丁烷塔的压力通过两个压力调节器进行控制。
第一个压力调节器PC-661通过分程控制去脱丁烷塔塔顶冷凝器(160E617)冷却水的量(A阀)和热旁通量(B阀)来控制塔压。
当第一个压力调节器不能阻止塔压持续上升时,则第二个压力调节器将打开脱丁烷塔回流罐(160V605)顶部的压力调节阀PC-660将物料排放到火炬系统。
C4产品中的C5+组分含量通过调整总回流量来控制。
总回流量是来自碳四转化装置的返回混合C4进料量FC663和来自脱丁烷塔回流罐(160V605)的部分物料量FC-657的和。
C4产品在流量FC-656控制下,通过脱丁烷塔回流泵(160P610A/B)送到烯烃罐区C4产品储罐,C4产品的采出量FC-656受脱丁烷塔回流罐液位LC-637的串级控制。
在C4产品采出线上设有分析仪表AI-611,以监控C3’s 和C5’s组分的含量。
来自碳四转化装置的返回混合C4进料正常进料到脱丁烷塔的第1层塔盘。
然而,如果脱丁烷塔的C4产品中的C5’s组分含量不合格,则返回混合C4进料也可以调整到第28层塔盘进料。
脱丁烷塔再沸器(160E618A/B,一台运行,一台备用)的加热介质是脱过热的低压蒸汽,低压蒸汽的温度TC-661由调节阀TV-661调节除氧水注入蒸汽管线上的减温器(160M801)的量进行控制,低压蒸汽的流量FC-655受脱丁烷塔灵敏板温度TC-662的串级控制。
控制脱丁烷塔(160T605)的灵敏板温度是为了控制塔釜C4’s组分的含量。
脱丁烷塔再沸器(160E618A/B)及其凝液罐(160V606)的液位由LC-636来调整对换热器的换热面积及换热效果进行控制,在塔釜采出线上设有一台在线分析仪表AI-610,以检测塔釜产品中的C4组分的含量。
脱丁烷塔釜产品采出的流量FC-659受塔釜液位LC-635的串级控制。
图1为该项目脱丁烷塔工艺控制图。
2.改造前运行状况
该项目设计能力为60万吨聚烯烃产品,以乙烯:丙烯为1.0工况为例,设计中各产品乙烯:丙烯:C4:C5为12:12:4:1,即按设计能力计算,脱丁烷塔的处理能力为15.6t/h,而综合煤制烯烃项目运行4年来的数据,在甲醇制烯烃装置高负荷平稳运转状态下乙烯:丙烯:C4:C5为7:7:2:1,即实际处理能力为16.9t/h,超过设计负荷,不能有效将混合C4、C5产品进行分离,产品纯度不能满足现碳四装置生产需求。
塔系统的操作与调整应遵循操作压力相对恒定,灵敏板温度比较稳定,回流量、进料量、进料温度和进料组成相对稳定的原则[2]。
故为了确保下游装置中MTBE等产品的质量,对脱丁烷塔塔顶混合C4产品中C5组分的含量必须严格控制,而塔釜产品中的C4 组分则相对容易除去。
这样在实际生产中,特别是在长周期高负荷生产时,为达到这一目的而被迫采取损失部分混合C4组分的操作方法,采用降低釜温以及适当加大回流比等措施。
混合C4中C5+含量设计值为0.5wt%。
参看表1改造前(即2013年7月检修前)同负荷下脱丁烷塔运行数据,塔釜温度和回流量与设计值偏差较大,说明塔釜物料混合C5中C4组分含量偏高,导致整体塔提馏段的操作温度偏低。
表2为同期原料产品气中主要组分含量。
由于煤制烯烃项目生产的混合碳四中异丁烯含量较低,MTBE产品产量相对较小,在下游生产MTBE产品的过程中,混合碳四中携带的低浓度未分离的C5+组分将会在MTBE产品中聚集,导致其MTBE产品中重组分严重超标。
原料中
C5+组分所含的不饱和烃(主要为2-甲基-丁烯-1、2-甲基-丁烯-1)在该催化剂床层与甲醇发生反应生成副产物甲基叔戊基醚也进入产品中。
甲基叔戊基醚的存在对产品的颜色质量都有一定的影响,改造前MTBE产品呈淡黄色,主要原因也是由于产品中的重组分含量偏高所导致。
通过上述分析可见,脱丁烷塔分离能力已不能满足下游原料需求,导致其产品中重组分超标,脱丁烷塔的改造是改善下游产品质量的唯一有效手段。
3.改造内容
为了从根本上减少脱丁烷塔釜液中混合C4的损失,保证塔釜和塔顶产品质量,提高混合C4收率,该煤制烯烃项目烯烃分离装置在检修期间对脱丁烷塔进行了技术改造。
经某设计院设计计算,考虑脱丁烷塔负荷较大将原塔径1100mm 更改为1700mm,塔盘数由原设计47块改为60块,回流管线由原1.5寸改为3寸以满足回流比增大的要求,原塔设计压力不变,结合之前运行数据塔釜温度改为93℃,按照实际运行数据,C4与C5以上组分质量比为2.5,最终产品要求塔顶C4产品中C5含量小于0.1wt%,C3含量小于0.5wt%,塔釜C5产品中C4含量小于0.5wt%。
回流罐、回流泵、产品输送泵等利用原有设备,所有仪表利旧。
4.改造后运行情况
检修后装置投产运行,取同样负荷下数据与改造前进行对比,参看表1中改造(即2013年7月检修后)前、后脱丁烷塔运行工艺参数数据。
因上游装置产品气中碳四、碳五组分含量不固定(可参看表2同期原料中关键组分含量,表中数据仅作参考),用以分析脱丁烷塔改造效果。
表中数据可以看出,脱丁烷塔改造后,塔釜物料混合C5+中C4组分明显减少,说明有效组分混合C4损失明显降低,达到预期效果,但同时可以看出,混合C4损失同样受上游原料中碳四、碳五组分含量影响,操作时应关注同期产品气组成,相应调整脱丁烷塔灵敏板温度,达到降低碳四损失的目的。
而塔顶产品混合C4中C5+含量大幅下降,对比碳四装置产品MTBE中重组分含量,可见脱丁烷塔改造后混合C4已满足其原料要求。
三、结论
精馏塔操作的基本要求是在连续定态和最经济的条件下处理更多的原料液,达到预定的分离要求或组分的回收率,即在允许范围采用较小的回流比和较大的再沸器传热量[3]。
脱丁烷塔改造后,保持进料各参数和塔的操作压力不变,同时将塔釜温度控制在90~95℃指标范围内,实际操作中控制在83℃左右,回流量由10t/h增加至16t/h,经过这些调整,脱丁烷塔的操作状态得到了有效改善,碳四产品中碳五含量可以控制在1000ppm以内,塔顶和塔釜产品质量得到了提升,有效减少了塔釜物料中混合C4的损失,提高了混合C4的收率,同时下游碳四装置MTBE产品质量明显提升。
参考文献:
[1]张甫,易金华,雷元柏,章志平,任颖. 我国混合碳四的化工利用现状及
发展前景[J].化工生产与技术,2011年第18卷第4期:46-52.
[2]王晓红.化工原理[M].北京:化学工业出版社,2009:160-163.
[3]李广华,何细藕,盛在行.乙烯技术水平分析及节能措施[J].石油化工,2009,38(2):120-121.。