焊接车间设备日点检表
焊机点检表
5
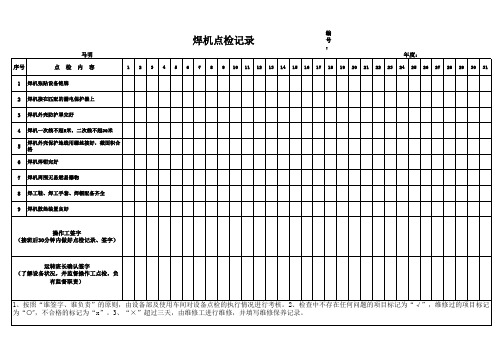
焊机外壳保护地线用螺丝接好,截面积合 格
6 焊机焊钳完好
7 焊机周围无易燃易爆物
8 焊工鞋、焊工手套、焊帽配备齐全
9 焊机散热装置良好
操作工签字 (接班后30分钟内做好点检记录、签字)
运转班长确认签字 (了解设备状况,并监督操作工点检,负
有监督职责)
1、按照“谁签字、谁负责”的原则,由设备部及使用车间对设备点检的执行情况进行考核。2、检查中不存在任何问题的项目标记为“√”,维修过的项目标记 为“⭕”,不合格的标记为“x”。3、“×”超过三天,由维修工进行维修,并填写维修保养记录。
序号
马明 点检内容
编
焊机点检记录Hale Waihona Puke 号:年度:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 焊机张贴设备铭牌
2 焊机接在匹配的漏电保护器上
3 焊机外壳防护罩完好
4 焊机一次线不超5米,二次线不超30米
焊接设备设备点检表

设备名称
规格型号
设备编号
年月
项目
日期
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
开机前准备
准备
1.各操作运行部位、按键是否正常,防护装置是否齐全
2.数据选择是否正确
空运转
1.是否有异常响声或振动,气压是否在0.5MP以上
2工作是否正常,操作是否灵敏
3.各指示系统工作是否正常,保护接地是否正常
运行中检查
机械设备
1.有无异音、温升、振动等异常性况
2.焊接过程条件选择是否稳定
3冷却系统是否正常
4.程序执行有错误,显示பைடு நூலகம்有无故障显示
工件装备
1.电极头是否符合焊接要求
2.工装是否能保证焊接质量
停机后检查
擦洗保养
1.电源是否关闭
2.工件、废料是否清理干净,设备是否清洁保养
3.现场是否整理,符合定置要求
4.运行记录等表单是否填写完整
备注:
点检人
记录符号:完好√异常△待修×停机/
焊接设备点检表

点检内容
设备型号: 设备型号:
焊接机床点检表
2 3 4 5 6 7 8
设备编号: 设备编号:
点检日期
点检月份: 点检月份
班次 26 27 28 29 30 31 1
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
各操作运行部位、按键是 白 1 否正常,限位装置是否可 中 靠 夜 白 润滑油是否足够,自动分 中 2 水器底部是否堵塞 夜 白 是否有异常响声或振动,气 中 3 压是否在0.5MP以上 夜 白 有无异音、温升、振动等 中 4 异常情况 夜 白 导电嘴是否变形、拧紧, 中 5 护套是否附着飞溅物 夜 白
ห้องสมุดไป่ตู้6 润滑、冷却系统是否正常 中
夜 白 操作者 中 夜 正常/ 未使用→ ; 可运转,但需要修理△ : 不可工作,需要修理× 审查者: 备注:设备未使用时由本班班长填写
焊接类设备检修过程质量验收检查表

、锈蚀及不规则现象。
2
WP
检查所用焊材是否与管件材质相适应,焊材是否烘干并置 于保温桶内。
3
WP
焊接时天气状况检查,是否存在雨天、大风天施工等现象 。
4
WP
焊接完成后是否进行了热处理工艺。(如需要)
5
HP
焊接完成后是否进行了无损探伤检测(可抽检),检测结 果是否符合质量等级要求。
是否存在尾项
最终验收人员
焊接类检修过程质量验收检查表
车间名称
装置名称
设备位号
设备名称
工作包编号
工作内容
要求停止检查点参加人员(HP):车间设备主管、施工监护人员、施工单位现场施工负责人。(可视情况增加、调整人员)
检查内容
序号
类型
检查项
检查人员/时间
结论
焊接前检查管件材质、型号是否一致,有无鼓包、裂纹、
1
WP 腐蚀严重等缺陷,管件是否已打磨坡口,坡口处有无裂纹
年月日
备注
电焊作业专项安全检查表

一次线长度超过规定或不穿管的扣5分、焊把线接头超过三处或绝缘老化的扣3分、电源不使用自动开关的扣3分
5
电焊机绝缘
一、二次线圈绝缘电阻大于或等于1MΩ
10
6
使用环境
电焊机使用场所清洁,无严重的粉尘,周围10米范围内不得存放氧气、乙炔等易燃易爆物品,不得在下方有易燃物品的高空施焊,配备消防用品
10
无消防用品的扣3分
7
焊机安放
电焊机有完整的防护外壳,防雨罩的扣3分
8
个人防护
佩戴面罩或防护眼镜,戴电焊手套,穿绝缘鞋
10
参加人员
检查结果及整改意见:
记录人:
电焊作业专项安全检查表
检查时间:年月日
使用位置
操作人
检查得分
检查项目
检查内容及要求
实际分值
检查分值
1
电焊机安装与验收
有完整的防护外壳和符合要求的电气装置,各部件完整,有验收合格手续、签字齐全
10
电焊机安装后无验收合格手续的扣10分
2
防护装置
开关箱内设有触电保护器,设置二次空载降压保护
20
电焊机一、二次线接线柱防护罩齐全
电焊机设有良好的保护接零(或保护接地),且接触良好,禁止连接建筑物的金属构架做焊接回路
未作保护接零、无漏电保护器的扣5分、无二次空载降压保护的扣5分
3
焊钳
焊钳加紧力较好,绝缘可靠,隔热层完好
10
4
导线
电焊机必须装有专用电源开关,使用自动开关控制,电源线一次线长度不得大于5米,且穿管保护
20
焊接二次线长度不得大于30米,接头不允许超过3处
焊接工位点检表

1. 在检查过程中,若无异常,则画“√”,若有异常,则画“×”,并在“故障 记录”中做相应的记录。 开启, 报修, 维修中, 关闭。
日期 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
班组长签字 故障记 录Biblioteka 发生日期工位点检表
年
月
工位号
悬挂焊接工位点检表
分类 No. 1 2 焊钳 3 4 5 6 焊机 7 8 9 10 焊接 11 工装 12 13 14 15 其它 16 17 18 发生日期 No. 故障 记录 故障描述 报修单号 检查项目 检查内容 项目要求
1 工位作 业人员 2
班次 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 早班 中班 状态 1 2 3 4 5 6 7 8
No.
故障描述
报修单号
状态
班组长签字
设备点检卡

打卡机点检表
激光焊机设备点检卡表式编号:QP08-01-26
记录编号:
电泳车间风机加油记录
车间:班组:年月日——年月日
JCZK-2型开屏机设备点检卡表式编号:P409003A
记录编号:
碰焊设备点检卡表式编号:P409003A
记录编号:
厂内机动车点检卡
锻压设备点检卡表式编号:P409004A
滚槽机设备点检卡表式编号:P409005A
记录编号:
电泳设备点检卡表式编号:QP08-01-23
水处理设备点检卡
液化设备点检卡
车间:班组:年月日——年月日
履带式抛丸清理机点检卡表式编号:QP08-01-20
水涡流式研磨机点检卡表式编号:QP08-01-20
切割机设备点检卡表式编号:QP08-01-14
镭康激光焊设备点检卡表式编号:QP08-01-21
管端设备点检卡表式编号:QP08-01-19
线切割设备点检卡表式编号:QP08-01-18
加工中心设备点检卡表式编号:QP08-01-17
清洗设备点检卡表式编号:QP08-01-24。
电焊机设备日常点检表全集文档

电焊机设备日常点检表全集文档(可以直接使用,可编辑实用优质文档,欢迎下载)
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
说明:1、每日点检项目,点检者应在上班前30分钟内完成;2、点检者对点检合格的打“√”,不合格的打“×”,并在点检异常记录栏内描述。
机械设备日常点检表
目录
1、固定式螺杆空压机
2、储气罐
3、起重机械
4、造型机
5、转子混砂机
6、袋式除尘器
7、内燃式叉车
8、中频感应无芯熔炼炉
9、抛丸清理机
10、三坐标测量机
11、数控车床
12、数控镗铣床
13、加工中心
14、普通车床
15、立式钻床
16、摇臂钻床
17、普通铣床
18、插床
固定式螺杆空压机日常点检表
年月
储气罐日常点检表
年月
起重机械日常点检表
年月
造型机日常点检表
年月
转子混砂机日常点检表
年月
中频感应无芯熔炼炉日常点检表
年月
抛丸清理机日常点检表
年月
三坐标测量机日常点检表
年月
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
数控车床日常点检表
年月
数控镗铣床日常点检表
年月
插床日常点检表
年月。