产品外观检验标准通用
产品外观检验标准
文件编号:版本号: A/0保密等级:内部使用文件类别:■管理规范□管理办法□作业规范产品外观检验标准修订记录1目的作为通用产品外观检验判定依据,确保品质能符合客户需求;本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等;本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验;3职责质量人员对产品外观的检验和判定;4定义产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品;A等级:通用类终端产品外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要表面,正常情况指产品的正面、顶面、侧面,要求有最佳的外观质量;2级面:暴露在外,且正常使用时并不直接看到的次要表面,正常情况下指产品的背面和底面,要求有好的外观质量;3级面:正常使用中看不到,只有在装拆时才看到的内表面或遮盖面,不要求有好的外注:外观等级优先按照图纸中的定义;若图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有则按照此外观等级要求执行;功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的表面;不包含在以上的1、2、3级面中;图 1 ONT产品外观面等级示意图彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分为A标和B标二种;日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标;纸浆模塑制品测量面定义测量面定义表5内容5.1检查面积划分和缺陷代码检测面积按照每100mm100mm100cm2区域进行划分,表面小于100mm100mm时,以100mm100mm计,以下所述单位面积的缺陷数均以此为准;表错误!未定义书签。
缺陷代码表5.2外观检验条件视力:要求检验者的校正视力不低于,不能使用放大镜用于外观检验;检视距离:400mm±50mm;光照强度:光照度在300-600Lux的近似自然光如40W日光灯、距离500mm处;检视角度:检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验见图1图2 “正视”位置示意图检视时间:根据检视面的不同,检视时间有不同,如下表2;若在检视时间内缺陷仍不可见,则此检视件可视为合格;表2 检测时间5.3外观缺陷检验标准注:检测面积按照每100mm100mm100cm2区域进行划分,表面小于100mm100mm时,以100mm100mm计,以下所述单位面积的缺陷数均以此为准;塑胶件外观缺陷检验标准所有塑胶件外观缺陷检验标准表 3所有塑胶件外观缺陷检验标准塑胶件注塑面外观缺陷检验标准表 4塑胶件注塑面外观缺陷检验标准塑胶件喷涂面外观缺陷检验标准表 5塑胶件喷涂面外观缺陷检验标准塑胶件电镀面外观缺陷检验标准表 6塑胶件电镀面外观缺陷检验标准印刷外观缺陷检验标准表 7印刷外观缺陷检验标准压铸件外观缺陷检验标准机加件及型材外观缺陷检验标准表 8机加件及型材外观缺陷检验标准表 9散热齿变形可接受的标准压铸件喷涂、喷砂外观缺陷检验标准表 10喷涂面外观缺陷检验标准整机装配外观检验标准1. 在不影响装配、使用和材料的机械性能的前提下,整机、单个零件每个面允许有二种缺陷种类如顶面、底面、侧面等,零件装配后需满足如下要求,且不同缺陷之间距离不小于20mm;表 11缺陷种类数量要求2. 整机不允许有松动、脱落的零件或部件不能有内响;外壳无裂痕、开裂;表面无掉漆、磕碰、标准接收外划痕等缺陷;整机装配后无脏污;3. 整机装配后产品装配完整,包括PCB等,整机间隙和间隙不均匀度必须满足如下要求,且间隙不伤手;表 12壳体间隙要求适用于外形尺寸小于150mm150mm类终端产品,如遥控器、话机手柄等表 13壳体间隙要求适用于外形尺寸大于等于150150mm类终端产品4. 整机接合处的段差应均匀,满足如下表格,所有段差应不伤手注:不均匀度指单个直边的段差差值;表 14段差要求适用于外形尺寸小于150150mm类终端产品,如遥控器、话机手柄等表 15段差要求适用于外形尺寸大于150150mm类终端产品5. 按键组装后,应满足如下要求;在保证间隙的同时,需保证各按键的功能正常,手感均匀一致,不可有卡滞现象;表 16按键周边间隙不均匀度要求6.开机检查显示屏的亮度均匀,且显示正确;7. 电子器件的接口与塑胶壳的配合:I/O 口、USB 口等间隙要求均匀一致,尺寸要求如下表;另外Rubber 塞与侧面无间隙,且胶塞打开后,不影响配件插入;塞子为硬胶时,与壳体的单边间隙不超过0.10mm ;表 17端口间隙要求8. 连接器PIN针下陷的标准:9. 各标签位置正确,不允有折皱、翘起、倾斜5度等缺陷;且标签内容正确无误;10. 整机装配后不能出现漏光现象特别是指示灯附近位置;11. 螺钉型号和规格使用正确,不得出现滑牙、顶白、开裂现象;12. 印刷位置正确,油墨均匀、附着牢固;不允许有走位、断线、倾斜、脱漆、划伤及明显色差;13. 产品的包装符合华为通用规范或定制要求;14. 针对同一产品中:塑胶件:不同部件之间,同一种颜色的色差,S级:⊿E≤;A级:⊿E≤;压铸件:不同部件之间,同一种颜色的色差:⊿E≤;15. 产品装配后,用手指按压,不允许有异响声;16. 塑胶件高光外观面来料要求粘贴保护膜;彩盒外观检验标准表 18彩盒检验标准检验项目A标B标仪器折后缝隙1.普通彩盒结构有展示盒式、扣手位式分卡纸和瓦楞纸、不做管控2. 天地盖盖式单边180mm单边180mm以上扣合后缝隙≤4mm可接收;单边180mm以下的扣合后缝隙≤3mm可接收1.普通彩盒结构有展示盒式、扣手位式分卡纸和瓦楞纸、不做管控2. 天地盖盖式单边180mm单边180mm以上扣合后缝隙≤5mm可接收;单边180mm以下的扣合后缝隙≤4mm可接收菲林尺卷尺直尺目测表19 精品盒专用检验项目A标B标检验工具/仪器印刷啤位特种纸:内盒/内卡爆刀爆线卡纸不穿透可接收卡纸不穿透可接收目测检验项目A标B标仪器贴盒组装侧面面纸偏位向内缩偏位L≤3mm可接受;不外露可接受菲林尺直尺目测底盒内衬面纸四角偏位,粘到盒体另一侧偏位L≤3mm可接受;不管控菲林尺直尺目测上下包边偏位偏位D≤5mm 不管控菲林尺直尺目测边角弯折处漏灰板缝隙缝隙D≤1mm 缝隙D≤1.5mm菲林尺直尺目测检验项目A标B标仪器底盒与各处缝隙缝隙D≤2.5mm不计算灰板的厚度缝隙D≤2.5mm不计算灰板的厚度菲林尺直尺目测上/下盖边角处漏灰板不允许; D≤1.5mm 目测上盖面纸粘贴偏位1︳A-B ︳≤2mm可接收;2左右偏位︳C-D ︳≤3mm可接收; 不管控菲林尺直尺目测内盒开胶上下纸板缝隙D≤2mm可接收; 不影响使用接受菲林尺直尺目测折皱除泡不实开胶说明:此标准中,彩盒检验标准适用于精品盒;精品盒专用中未涉及的缺陷定义,按照彩盒检验标准执行纸浆模塑制品外观检验标准表20 纸浆模塑制品检验标准资料外观检验标准资料外观检验标准分以下两类:S类资料定位为特殊资料;C类资料定义为普通资料; 对于钉装书和胶装书,S的封面指封一和封二,封底指封三和封四;C封面仅指产品第一页,封底仅指产品最后一页,封二/封三按内文标准检验;表21 资料外观检验标准胶袋用于装资料检验标准表22 胶带外观检验标准包装外观缺陷检验标准纸质包装件外观合格性判定:含有如下各种情况之一时,其外包装不合格:。
产品外观通用检验方法及标准
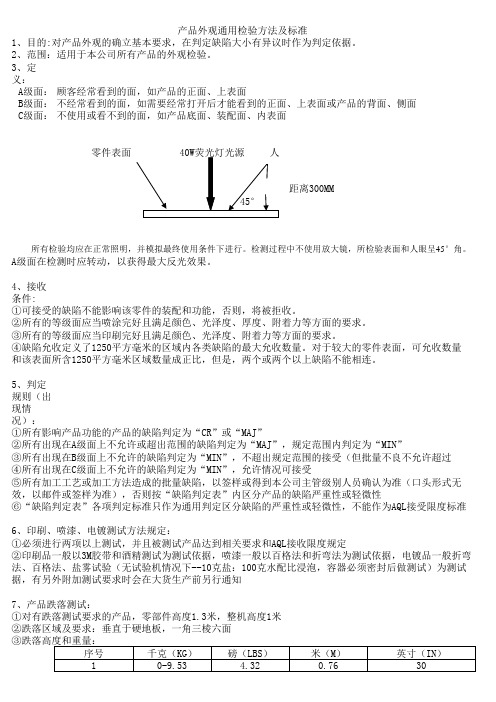
3、定义:A级面:B级面:C级面:零件表面4、接收条件:5、判定规则(出现情况):7、产品跌落测试:①对有跌落测试要求的产品,零部件高度1.3米,整机高度1米②跌落区域及要求:垂直于硬地板,一角三棱六面⑥“缺陷判定表”各项判定标准只作为通用判定区分缺陷的严重性或轻微性,不能作为AQL接受限度标准6、印刷、喷漆、电镀测试方法规定:①必须进行两项以上测试,并且被测试产品达到相关要求和AQL接收限度规定②印刷品一般以3M胶带和酒精测试为测试依据,喷漆一般以百格法和折弯法为测试依据,电镀品一般折弯法、百格法、盐雾试验(无试验机情况下--10克盐:100克水配比浸泡,容器必须密封后做测试)为测试依据,有另外附加测试要求时会在大货生产前另行通知①所有影响产品功能的产品的缺陷判定为“CR”或“MAJ”②所有出现在A级面上不允许或超出范围的缺陷判定为“MAJ”,规定范围内判定为“MIN”③所有出现在B级面上不允许的缺陷判定为“MIN”,不超出规定范围的接受(但批量不良不允许超过10%)④所有出现在C级面上不允许的缺陷判定为“MIN”,允许情况可接受⑤所有加工工艺或加工方法造成的批量缺陷,以签样或得到本公司主管级别人员确认为准(口头形式无效,以邮件或签样为准),否则按“缺陷判定表”内区分产品的缺陷严重性或轻微性所有检验均应在正常照明,并模拟最终使用条件下进行。
检测过程中不使用放大镜,所检验表面和人眼呈45°角。
A级面在检测时应转动,以获得最大反光效果。
①可接受的缺陷不能影响该零件的装配和功能,否则,将被拒收。
④缺陷允收定义了1250平方毫米的区域内各类缺陷的最大允收数量。
对于较大的零件表面,可允收数量和该表面所含1250平方毫米区域数量成正比,但是,两个或两个以上缺陷不能相连。
③所有的等级面应当印刷完好且满足颜色、光泽度、附着力等方面的要求。
②所有的等级面应当喷涂完好且满足颜色、光泽度、厚度、附着力等方面的要求。
产品外观检验标准
文件编号:版本号: A/0 保密等级:内部使用文件类别:■管理规范□管理办法□作业规范产品外观检验标准修订记录1 目的作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等。
本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验。
3 职责质量人员对产品外观的检验和判定。
4 定义4.1 产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品。
A等级:通用类终端产品4.2 外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要表面,正常情况指产品的正面、顶面、侧面,要求有最佳的外观质量。
2级面:暴露在外,且正常使用时并不直接看到的次要表面,正常情况下指产品的背面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内表面或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;若图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有则按照此外观等级要求执行。
)功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的表面。
不包含在以上的1、2、3级面中。
图 1 ONT 产品外观面等级示意图4.3彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分为A 标和B 标二种。
日美等外观要求较高的运营商建议使用A 标,如日本KDDI/DOCOMO 、英国BT;除了A 标建议的运营商及通用市场,首选B 标。
4.4纸浆模塑制品测量面定义测量面定义表5 内容5.1检查面积划分和缺陷代码检测面积按照每100mm*100mm(100cm²)区域进行划分,表面小于100mm*100mm时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
表 1缺陷代码表5.2外观检验条件视力:要求检验者的校正视力不低于1.2,不能使用放大镜用于外观检验。
通用外观检验标准
通用外观检验标准1产品表面等级定义结构产品的表面外观等级划分为3个级别:1级、2级和3级,各表面等级的定义如下。
1.1 1级表面重要外观表面,体现产品外观形象的表面,产品正常工作状态下能直接正视的表面,以及打开前门就能看到的表面。
1.2 2级表面在特定角度才能看到的主要外表面,或半装饰性的经常被客户打开后可视的外观表面。
1.3 3级表面不是以装饰为目的的次要外观表面和内表面、客户不会看到的表面及除1、2级表面以外的表面。
表1、各等级面的划分:2外观检验条件2.1检验原则2.1.1产品外观应美观,颜色均匀一致,单独一零/部件的整体视觉效果不能受到破坏,不会给人以劣质产品的印象。
生产者应认真操作、严格控制产品质量,避免在生产过程中出现对各种表面的损伤。
2.1.2 有签样或图纸上有特殊要求的零部件,其对应的缺陷优先按其样板或技术要求的标准进行判断。
2.1.3 所有结构件外观缺陷的判定是基于不影响产品功能前提下进行的判定,如果有影响产品使用功能的缺陷(如引起炸机、短路等),即使符合标准规格,也判定不合格。
2.1.4 所有外观判定都是在下述的检验条件下进行判定,看不到的外观缺陷都认可接受。
2.1.5 对外观判定操作存在争议的以结构物料SQE工程师判定为准,仍有严重分歧的,最终裁决权归技术部。
2.2目视检测条件在自然光或光照度在300-600LX的近似自然光下(如40W日光灯、距离500mm处),相距为650~750mm,观测时间按不同等级面而有不同,详见下表:表2、检测条件表面等级1级2级3级检视时间5s5s3s检视距离光源650~750mm自然光或光照度在300-600LX检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(参见下图)。
要求检验者的校正视力不低于1.2 。
不能使用放大镜用于外观检验。
图1、“正视”位置示意图2.3检测面积划分被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
产品外观检验标准
文件编号:版本号: A/0保密等级:内部使用文件类别:■管理规范□管理办法□作业规范产品外观检验标准修订记录1 目的作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等。
本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验。
3 职责质量人员对产品外观的检验和判定。
4 定义4.1 产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品。
A等级:通用类终端产品4.2 外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要表面,正常情况指产品的正面、顶面、侧面,要求有最佳的外观质量。
2级面:暴露在外,且正常使用时并不直接看到的次要表面,正常情况下指产品的背面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内表面或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;若图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有则按照此外观等级要求执行。
)功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的表面。
不包含在以上的1、2、3级面中。
图 1 ONT产品外观面等级示意图4.3彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分为A标和B标二种。
日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标。
4.4纸浆模塑制品测量面定义测量面定义表5 内容5.1检查面积划分和缺陷代码检测面积按照每100mm*100mm(100cm²)区域进行划分,表面小于100mm*100mm时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
表 1缺陷代码表5.2外观检验条件视力:要求检验者的校正视力不低于1.2,不能使用放大镜用于外观检验。
产品外观检验标准
文件编号:版本号: A/0 保密等级:内部使用文件类别:■管理标准□管理方法□作业标准产品外观检验标准修订记录1 目的作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等。
本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验。
3 职责质量人员对产品外观的检验和判定。
4 定义4.1 产品等级定义S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品。
A等级:通用类终端产品4.2 外观等级面定义1级面:暴露在外,且正常使用时可直接看到的主要外表,正常情况指产品的正面、顶面、侧面,要求有最正确的外观质量。
2级面:暴露在外,且正常使用时并不直接看到的次要外表,正常情况下指产品的反面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内外表或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;假设图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有那么按照此外观等级要求执行。
)功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的外表。
不包含在以上的1、2、3级面中。
图 1 ONT产品外观面等级示意图4.3彩盒测量面定义测量面定义表,备注:未涉及到的为非管控区域标准层次分为A标和B标二种。
日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标。
4.4纸浆模塑制品测量面定义测量面定义表5 内容5.1检查面积划分和缺陷代码检测面积按照每100mm*100mm〔100cm²〕区域进行划分,外表小于100mm*100mm时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
表 1缺陷代码表5.2外观检验条件视力:要求检验者的校正视力不低于1.2,不能使用放大镜用于外观检验。
产品外观检验标准(通用)82988
产品外观检验标准(通用)1、目的:确定通用成品外观标准,为公司品质控制提供标准的依据。
2、适用范围:适用于我司外观检验的标准判定,另有客户特殊规定除外。
3、职责权限:3.1品质部:负责本检验标准的制定与审核,产品的鉴定、检验之执行;3.2工程部:负责品质问题的分析和改善活动的推行;3.3生产部:负责产品的制造、过程检验和过程品质记录。
4、定义:4.1异色点:产品表面出现的颜色异于周围的点。
4.2缩水:部分区域由于熔体压力不够,在该区域截面形成的凹坑。
4.3批锋:由于工艺或模具原因,在边缘分型面处所产生的废边。
4.3污点:表面形成的可擦除赃污。
4.4无感划伤:用指甲刮过划伤处,无段落感。
4.5有感划伤:用指甲刮过划伤处,有段落感。
4.6脏污:因模具、包装或操作等问题造成,分可擦出及不可擦出。
4.7气泡:因工艺原因内部出现的可见的空气泡。
5、工作程序5.1目视检查的外观条件及位置:检验条件:距离30cm~45cm,时间 5 S,光源检验照明度20-40W位置:产品与平面呈45°,上下左右转动动在15°之内。
检验时间:一般在5-10秒以内。
条件:不得在反光下检验表面。
5.2 外观区域划分5.2.1 A区:正常目视第一眼可见面(样品的正面)5.2.2B区:正常目视第一眼不可见面(左右两侧面,底面,背面,顶面)5.2.3C区:产品内部,正常目视不可见面5.3 成品外观检验项目:6、对一些典型缺陷的描述●色点:肉眼观察难以区分长与宽的形状,测量时以其最大直径为其尺寸。
●颗粒:在喷漆件表面上附着的细小颗粒。
●阴影:在喷漆件或塑料件表面出现的颜色较周围暗的区域。
●桔纹:在喷漆件或电镀件表面出现大面积细小的像桔子皮形状的起伏不平。
●透底:在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
●鱼眼:由于溶剂挥发速度不适而造成在喷漆件表面有凹陷或小坑。
●多喷:超出图纸上规定的喷涂区域。
●剥落:产品表面上出现涂层或镀层脱落的现象。
产品外观检验标准通用
硬划痕:由于硬物摩擦而造成产品表面有深度的划痕。
细划痕:没有深度的划痕。
飞边:由于注塑参数或模具的原因,造成在塑料件的边缘或分型面处所产生的塑料废边。
熔接线:塑料熔体在型腔中流动时,遇到阻碍物(型芯等物体)时,熔体在绕过阻碍物后不能很好的融合,于是在塑料件的表面形成一条明显的线,叫做熔接线。
桔纹:在喷漆件或电镀件表面出现大面积细小的像桔子皮形状的起伏不平。
透底:在喷漆件表面出现局部的油漆层过薄而露出基体颜色的现象。
鱼眼:由于溶剂挥发速度不适而造成在喷漆件表面有凹陷或小坑。
多喷:超出图纸上规定的喷涂区域。
剥落:产品表面上出现涂层或镀层脱落的现象。
毛絮:油漆内本身带有的,或油漆未干燥时落在油漆表面而形成的纤维状毛絮。
CaseA:≤0.5mm,CaseB:≤0.7mm,Case C:≤1.0mm。
●
产品配合段差是否均匀一致,最大容许的段差为:
caseA:≤0.7mm,case B:≤1.0mm,caseC:≤1.5mm。
●
螺丝规格是否符合、是否滑牙等不良现象。
●
是否有缺件、漏件\错件等不良。
●
装面板、装饰架、碟口闪光板、各按键不可断裂、组装不良现像
●
无感刮伤:
A面刮伤,长≤1.2mm,宽≤0.2mm允许一点间隔30mm。
●
B面刮伤,长≤1.2mm,宽≤0.2mm。允许两点间隔30mm。
●
C面刮伤,长≤1.5mm,宽≤0.2mm。允许两点间隔30mm。
●
B面旋涡形刮伤,直径10mm。
●
B面凹痕,直径≤3mm,深≤0.2mm(120mm允许1处)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品外观检验标准通用集团档案编码:[YTTR-YTPT28-YTNTL98-UYTYNN08]
1、目的:
确定通用成品外观标准,为公司品质控制提供标准的依据。
2、适用范围:
适用于我司外观检验的标准判定,另有客户特殊规定除外。
3、职责权限:
品质部:负责本检验标准的制定与审核,产品的鉴定、检验之执行;
工程部:负责品质问题的分析和改善活动的推行;
生产部:负责产品的制造、过程检验和过程品质记录。
4、定义:
异色点:产品表面出现的颜色异于周围的点。
缩水:部分区域由于熔体压力不够,在该区域截面形成的凹坑。
批锋:由于工艺或模具原因,在边缘分型面处所产生的废边。
污点:表面形成的可擦除赃污。
无感划伤:用指甲刮过划伤处,无段落感。
有感划伤:用指甲刮过划伤处,有段落感。
脏污:因模具、包装或操作等问题造成,分可擦出及不可擦出。
气泡:因工艺原因内部出现的可见的空气泡。
5、工作程序:
目视检查的条件及位置:
检验条件:距离 30cm~45cm 时间 5 S内,光源检验照明度20-40W
位置:产品与平面呈45°,上下左右转动动在15°之内。
检验时间:一般在5-10秒以内。
条件:不得在反光下检验表面。
外观区域划分
5.2.1 A区:正常目视第一眼可见面(样品的正面)
5.2.2B区:正常目视第一眼不可见面(左右两侧面,底面,背面,顶面)
5.2.3C区:产品内部,正常目视不可见面
面积规格以下图为标准;单位:mm2。