螺纹加工神器——旋风铣
大型内螺纹的旋风铣削加工

大型内螺纹的旋风铣削加工1 前言传统的螺纹加工主要采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣等方法。
随着数控加工技术的发展,尤其是三轴联动数控加工技术的出现,使更先进的螺纹加工方式—螺纹的数控铣削得以实现。
螺纹铣削加工主要采用数控撞、铣类机床或加工中心。
对于小直径内螺纹(≤20mm)常用攻丝、套扣等方法来加工;对于材质硬度高、孔数较多的大型精密非标准内螺纹的加工,用这些传统的加工方法则比较困难。
英格索尔的NC-120内螺纹旋风铣削加工方法,则很好地解决了用传统方法难以加工的大型精密内螺纹的加工问题。
它可严格控制中径公差、减小或消除刀具切削时对牙型的干涉,大大提高了被加工螺纹的精度,并且加工效率高。
本文主要介绍旋风铣削的加工工艺方法和编程。
2 加工原理和加工工艺方法加工原理和轨迹在数控镗铣类机床上加工大型内螺纹,可采用旋风铣削,其加工原理为:高速旋转的成形铣刀,其刀尖回转圆始终与内螺纹外径处于内接状态,与此同时,刀具绕工件孔轴线作螺旋运动,此时60°成形刀把与刀尖干涉的金属切除,在工件孔壁上就切出螺纹槽。
螺旋运动由数控机床的螺旋插补功能来实现。
为防止加工到孔底部时,切屑与刀具的干扰阻挤和加工部位被切屑遮盖,旋风铣削均采用从孔底向外加工的走刀方向。
图1 铣削内螺纹刀具刀具和附具在内螺纹的旋风铣削时是借用NC-120装置上的刀片、刀盘和刀杆,其机构如图1所示。
并设计制造了一根专用接杆,前面连接NC-120刀杆和刀盘,后面的锥柄与机床主轴连接(图1)。
该刀片是可转位、不重磨硬质合金刀片,其尺寸和角度精度较高,可装于铣刀盘,同时装4~6把刀片,组成多刃铣刀盘。
通过刀盘尾部的定心柱和螺纹与刀杆联结,又通过刀杆尾部的短锥、键和螺钉,紧固在可装入锥孔的专用刀杆上。
该刀具有同时参与切削的刀片多、精度高、耐磨性能好等优点。
由于刀具直接连接主轴,在选择刀盘时,主要是考虑加工螺距的大小和螺孔的深浅,螺孔直径不是考虑的主要因素。
螺纹旋风铣

Topic al Review
CNC 螺纹旋风硬铣削
———高效绿色制造技术
黄祖尧
11 螺纹旋风铣削的原理
机床厂还专门生产了一批旋风铣床 , 原机械工业部
螺纹的旋风铣削是用安装在刀盘上的多把成形 北京机床研究所下属精密机床零件厂 , 在精密丝杠
刀 , 借助于刀盘旋转中心与工件中心的偏心量 e 来 生产线上就采用大连厂的旋风铣床对精密丝杠进行
MASCHIN ENBAU 公司 、Linsinger 公司等 。海外 的是我国 20 世纪 70~80 年代的水平 , 因此 , 引进
一些滚珠丝杠生产企业例如日本的 NS K , 台湾的 软件技术是十分必要的 。
HIWIN , 德 国 的 Rexrot h 、SHU TON , 美 国 的
在 CNC 旋风铣中 , 刀具材料和刀具的制造 、
4m) 和 CNC 内旋风铣 , 用于淬火前的软铣 。
S50C (J IS 标准) , 类似我国的 50~55 H 可控淬透
CNC 旋风铣床不但生产效率高 , 而且由于它不 性钢 。而 我 国 目 前 大 量 使 用 GCr15 、GCr15SiMn
使用难于处理的切削液 , 呈 “逗号”状的切屑易于 轴承钢 。我们要立项研究既能满足 CNC 旋风铣削
回收 , 对生产工厂的环境的污染大大低于一般铣削 工艺的要求 , 又能满足滚珠丝杠副使用性能要求的
和螺纹磨削 , 是值得推广的高效绿色制造技术。新 新钢种 。
一代的 CNC 旋风铣具有旋铣 、圆周铣 、车 、磨 、抛
作为一种技术附加值高的高效专用装备 , 其售
光等多种功能 。国外在机械制造的许多领域都采用 价是十分昂贵的 , 10 多年前的价格约为 40 万马克
旋风式外铣削头设计论文

中文摘要本次毕业设计的题目是旋风式外铣削头设计。
设计的铣刀主要用于螺杆外螺纹的铣削。
目前对螺杆常用的加工方法主要采用车削和磨削。
车削加工精度差,磨削加工虽然加工精度较高,但对于大导程或长度较长的螺杆来说,由于磨削被加工面是砂轮旋转轴线相对螺杆轴线偏转相应的螺旋角,螺杆达到一定的长度,砂轮接杆就会碰到被加工工件。
因此,螺杆的可加工长度受螺杆螺旋升角的限制,同样即使螺旋升角不大,当螺杆长度达到一定值时,对其的磨削加工也无法完成。
显然,用传统的加工方法显然会比较困难。
所以我们采用旋风铣削的加工方法。
旋风铣削的加工方法则很好地解决了用传统加工方法难以加工的螺杆问题,它可以消除刀具切削对螺槽外形的影响,大大提高被加工螺杆的精度,并且加工效率高。
随着旋风铣削机床在机械制造业中的成功应用和推广,德国Leistrite公司近年来又推出了高速硬体内螺纹旋风铣削机床,一改传统的加工原理,刀杆不用偏转,而是与螺母轴线平行,且使成形刀切削面与螺纹的法向截面重合,铣削出的螺纹滚道截型与成形刀具的截型一致。
为了提高数控加工的效率,目前国外许多飞机厂和发动机厂已采用高速切削加工来制造航空零部件。
我们所指高速加工是高速主轴、高速进给和先进的控制软件。
目前,国外在高速切削加工方面除了进行工艺研究外,还着重开展了研制、发展和提供能够适应于高速切削加工用的高质量、高性能、高可靠性的加工设备和装置。
与高速切削加工设备和装置相关的新技术包括:机床结构改进、主轴结构改进、坐标轴驱动技术、导轨设计、刀具材料研究、刀具夹持装置、冷却处理技术、精密位置测量技术、排屑技术以及能适应于高速切削加工设备控制的CNC控制系统及软件等。
因此我们设计铣削刀具十分必要。
关键词:旋风铣削、螺杆The Graduation is outside the cam tornado the shaping lathe design. This topic main processing object for plastic transportation screw rod.At present mainly uses the turning and the grinding to the screw rod commonly used processing method. The lathe work precision is bad, although the abrasive machining the working accuracy is high, but regarding led greatly or the length long screw rod, because the grinding by the machined surface was the grinding wheel centerline relative screw rod spool thread deflection corresponding angle of spiral, the screw rod will achieve certain length, the grinding wheel link will bump into is processed the work piece. Therefore, the screw rod may process the length the screw rod lead angle limit, even if similarly the lead angle is not big, when the screw rod length achieves certain value, is also unable to its abrasive machining to complete.Obviously, will be quite obviously difficult with the traditional processing method. Therefore we use the tornado milling the processing method. Outside the tornado the milling processing method well has solved the screw rod problem which processes with difficulty with the tradition processing method, it may eliminate the cutting tool cutting to the spiral flute contour influence, enhances greatly is processed screw rod's precision, and the processing efficiency is high.Applies along with the tornado milling engine bed's in machine-building industry success and promotes, German Leistrite Corporation has promoted in recent years the high speed hardware box thread tornado milling engine bed, as soon as changes traditional the processing principle, the cutter bar does not use the deflection, but with nut spool thread parallel, and causes the forming tool cutting face and the thread normal section superposition, the milling leaves the thread roller conveyer truncation is consistent with formed cutter's truncation. In order to improve the efficiency of CNC machining,At present, many foreign aircraft engine factory plant and high-speed machining has been used to make aviation parts and components. Aluminum alloy parts, such as long, thin web parts, molds, titanium parts. We are referring to high-speed processing of high-speed spindle, high speed feed and advanced control software. At present, foreign high-speed machining in addition to the technology aspects of study, High-speed cutting and processing equipment and installations related to new technologies include: improvements in machine tool structures, spindle structure improvements axis drive technology, guide the design, tool material, tool clamping devices, cooling technology, precision position measurement technology, Chip technology and to adapt to high-speed cutting CNC-controlled processing equipment control system and software. Therefore, we designed milling cutter is necessary.Keywords:tornado milling、screw rod中文摘要 (Ⅰ)Abstract (Ⅱ)第一章绪论 (1)1.1 本课题分析 (1)1.2 旋风铣削的原理 (2)1.3 旋风铣削国内外状况 (4)第二章油马达驱动铣削头总体设计 (5)2.1 旋风铣工件成型原理 (5)2.2 方案一内旋风铣 (6)2.3 方案二外旋风铣 (7)2.4 最终方案 (8)第三章设计与计算 (8)3.1 结构设计 (8)3.2 旋风铣削运动的矢量建模 (16)3.3 液压系统的设计 (20)结论 (26)致谢 (27)参考文献 (28)第一章绪论1.1 本课题分析Moineau泵自1931年发明以来,广泛地应用于石油化工和机械工业等领域。
变径细长轴类零件的旋风铣削方法研究

( c ol f ca ia E gn eig h na gU i r t o eh o g , S ho o Meh ncl n ier ,S e yn nv sy f c n l y n e i T o S e yn 1 8 H hn a g10 7 ,C N) 1
领 域 的拓展 奠定 了理论 基础 。
术 水平 要求 很 高 , 效 率 很低 。在 科 技 高 速 发展 的今 且 天 , 件加 工精 度要 求 越来 越高 , 零 设计 和 制造 的高 效 与 自动化 是今 后 发展 的必 然 趋 势 , 统 的 加 工 方法 很 难 传 满 足 加工精 度 和生 产效 率 的要求 。因此 寻找 一种 新 的
c si g me h d c n ef ci ey i e sn t o a fe tv l mpr v a ildme so a c u a y,s ra e q a i n r d c in ef— o e r da i n in la c r c ufc u lya d po u t f t o i c e y o h a e i me e lg t s r pic .Mo e v ri lo c n r d c h o m ro fte e — inc ft e v r d d a trsi hne s wo k e e i r o e tas a e u e t e fr e r ro h x t r a u f c ha a d a g fe gne rn in fc n e e n ls ra e t th s a wi e r n e o n i e i g sg ii a c .
基于旋风铣的大螺距梯形螺纹多齿机夹式刀具的设计
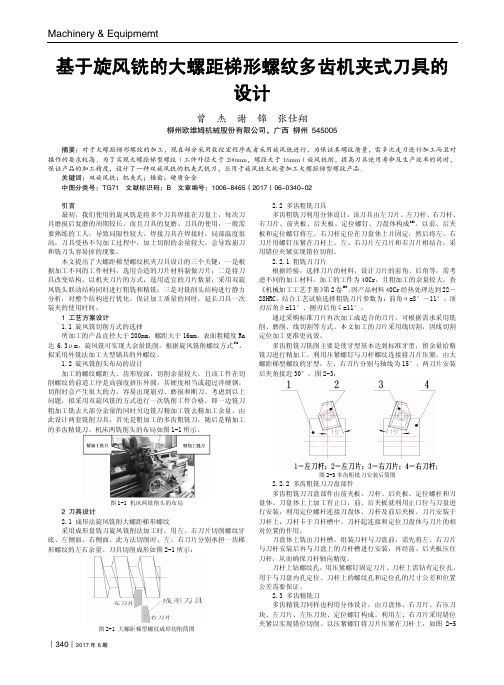
图 1-1 机床两铣削头的布局 2 刀具设计 2.1 成形法旋风铣削大螺距梯形螺纹 采用成形盘铣刀旋风铣削法加工时,用左、右刀片切削螺纹牙 底、左侧面、右侧面。此方法切削时,左、右刀片分别承担一齿梯 形螺纹的左右余量。刀具切削成形如图 2-1 所示:
图 2-1 大螺距梯型螺纹成形切削简图
︱340︱2017 年 6 期
图 2-3 多齿粗铣刀安装后简图 2.2.2 多齿粗铣刀刀盘部件 多齿粗铣刀刀盘部件由前夹板、刀杆、后夹板、定位螺杆和刀 盘体。刀盘体上上加工有止口,前、后夹板就利用止口位与刀盘进 行安装,利用定位螺杆连接刀盘体、刀杆及前后夹板。刀片安装于 刀杆上,刀杆卡于刀杆槽中。刀杆起连接和定位刀盘体与刀片的相 对位置的作用。 刀盘体上铣出刀杆槽。组装刀杆与刀盘前,需先将左、右刀片 与刀杆安装后再与刀盘上的刀杆槽进行安装,再经前、后夹板压住 刀杆,从而确保刀杆轴向精度。 刀杆上钻螺纹孔,用压紧螺钉固定刀片。刀杆上需钻有定位孔, 用于与刀盘内孔定位。刀杆上的螺纹孔和定位孔的尺寸公差和位置 公差需要保证。 2.3 多齿精铣刀 多齿精铣刀同样也利用分体设计,由刀盘体、右刀片、右压刀 块、左刀片、左压刀块、定位螺钉构成。利用左、右刀片采用错位 夹紧以实现错位切削。以压紧螺钉将刀片压紧在刀杆上,如图 2-5
螺纹铣刀工作原理
螺纹铣刀工作原理全文共四篇示例,供读者参考第一篇示例:螺纹铣刀是一种用于加工螺纹的工具,它的工作原理主要是利用螺旋线的切入和切削作用来形成螺纹。
螺纹铣刀通常用于在机械加工中加工螺纹的工作中,是一种非常常用的加工工具。
下面我们来详细了解一下螺纹铣刀的工作原理。
螺纹铣刀的工作原理与普通的铣刀类似,都是通过旋转的方式来切削材料。
不同的是,螺纹铣刀具有特殊的螺旋线形状,可以让其在切削过程中形成螺纹。
螺纹铣刀通常是由整体硬质合金材料或高速钢材料制成,具有良好的硬度和耐磨性。
螺纹铣刀的工作原理主要包括两个步骤:切入和切削。
在切入阶段,螺纹铣刀通过旋转运动缓慢地切入工件表面,以确保正确的位置和方向。
一旦螺纹铣刀达到适当的深度,就会开始切削。
在切削过程中,螺纹铣刀继续旋转,并沿着螺旋线的轨迹向前推进,这样就形成了螺纹结构。
在切削过程中,螺纹铣刀的刀具尖端会不断地与工件表面接触和切削,形成螺纹的形状。
螺纹铣刀的工作原理还涉及切削力和切削热的产生。
当螺纹铣刀切削材料时,会产生切削力,这些切削力会导致螺纹铣刀与工件之间的摩擦力增加。
为了降低切削力和摩擦力,螺纹铣刀通常使用切削润滑液来冷却和润滑切削部位,减少切削热的积累。
除了切削力和切削热外,螺纹铣刀的工作原理还受到刀具几何形状和材料性质的影响。
不同形状和尺寸的螺纹铣刀可以用于不同类型和尺寸的螺纹加工,具有不同的工作原理。
螺纹铣刀的材料性质也会直接影响其硬度、耐磨性和使用寿命。
第二篇示例:螺纹铣刀是一种用于加工螺纹的刀具,它的工作原理是利用旋转刀具在工件表面上切削出螺纹形状的工艺。
在工程加工中,螺纹是一种非常重要的结构,它可以使工件与其他零件紧密连接,增加连接的稳定性和密封性,因此在制造行业中得到广泛应用。
螺纹铣刀的工作原理主要有以下几个步骤:1. 选择合适的螺纹铣刀:在进行螺纹加工之前,首先要根据工件的要求选择合适的螺纹铣刀。
不同规格的螺纹需要不同类型和尺寸的螺纹铣刀,只有选择合适的刀具才能保证加工出理想的螺纹。
旋风铣多齿机夹式刀具的设计

l 一 左刀片
2 一 左刀杆
3 一 右刀杆
4 一 右刀 片
5 一 前夹板
6 一 后夹板
7 一 定位螺钉
8 一 刀盘体
图1 多齿粗铣 刀
2 . 1 多齿粗铣 刀刀片
1 一 左刀杆
2 一 左刀 片
3 一 有刀 片
4 一 右 刀杆
参考 《 机械加工工艺手册 》,刀片的参数根
成本 的 目的 。
刀盘上刀片 的刃磨及刀具 的使用对操作者要求 高。刀具 由于使用焊接工艺 ,导致刀片在焊接时 产生热影响区 ,在加工大螺距T 型螺纹时易出现 崩刀及刀齿脱落的现象。使用多齿焊接式刀具旋 风铣在加工大螺距T 型螺纹时,采用 的是三面刃 切削 ,刀片受力情况恶劣 。因此使用旋风铣加工 大螺距T 型螺纹产品时 ,刀具是一项影响加工效 率及加工成本的重要因素 。针对将旋风铣用于大 螺距T 型螺纹产品大批量加工产品 ,提高刀具 的
工工况,提高刀具寿命 ,降低刀具的加工周期 ,
提高生产TR ES S TE CH NOL OGY
《 颓左 技末 》 2 o 1 3 年 第 1 期 总 第 9 6 期
4
左 、右刀片通过压刀螺钉与刀杆连接固定 , 根据T 型螺纹的特点 ,左 、右刀片安装完成后夹 角接近3 O 度 ,保证粗铣完成后 ,螺纹的牙型基本 符合标准牙型,如图3 。
根据这些特点及特性 ,使用旋风铣加工大螺 距T 型螺纹时 ,设计加工使用 的刀具分为两套 ,
一
套是多齿粗铣刀用于粗加工 , 一套是多齿精铣
刀用于螺纹精加工。在加工时首先使用多齿粗铣
刀具 ,铣 削工 件上 需要加 工 的螺纹 大部 分材料 ,
留一定的余量给予多齿精铣刀具。粗铣完成后 ,
内旋风铣削大螺距渐变底径面螺杆解读

内旋风铣削大螺距渐变底径面螺杆【提要】采用内旋风铣削方法加工大螺距渐变底径面螺杆,工效甚高,并能提高产品质量,降低成本,是值得推广应用的。
关键词:内旋风铣削挤出螺杆挤压螺杆渐变底径面随着橡胶、塑料及融熔法纺丝工业的发展,挤压机和挤出机的机制工艺也需相应跟上,而如何提高上述两种机械中的关键零件挤压螺杆和挤出螺杆的产品质量、降低成本,就成了当务之急。
当前,国内外制造这两种螺杆的方法有好多种,但在国内用内旋风铣削大螺距螺杆的方法,还属罕见,其实用此法加工,工效甚高,值得推广应用。
一、工艺方案概述在螺纹加工中,内旋风切削是一种比较先进的加工方法,对一些中、小螺距(螺距≤20mm)的丝杠或蜗杆,只需一次切削,便能完成螺纹加工,大大提高了生产效率。
当零件制造批量较大时,更能显示其优越性。
但目前采用内旋风切削过大螺距的螺纹,尤其当螺纹底径渐变或突变时,使加工产生较大的难度。
下面介绍一种在改装后的C630型车床上,用内旋风切削法加工如图1所示的挤压螺杆。
螺杆的材料为合金结构钢38CrMoAIA,螺纹右侧1010mm部分螺纹等深,中间480mm部分底径渐变,左侧560mm部分螺纹等深,其工艺装备的结构如图2所示。
将C630型车床小拖板拆除,在中拖板上装上旋风铣削头,并使旋风头主轴旋转轴线对工件轴线倾斜一角度,其值等于工件螺纹升角β,其倾斜方向,则由工件的螺旋方向而定,可用式β=arctg(s/πχ)来计算,式中8为工件螺纹螺距、d为工件螺纹中径。
此外,旋风头刀尖的旋转中心与工件的旋转中心应有偏心距e,一般e等于螺纹牙深加2—4mm退刀间隙。
旋风切削的过程是:启动旋风头电机,由节距25.4mm双排滚子链带动装有四把硬质合金旋风刀具的刀盘作高速旋转,这是主切削运动,工件夹持在卡盘上作缓慢旋转,形成切削过程中的圆周进刀运动,旋风头随大拖板平行于工件轴线作纵向进刀,工件每转一周,旋风头移动一螺距,因该工件中间部分螺纹的底径是渐变的,所以刀盘的移动轨迹还须与靠模一致。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺纹加工神器——旋风铣
什么是旋风铣?旋风铣是通过安装在高速旋转刀
盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。
因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。
旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。
表面粗糙度能达到Ra0.8μm。
旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种最先进的螺纹加工方法。
旋风铣加工的运动形式:旋风铣在加工过程中需要完成五个加工运动:·刀盘带动硬质合金成型刀高速旋转(主运动)·机床主轴带动工件慢速旋转(辅助运动)·旋风铣根据工件螺距或导程沿工件轴向运动,走心机为棒材的进给运动(进给运动)·旋风铣径向运动(切削运动).旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)
旋风铣的切削形式及旋风铣可加工的零件种类:
旋风铣的切削形式分为:·内切式·外切式;旋风铣可以加工接骨螺钉,螺纹,丝杠,蜗杆,螺杆类零件;旋风铣加工零件类型
旋风铣加工螺纹的优势:与其它一般螺纹的加工方法相比,旋风铣切削螺纹有如下的优点:1、加工效率高,比传统加工效率可提高几倍甚至十几倍以上;2、由于是成型加工,产品一刀成形,偏心切削不需退刀,精度高;
3、由走心机加装旋风铣动力刀座构成,机床结构无需任何改动,螺旋升角可调,安装方便;节省投资专机设备的费用;
4、表面粗糙度可达Ra0.8微米,加工精度提高2级;
5、旋风铣刀座作为一把特殊刀具,在数控系统控制下全自动加工;旋风铣的实现方式:1、旋风铣专机:该方式精度虽高,加工范围也广,但需要巨额投资专用设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰;
2、普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;
3、瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件最先进的加工解决方案!接骨螺钉旋风铣圆形刀片接骨螺钉旋风铣三角形刀片。