轴承生产工艺流程图
轴承制造工艺及装配ppt课件

ZYS·TCC 车削加工
车削加工
车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:
1 使加工后的套圈与最终产品形状完全相同。
2 为后面的磨削加工创造有利条件。
车削 加工
集中工序法:在一台设备上完成所有的车削工序 小批量生产 分散工序法:在一台设备上完成某一种车削工序
大批量生产
ZYS·TCC 车削加工
套圈车削加工过程示意图
毛坯
内径 端面
外径 端面
磨削 端面
外圈
倒角 车沟 车槽
磨削
外径
精车
内径 内圈
倒角
车沟
设备一般都是轴承专用车床,按分散工序法的工序流程布置
ZYS·TCC 热处理
热处理
热处理是提高轴承内在质量的关键加工工序
热处理的主要目的是:
1 通过热处理使材料组织转变,提高材料机械性能。 2 提高轴承内在质量(耐磨性、强韧性),从而提高轴承使用寿命。
2 消除金属内在缺陷,改善金属组织,使金属流线分布合理,金 属紧密度好,从而提高轴承的使用寿命。
锻造 加工
热锻 —— 金属加热到再结晶温度以上
冷锻 —— 金属在室温下变形 温锻 —— 介于热锻与冷锻之间的金属变形
大量使用
很少采用 试验阶段
ZYS·TCC 锻造加工
锻造加工
外 圈
钢材
加热 下料
1050℃~1150 ℃
等终检 装配
等终检 装配
设备一般都是数控轴承专用磨床,按分散工序法的工序流 程布置
ZYS·TCC 轴承装配
轴承装配
轴承装配是轴承生产过程中的最后工序,对轴承性能具 有重要的影响。
轴承装配的主要目的是:
深沟球轴承过程流程图-内圈

转至辗扩
辗扩
抽检11 O12 O13
内圈整形
抽检 转至常温锻件处
抽检
转至下工序(退火)
退火
★
硬度、金相组织
检验
转至下工序(车工)
车内外径、车端面、倒安全角
抽检
转至车端面、车内径、倒端面内外角
车端面、车内径、倒端面内外角
★
内径尺寸
抽检
深 沟 球 轴 承 加 工 过 程 流 程 图
抽检 转至车沟道、倒沟 R 角 车沟道、倒沟 R 角 终检
转至探伤 100%探伤 抽检
转至退磁
退磁
抽检
转至清洗、防锈、包装
清洗、防锈、包装
终检
深 沟 球 轴 承 加 工 过 程 流 程 图
编号:Q/JH/JS3012—2014-A 零件号/工程等级:3 级 零件名称:EDS IR.6313—X—2Z—3005T(内圈) 工厂名称: Step 序 号 O14 O15 O16 O17 O18 O19 Fab 制造 Move 移动 Store Inspect 储存 检测 联系电话: 联系人: 联系传真: 公司地址: Operation Description 操作说明 内圈料段墩粗、成形、切底、平幅 抽检 Grade 级别 日期(编制) :2014/02/21 编制者: 日期(修改) :2014/05/19 共 2 页,第 1 页 Key Product Characteristic 关键产品特性 Key Control Characteristic 关键控制特性
编号:Q/JH/JS3012—2014-A 零件号/工程等级:3 级 零件名称:EDS IR.6313—X—2Z—3005T(内圈) 工厂名称: Step 序 号 O21 O22 O23 O24 O25 O26 O27 O28 O29 O30 O31 O32 O33 O34 O35 O36 O37 O38 O39 Fab 制造 Move 移动 Store Inspect 储存 检测 联系电话: 联系人: 联系传真: 公司地址: Operation Description 操作说明 转至车端面,倒端面内外角 车端面、倒端面内外角 Grade 级别 日期(编制) :2014/02/21 编制者: 日期(修改) :2014/05/19 共 2 页,第 2 页 Key Product Characteristic 关键产品特性 Key Control Characteristic 关键控制特性
轴承加工工艺流程(附图)Word 文档
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
轴承加工工艺流程PPT课件
沟曲率的检测方式及确定方法
沟曲率用刮色球刮色判定,当小范刮色时 沟道底部白两边红,当大范刮色时底部红 两边白。则判定为沟曲率合格,反之就判 定为不合格。 若大范刮色时底部呈白色,则表示沟曲率 过大; 若小范刮色时两边呈白色,则表示沟曲率 偏小。
27
沟道加工中易出现的废品及解决方法
沟曲率过大或者过小,主要是由刀具原因, 应采取重磨或修磨加以调整 沟径超差,可调整进刀量加以解决 沟位不好,可调整拖板以达到加工要求 侧摆超差,可采取调整工装夹具加以解决 圆度、壁厚差不好,可调整工装夹具、主轴 精度予以解决
注释:形状公差是指实际单一的形状所允许的变动量 位置公差是指实际关联要素的位置对基准所允许的变动量
11
各工序检查部位及项目
序号 检验部位
检查项目
备注
1
外 径 外径尺寸、圆度、锥度、壁厚差、表面粗糙度
2
内 径 内径尺寸、圆度、锥度、壁厚差、垂直度
3
宽 度 宽度尺寸、平面度、平行度、表面粗糙度
4
沟 道 沟径、沟曲率、沟位、侧摆、圆度、壁厚差
轴承加工工艺流程
1
2
轴承的组成元素
轴承内部一般由外圈、内圈、滚动体和保 持架组成------通常称为四大件
对于密封轴承,再加上润滑剂和密封圈 (或防尘盖)------又称为六大件
3
成品轴承
4
轴承结构
(深沟球轴承)
密封件 外圈
滚动元件 保持架
内圈 密封件
5
6
7
基本工序的基本参数
外径:包含外径尺寸、圆度、锥度、垂直差、壁厚差、表 面粗糙度
9
轴承加工中常见形位公差分类及表示符号
形位公差分为形状公差和位置公差 注:形状公差是指实际单一要素的形状所允许的变动量 位置公差是指实际关联要素的位置对基准所允许的 变动量
深沟球轴承工艺流程图

原材料购买、接受
切管
软磨两端面
软磨外径
外圈车削加工
倒两侧外R角、 内倒角
车沟道
车两侧密封槽
防锈、储存
原材料购买、接受
切管
软磨两端面
软磨外径
内圈车削加工
倒两侧内R角 、外倒角 车加工后的 内外套圈
热处理
车沟道
车两侧密封槽
防锈、储存
预加热
加热
油冷却
清洗
回火
Take Cleaning Packing Take Material Material Finisbed Polishing Raceway Demagnetizing Inspection Plane Product Inner Outer Super Ring Ring Inspection Raceway Demagnetizing Storage Raceway Cleaning Bore Raceway Super Grinding Take Inspection Super Material Material Semi Outer Delivery Grease Finished Inspection Diameter Inspection Take Inspection Inspection Filling Raceway Product Material and Inspection Take Super Assembly Delivery Vibration Outer Outer Cage Raceway Diameter Test Polishing Finishing Diameter Inspection Pressing Grinding Outer D D ≧ ≦Ф Ф 2 1 2 6 8mm 4 mm mm Final d ≦Inspection Ф 8mm d ≦Ф ≧ 9 8mm mm
圆锥滚子轴承套圈磨加工生产工艺流程图
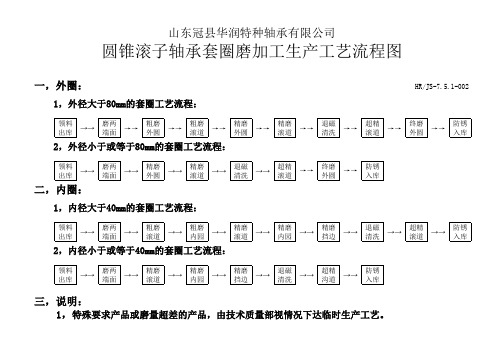
圆锥滚子轴承套圈磨加工生产工艺流程图
一,外圈:
1,外径大于80mm的套圈工艺流程:
HR/JS-7.5.1-002
领料 出库
→→
磨两 端面
→→
粗磨 外圆
→→
粗磨 滚道
→→
精磨 外圆
→→
精磨 滚道
→→
退磁 清洗
→→
超精 滚道
→→
终磨 外圆
→→
防锈 入库
2,外径小于或等于80mm的套圈工艺流程:
领料 出库
→→
磨两 端面
→→
精磨 滚道
→→
精磨 内园
→→
精磨 挡边
→→
退磁 清洗
→→
超精 沟道
→→
防锈 入库
三,说明: 1,特殊要求产品或磨量超差的产品,由技术质量部视情况下达临时生产工艺。
7.5.1-002
领料 出库
→→
磨两 端面
→→
精磨 外圆
→→
精磨 滚道
→→
退磁 清洗
→→
超精 滚道
→→
终磨 外圆
→→
防锈 入库
二,内圈:
1,内径大于40mm的套圈工艺流程:
领料 出库
→→
磨两 端面
→→
粗磨 滚道
→→
→
精磨 内园
→→
精磨 挡边
→→
退磁 清洗
→→
超精 滚道
→→
防锈 入库
2,内径小于或等于40mm的套圈工艺流程:
轴承加工工艺流程图

08 精磨内径
Precision grinding bore of inner ring
内圈 Inner ring
16
保持架进厂 Cages incoming ispection
16a 超声波清洗 Ultrasonic Cleaning 17 装保持架 Fill-in cage 17a 检查 Inspection
06a 检查 Inspection
主要特性:圆度误差 Main character:deviation of roundness
Incoming ring ispection
14
钢球进厂 Steel balls incoming ispection
11a 检查 Inspection 15 套圈分选合套 13 退磁超声波清洗 Demagnetization and ultrasonic rinse
深沟球轴承 DEEP GROOVE BALL BEARING 版本:第二版 Edition :second
Drawn by Proofread Check by
黄伦忠 朱文琴
Standard Approver Date 张玉环 2007.1.20
Page
1
of
1
01 车削套圈进厂 检查 Inspection
02 套圈热处理 Heat treament of ring
02a 检查 Inspection
主要特性:硬度 Main character: hardness
03 磨削套圈双端面 Double face grinding of ring
03a 检查 Inspection
21 注润滑油 Fill-in oil lubricating 27 防锈 Spray rustprevention oil 28
轴承加工工艺流程(附图)
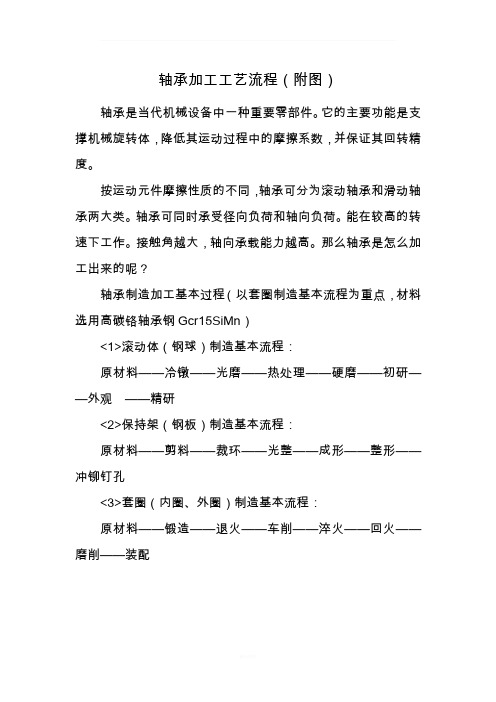
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h,以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Inspection 检查
Finishing Outer Diameter 完成 外圈直径
Inspection 检查
d≦Ф8mm Polishing 磨光
Inner Ring 内圈
Bore Grinding 钻控打磨
Inspection 检查
d≦Ф8mm
Raceway Grinding 管道(沟)打磨
d≧Ф9mm Take Material 来料
Grinding打磨
Raceway Grinding
Inspection 检查
Take Material
Raceway Super Finishing管道高阶 加工完成 Inspection检查
Inspection检查
Outer Ring 外环
Raceway Material 管道材料
Vibration Test 震动测试
Shielded(sealed) Product Inspection
Packing打
Final Inspection 最终检查
Storage储藏
Delivery Inspection 运输检查
Delivery运输
Cage Pressing
Demagnetizing消磁
Assembly装配
Cleaning 清洁
Grease Filling and Finisbed Product Demagnetizing Shield(seal) Pressing Inspection完成的产 Cleaning消磁清洗 润滑以及压封
D≦Ф18mm
Polishing 刨光 Polishing刨光
Raceway Super Finishing 管道高阶加 Raceway Super Finishing管道高阶加
Inspection检查 Take Material 来料 Outer Diameter Polishing外圈 直径打磨 Outer Diameter Polishing外圈直径打磨 Inspection 检查
Take Material 来料
Heat treatment 加热过程
Cleaning Dry 清洗 干燥
Quenching 淬火
Temper加 热冷却过
Inspection 检查
Take Material 来料
Plane Grinding 刨磨
Inspection 检查
Outer Diameter Grinding外圈 直径打磨
D≦Ф24mm
Inspection检查
Raceway Super Inspection检查 D≧Ф26mm Finishing管道高阶加Βιβλιοθήκη Take Material来料
Inspection检查
Take Material来料
Semi Finished Product Assembly Demagnetizing消磁 Cleaning Inspection部分完成的产 装配
Edition版本
Page页码 Release Date释放日 期
Rough Ring Receiving Storage储存 粗环接受
Instituting Date制定日
Lathe Machining By Subcantractor 由次承包商生产车床
Lathe Machining By Subcontractor 车床生产
Miniature Deep Groove Ball Bearing 微小凹槽 Name名字 Number型号 球轴承Manufacture Process Chart制造过程 图 Instituting制 Release完成
Raw Material Purchase 原材料购买 Raw Material Receiving原材料接收