数控铣床精度检验表[1]
数控机床位置精度测试常用的测量方法及评定标准

4.4补偿实例 现以ZJK2532A数控铣钻床的X轴为例,该机床配置华中数控世纪星系统。测量方法为“步距规”测量;设某步距规实际尺寸为:
位置
P0
P1
P2
P3
P4
P5
实际尺寸mm
0
100.10
200.20
300.10
400.20
500.05
1、测试步骤如下: 。 在首次测量前,开机进入系统(华中数控HNC-2000或HNC-21M),依次按“F3参数”键、再按“F3输入权限”键进入下一子菜单,按F1数控厂家参数,输入数控厂家权限口令,初始口令为“NC”,回车,再按“F1参数索引”键,再按“F4轴补偿参数”键如图2-6所示,移动光标选择“0轴” 回车,即进入系统X轴补偿参数界面如图2-8所示,将系统的反向间隙、螺距补偿参数全部设置为零,按“Esc”键,界面出现对话框“是否保存修改参数?”,按“Y”键后保存修改后的参数。按“F10”键回到主界面,再按“Alt+X”,退出系统,进入DOS状态,按“N”回车进入系统;
图6步距规安装示意图
数控机床数控铣床精度检验表
数控铣床精度检验表
a (允差)b(允差)
在300测量长度上在300测量长度上普通级精密级
允差
a b
d~d
允差mm
六、小结
本堂课主要针对了数控铣床在新机装配时并且在无负荷或精加工条件下对机床进行精度检验的检验项目做了介绍并对有些项目进行实操;通过各个项目的检验得出的数据进行对比可以体现出机床的精度有没有达到精度要求,如果没达到精度要求的就要对机械进行调整,所以说检验出来的数据就是整台机床的机械装配的体现。
我们要重点要掌握的就是机床的检验的前所要准备工工具检验时仪器和量具的正确摆放方法,数据的读取;及误差的计算方法。
数控机床几何精度
4、平行度: 平行度是指以控制被测要素相对于基准要素的方向成0° (或距离差值为0)的要求
国家标准检测
(一)、直线度 1、一条线在一个平面或空间内的直线度,如数控卧式 车床床身导轨的直线度;
2、部件的直线度,如数控升降台铣床工作台纵向基准T 形槽的直线度;
3、运动的直线度,如立式加工中心X轴轴线运动的直线 度。 (二)、平面度(如立式加工中心工作台面的平面度) 测量方法有:平板法、平板和指示器法、平尺法、精密 水平仪法和光学法。
测量项目三 主轴锥孔中心线的径向圆跳动(G6)
检验工具:指示器和检验棒,百分表
测量方法图示
a
b
a)靠近主轴端 面,允差:0.01 b)距主轴端面 不超过300,允差 :0.02
检验方法:在主轴锥孔中插入检验棒, 将千分表用磁性表架固定在 溜板上使表头垂直触及检验棒的圆柱面a和b处,如图所示,使主轴 缓慢旋转,a和 b 处分别读取千分表读数。每测一次,需将检验捧相 对于主轴孔旋转 90°重新插入,测量四次。
主轴回转180°,两次测量结果的代数和的一半。 目的是:消除测量棒本身的误差,精度较高。
a为在水平面内平行度误差,只允许向前偏; b为在垂直平面内平行度误差,只允许向上偏。 方向只许向上偏:由于工件本身的总量是垂直向下 方向只许向前偏:由于工件本身在加工过程中受到切削
G7a G7b 0° 180° 水平处 垂直处 0.02 允差 0.015 结论
2、机床几何精度检验概念
机床几何精度检验,又称 静态精度检验,是综合反映机 床关键零部件经组装后的综合 几何形状误差。数控机床的 几何精度的检验工具和检验方
法类似于普通机床,但检测要
求更高。
保证加工精度的基本条件
数控机床几何精度检验
6
使百分表/千分表读数在平尺的两端相等。手轮模式
下沿X轴线移动工作台,在全行程上进行检验。记录
百分表/千分表读数的最大差值,即为在XY水平面内
X轴线运动的直线度误差
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能随 7
意在检验区域摆放
2.检验Y轴线运动的直线度 检验Y轴线运动的直线度方法见表3-12。
录指示器的最大读数差,即分别为在平行于X轴线的
ZX垂直平面内Z轴线运动的直线度及在平行于Y轴线
的YZ垂直平面内Z轴线运动的直线度
整理、清洁。准备进行下一项目检验,不用的量检具应放回规定的位置,不能 4
随意在检验区域摆放
二、线性运动的角度偏差
线性运动的角度偏差包括X轴、Y轴和Z轴线性运动的角度偏差,现 介绍X轴线性运动的角度偏差检验方法,见表3-14。
1.检验X轴线运动的直线度
检验X轴线运动的直线度方法见表3-11。
表3-11 检验X轴线运动的直线度方法
检验项目G1
X轴线运动的直线度: a)在ZX垂直平面内; b)在XY水平面内
标准
GB/T 18400.2-2010《加工中心检验条件 第2部分:立式或带主回转轴的 万能主轴头机床几何精度检验(垂直Z轴)》规定,G1项公差为:
项目1 数控机床几何精度检验
任务三 立式加工中心几何精度检验验
项目1 数控铣床和立式加工中心几何精度检验 任务三 立式加工中心几何精度检验
国家标准GB/T 18400.2-2010《加工中心检验 条件 第2部分:立式或带主回转轴的万能主 轴头机床几何精度检验(垂直Z轴)》
一、线性运动的直线度
线性运动的直线度包括X轴、Y轴和Z轴的线性运动直线度
虚拟轴数控机床工作精度检验方法探讨

、 【l !l… L
l ,
l J I 】
在
m 。 I-I1 舳 f (]Ⅲ1l Il I,
H垂直 r
…
IlI 1 m 5 n
纵 向行 4i ”时 1 l
沿 y平 面进行 , 未 评价 XZ、- 并 - YZ平 面 的 精度 , 故 无法评 估传 统数控 机床 的所有性 能 。最新 的 国际机 床 检验标准 推荐 用球 杆 仪 检 验 法 取 代 N S99试 切 ’ A 7
机床 , 虚拟轴机床或新型敏捷制造加工中心 “ 是机床 ) 家族的新成员, 它抛弃 了传统的固定导轨刀具导 向方 式, 采用了六 自由度并联机构 (t a 平 台) S wr e t 为其结构 主体 , 因而理论 上可以加 工任意复杂 曲面零件 ( 如叶 轮 、 具等 ) 模 。另外 , 种新 型机 床各 伸缩 杆 的运 动 效 这 果耦台, 具有精度高的潜在优势 。 机床精度检验通常 包括几伺精度 、 位置精度和工 作精 度检验 。 目前 , 尚未见 到 I S O组 织 或 某 国针 对 虚 拟轴数控机床精度检验制订的标准。本文参照传统数 控 机床 精度 检 验。 的内容 , 结台 虚 拟 轴数 控机 床 的 并
维普资讯
nga 工艺与幢一 0y d l 0n
虚拟 轴 数 控机 床 工 作精 度 检 验 方法 探 讨
Ds u so n E au t g S h me o c iigAc u a y o e Vr a-x s CN Ma hn o l ic s in o v lai c e fMa hnn c rc f h iu l e G c ie T o n t t a
度等项 目。另外, 此法根据数控机床各坐标的行程范 围, 确定切削试件的相应尺寸。这样 规定是因为传统 机床各 坐标 的误差 与行 程 之 间 为线 性 映射 , 因而 利用 小尺寸试件检验大行程的工作精度具有台理性 。
加工中心精度检验单
B:0.02
G5
工作台面对工作台移动的平行度
A、横向
B、纵向
A:0.025/300
B:0.025/300
G6
中央基准T型槽对工作台纵向移动的平行度
0.015/300
0.04
G7
工作台横向移动对工作台纵向移动的垂直度
0.02/300
G8
直线运动坐标的定位精度
A、纵向
B、横向
C、垂向
A:0.04
0.020/500
G10
主轴的周期性轴向窜动
0.005
G11
主轴锥孔的径向跳动
a)靠近主轴端部
b)距主轴端部300mm处
a) 0.007
b) 0.015
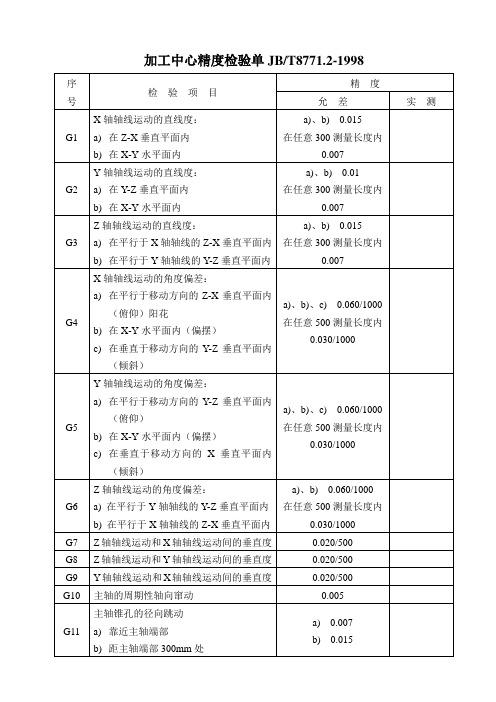
加工中心精度检验单JB/T8771.2-1998
序
号
检验项目
精度
允差
实测
G12
主轴轴线和Z轴轴线运动间的平行度
a)在平行于Y轴轴线的Y-Z垂直平面内
G6
Z轴轴线运动的角度偏差:
a)在平行于Y轴轴线的Y-Z垂直平面内
b)在平行于X轴轴线的Z-X垂直平面内
a)、b) 0.060/1000
在任意500测量长度内0.030/1000
G7
Z轴轴线运动和X轴轴线运动间的垂直度
0.020/500
G8
Z轴轴线运动和Y轴轴线运动间的垂直度
0.020/500
G9
Y轴轴线运动和X轴轴线运动间的垂直度
G17
工作台面和Y轴轴线运动间的平行度
0.020
G18
工作台面和Z轴轴线运动间的垂直度
a)在平行于X轴轴线的Z-X垂直平面内
b)在平行于Y轴轴线的Y-Z垂直平面内
数控车床检验标准

一.写出CAK6140数控车床检验标准1.机床外观的检查机床外观的检查一般可按通用机床的有关标准进行,但数控机床是高技术设备,其外观质量的要求更高。
外观检查内容有:机床有无破损;外部部件是否坚固;机床各部分联结是否可靠;数控柜中的MDI/CRT单元、位置显示单元、各印制电路板及伺服系统各部件是否有破损,伺服电动机(尤其是带脉冲编码器的伺服电机)外壳有无磕碰痕迹。
2.机床几何精度的检查数控机床的几何精度综合反映机床的关键零部件组装后的几何形状误差。
数控机床的几何精度检查和普通机床的几何精度检查基本类似,使用的检查工具和方法也很相似只是检查要求更高。
每项几何精度的具体检测办法和精度标准按有关检测条件和检测标准的规定进行。
同时要注意检测工具的精度等级必须比所测的几何精度要高一级。
现以一台普通立式加工中心为例,列出其几何精度检测的内容:1)工作台面的平面度。
2)各坐标方向移动的相互垂直度。
3)X坐标方向移动时工作台面的平行度。
4)Y坐标方向移动时工作服台面的平行度。
5)X坐标方向移动时工作台T形槽侧面的平行度。
6)主轴的轴向窜动。
7)主轴孔的径向圆跳动。
8)主轴沿Z坐标方向移动时主轴轴心线的平行度。
9)主轴回转轴心线对工作台面的垂直度。
10)主轴箱在Z坐标方向移动的直线度。
对于主轴相互联系的几何精度项目,必须综合调整,使之都符合允许的误差。
如立式加工中心的轴和轴方向移动的垂直误差较大,则可以调整立柱底部床身的支承垫铁,使立柱适当前倾或后仰,以减少这项误差。
但是这也会改变主轴回转轴心线对工作台面的垂直度误差,因此必须同时检测和调整,否则就会由于这一项几何精度的调整造成另一项几何精度不合格。
机床几何精度检测必须在地基及地脚螺栓的混凝土完全固化以后进行。
考虑到地基的稳定时间过程,一般要求在机床使用数月到半年以后再精调一次水平。
检测机床几何精度常用的检测工具有:精密水平仪、900角尺、精密方箱、平尺、平行光管、千分表或测微仪以及高精度主轴心棒等。
数控加工中心CNC系统功能检查表

M19
1、切换MDI模式 2、程序下M19 3、检测主轴定位到其参考角度并且不动
39
自动模式检查
1、按下自动模式按键 2、打开一个程序
3、按下程序开始按键
4、检查程序运行
40
主轴正转按键检查
1、切换手动模式
2、按主轴正转按键,检查主轴正转
41
主轴停止按键检查
1、切换手动模式
2、按主轴停止按键,检查主轴停止
57
程序暂停按键检查
1、切换自动模式
2、选择程序,按程序开始按键 3、按程序停止按键
4、检测程序是否停止
58
注油时间间隔
1、机床维护登录
2、检查PLC变量设定值
59
注油时间
1、机床维护登录
2、检查PLC变量设定值
60
刀库回原点超时
1、机床维护登录
2、检查PLC变量设定值
61
刀套动作超时
1、机床维护登录
3、检测Z轴正向移动
46
Y轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和Y轴正向点动按键
3、检测Y轴正向移动
47
X轴点动正向按键检查
1、切换手动模式
2、同时按快速进给和X轴正向点动按键
3、检测X轴正向移动
48
工作灯按键检查
1、按下工作灯按键
2、检查工作灯是否亮起,检测讯号
49
切削液按键检查
1、按下切削液按键
2、检查三轴的ACC和JERK
78
三轴的PID
1、优化软件或者系统自带功能检查三轴PID参数
79
三轴负载
1、程序下编制最大速度的轴移动速度,分别移动三轴。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控铣床检测方法
a (允差)b(允差)
在300测量长度上在300测量长度上
普通级精密级
允差
a b
d~d
允差mm
六、小结
本堂课主要针对了数控铣床在新机装配时并且在无负荷或精加工条件下对机床进行精度检验的检验项目做了介绍并对有些项目进行实操;通过各个项目的检验得出的数据进行对比可以体现出机床的精度有没有达到精度要求,如果没达到精度要求的就要对机械进行调整,所以说检验出来的数据就是整台机床的机械装配的体现。
我们要重点要掌握的就是机床的检验的前所要准备工工具检验时仪器和量具的正确摆放方法,数据的读取;及误差的计算方法。