铝合金预拉伸板数控加工过程中残余应力释放研究
基于预拉伸工艺的铝合金厚板残余应力消除机理
基于预拉伸工艺的铝合金厚板残余应力消除机理袁望姣;吴运新【摘要】The quenching and pre-stretching process of 7075 aluminum plates were simulated by MSC.Marc FEA program. The quenched residual stress was used as initial condition to apply on the pre-stretch model. The clamp and release of the clamp of pre-stretch machine were simulated using life and death element, and the pre-stretch mechanism was researched. The results show that the stress of the surface metal is changed from compress stress to tensile stress and the center metal stress suffers tensile stress all along in the process of the pre-stretch. When the clamp is released, the aluminum alloy thicken-plate is spring back, the strain is loosen and the stress diminishes greatly. The stress is diminished and the plastic deform is increased along with the increases of stretch value. The residual stress is increased with the increase of thickness of the aluminum alloy plate when the different plates have the same pre-stretching value. In order to diminish efficiently the residual stress, the pre-stretch value should increase with the increase of thickness of the aluminum alloy plate. The pre-stretch value should adopt the small value when the residual stress is diminished.%基于有限元软件MSC.Marc,对7075铝合金厚板淬火过程和预拉伸过程进行参数化模拟.以淬火残余应力作为初始条件读入预拉伸模型,利用生死单元技术,对预拉伸机夹具的夹紧和放松进行模拟,并对拉伸机理进行研究.研究结果表明:在拉伸过程中,表层金属应力由受压逐渐变为拉应力,而内层金属一直受拉应力作用,松开夹具后,铝合金厚板回弹,应变出现松弛,应力大大减小;随着拉伸量的增加,残余应力随之减小;而塑性变形随之增加;当拉伸量相同时,残余应力随铝合金板厚的增加而增加,为达到消除残余应力的最佳效果,预拉伸量需随板厚的增加而增加;在满足应力消除效果的前提下,拉伸量应取较小值.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2011(042)008【总页数】6页(P2303-2308)【关键词】铝合金厚板;预拉伸;残余应力;有限元法;参数化数值分析;淬火【作者】袁望姣;吴运新【作者单位】中南大学机电工程学院,湖南长沙,410083;中南大学机电工程学院,湖南长沙,410083【正文语种】中文【中图分类】TB156.3;TG146.21新型高强韧型铝合金7075属于Al-Zn-Mg-Cu系,主要应用于航空航天领域,王洪等[1−3]对超高强铝合金的研究进展进行了阐述。
铝合金板材实际拉伸率及残余应力的研究
铝合金板材实际拉伸率及残余应力的研究摘要:在淬火过程中,板材的表面层和中心层存在温度梯度,因此会产生较大的内部残余应力,在机械加工时,容易引起加工变形。
规定时间内通过拉伸的方法,可使板材纵向永久塑性变形,最大限度地消除淬火残余应力,建立新的内部应力平衡系统,增强尺寸稳定性,改善加工性能。
关键词:拉伸率、屈服强度、残余应力下面我们经过几组拉伸试验结果,分析研究铝合金板材实际拉伸率及残余应力的关系。
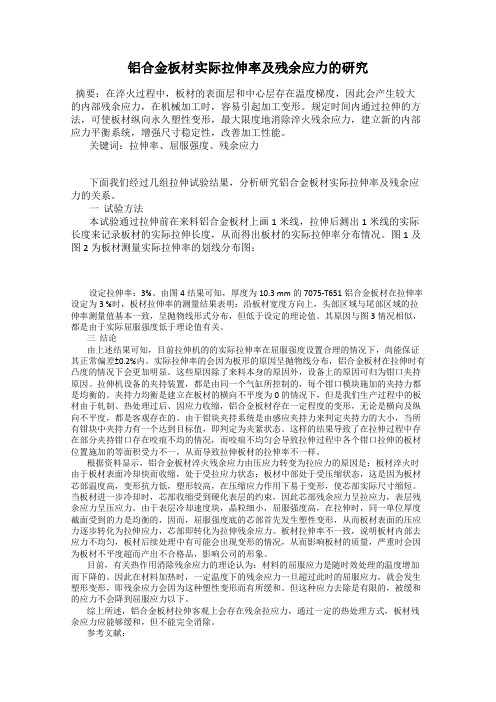
一试验方法本试验通过拉伸前在来料铝合金板材上画1米线,拉伸后测出1米线的实际长度来记录板材的实际拉伸长度,从而得出板材的实际拉伸率分布情况。
图1及图2为板材测量实际拉伸率的划线分布图:设定拉伸率:3%。
由图4结果可知,厚度为10.3 mm的7075-T651铝合金板材在拉伸率设定为3 %时,板材拉伸率的测量结果表明:沿板材宽度方向上,头部区域与尾部区域的拉伸率测量值基本一致,呈抛物线形式分布,但低于设定的理论值。
其原因与图3情况相似,都是由于实际屈服强度低于理论值有关。
三结论由上述结果可知,目前拉伸机的的实际拉伸率在屈服强度设置合理的情况下,尚能保证其正常偏差±0.2%内。
实际拉伸率的会因为板形的原因呈抛物线分布,铝合金板材在拉伸时有凸度的情况下会更加明显。
这些原因除了来料本身的原因外,设备上的原因可归为钳口夹持原因。
拉伸机设备的夹持装置,都是由同一个气缸所控制的,每个钳口模块施加的夹持力都是均衡的。
夹持力均衡是建立在板材的横向不平度为0的情况下,但是我们生产过程中的板材由于轧制、热处理过后、因应力收缩,铝合金板材存在一定程度的变形,无论是横向及纵向不平度,都是客观存在的。
由于钳块夹持系统是由感应夹持力来判定夹持力的大小,当所有钳块中夹持力有一个达到目标值,即判定为夹紧状态。
这样的结果导致了在拉伸过程中存在部分夹持钳口存在咬痕不均的情况,而咬痕不均匀会导致拉伸过程中各个钳口拉伸的板材位置施加的等面积受力不一,从而导致拉伸板材的拉伸率不一样。
7075铝合金残余应力释放的热处理工艺研究
7075铝合金残余应力释放的热处理工艺研究作者:张丽伟等来源:《中小企业管理与科技·下旬刊》2013年第04期摘要:本文介绍了消除7075铝合金残余应力的常用热处理工艺措施,分析了各种热处理技术对消除残余应力所起到的作用,给出了针对7075铝合金的热处理工艺曲线,比较了各种热处理技术对消除7075铝合金残余应力的效果,为加工高强度的精密铝合金零件提供了技术参考。
关键词:7075铝合金残余应力热处理技术1 概述7075铝合金广泛应用于航空航天领域,属于A1-Zn-Mg-Cu系可热处理强化的多元时效合金,具有高强度、低密度、热加工性能好等优点,固溶处理后经过人工时效处理后,抗拉强度可达600~700Mpa,与45号钢的强度相当。
在150℃以下具有较高强度,其缺点是焊接性能较差,抗疲劳性能较差,有晶间腐蚀和严重的应力腐蚀倾向,并且为了获得高强度与高韧性,铝合金必须进行淬火处理。
当铝合金材料从大约470℃的高温快速淬入低温介质的淬火过程中,构件表面与心部存在很大的温度梯度,从而产生了很大的淬火残余应力。
故在使用过程中去除应力就相当必要。
本文所探讨的7075铝合金为应用于高精度的光学零件,对加工后的零件变形有较高要求。
在机械加工过程中,由于材料的去除,材料内部的残余应力将得到释放,此时往往产生很大的加工变形。
因此为了保证精密零件的尺寸稳定性应进行较好的残余应力释放。
2 实验方法实验材料选用7075-T6超硬铝合金板材,试样尺寸为15×150×220,分粗精加工两道工序进行加工,最终加工成10mm厚的平板试件,在粗精加工工序之间采用不同的热处理工艺进行残余应力的消除,精加工后利用三座标检验试样的平面度,比较宏观变形量的大小,利用钻孔法对试样内部残余应力的大小进行测定,比较微观应力值的大小。
本文所采用的消除残余应力的热处理工艺措施主要有以下几种:2.1 去应力退火去应力退火的目的是减小金属制件的内应力,降低材料的应力腐蚀倾向,保证零件尺寸的稳定性,同时其强度和硬度基本不下降。
铝合金预拉伸厚板内残余应力分布的测量_郭魂
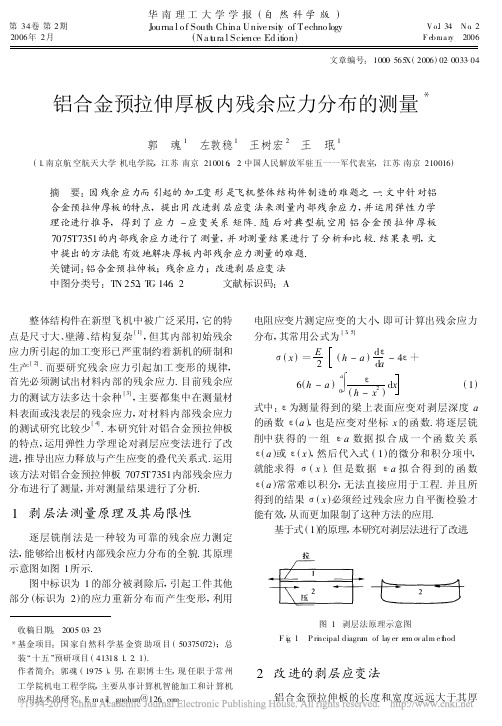
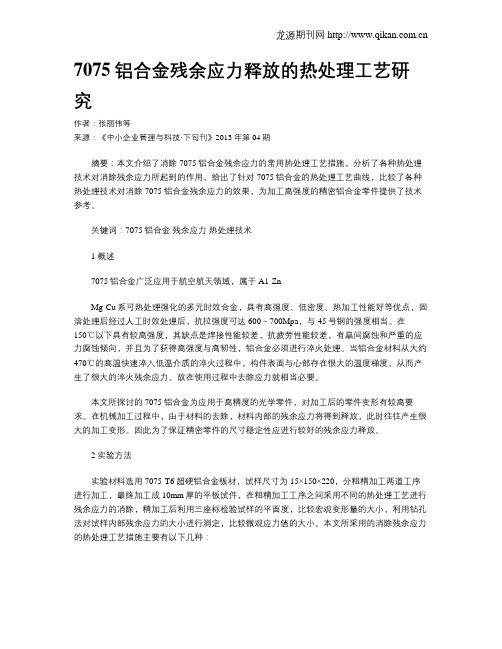
图 3 板底面应变片分布图 (单位 : mm ) F ig. 3 S tra in gage layout diag ra m (U nit : mm)
行预拉伸 , 其残余应力幅值达 150 ~ 220MP a
[ 56]
,可
3 . 2 测量结果
3 片应变片测得的应变值经算术平均计算后 , 结果如图 4 所示 .
图 5 改进剥层法测量的 7075 板残余应力分布 F ig . 5 R esidua l stre ss distribu tion in p la te 7075 by m odified layerre m ova l stra in m e thod
式中 : ε 为测量得到的梁上表面应变对剥层深度 a 的函数 ε ( a ), 也是应变对坐标 x 的函数 . 将逐层铣 削中获 得的 一 组 ε a 数据 拟 合 成 一 个函 数 关 系 ε (a ) 或 ε (x ), 然后代入式 (1) 的微分和积分项中 , 就能求得 σ(x ) . 但 是数 据 ε a 拟 合 得 到的 函 数 ε (a ) 常常难以积分 , 无法直接应用于工程 . 并且所 得到的结果 σ(x ) 必须经过残余应力自平衡检验才 能有效 , 从而更加限制了这种方法的应用. 基于式 (1) 的原理 , 本研究对剥层法进行了改进.
整体结构件在新型飞机中被广泛采用 , 它的特 点是尺寸大 、 壁薄 、 结构复杂
[ 2] [ 1]
电阻应变片测定应变的大小 , 即可计算出残余应力 分布 , 其常用公式为 σ(x ) = E 2
[ 3, 5]
, 但其内部初始残余
应力所引起的加工变形已严重制约着新机的研制和 生产 . 而要研究残余 应力引起加工 变形的规律 , 首先必须测试出材料内部的残余应力. 目前残余应 力的测试方法多达十余种
6061铝合金预拉伸板残余应力测量与分析
艺 制 备 ,其 生 产 工 艺 为 :铣 面一 加 热 一 轧 制 一 淬
测量得 到三个方 向的应变值 ,将其带人下面
火一 拉 伸 。
的公式 中,即可得 到沿 铝合金板长度 和宽度方 向
表 1 实 验 材 料
的残余 应 力值 。
板材
厚 度 /
编号 பைடு நூலகம்金状 态
数量 /张 钻孔数 个 设定拉伸量/%
场发生变化 ,从而使该局部 区域 的应变发生相应 2 试 验 结 果
1试 验 部 分
1.1 试 验 方 案 本 文 选 取 3块 由 同一 生 产 工 艺 制 备 的60mm厚
6061预 拉 伸板 作 为试 验 材 料 。在 板 材 淬 火 后 ,分 别 对 其进 行 1.5%、2.0%、2.5%的预 拉伸 。然 后用 ZDL一11型钻孔 装 置在 每张板 材 上钻 取2个 孔 ,使用 DRA一30A动静态应变仪分别测量其长度方 向及宽 度 方 向的残余应力值 ,获得该合金 、规格下最小 残余应力对应 的拉伸量 。并将试验所得较优拉伸
应 变仪 见 图2;电脑及 其它 配套 导线 。
式中: =一 ( ); = 3(1+m)笋一 72】称为释
放系数 ,其 中,a为小孔半径 ;r为应变片中心到小
孔 中心 的距 离 。
1.5 测 量 过 程
图 1 ZDL一¨钻 孔 装 置 图2 DRA一30A动 静 态 应 变 仪
1.4 测 量 原 理 采 用钻 孔 法测 量 铝合 金 预预 拉 伸板 残 余应
应 变 花 贴 片 的 三 个 方 向如 图 3所 示 :z为 板
1.2 实验 材 料
材长度方 向 ,x为宽度方 向 ,以z轴应变 片为参考
铝合金材料数控加工残余应力的分析

铝合金材料数控加工残余应力的分析发布时间:2021-11-03T19:34:30.819Z 来源:《基层建设》2021年第21期作者:王清华刘绍宏彭鹏尹超张忠海[导读] 摘要:由于铝合金材料数控加工行业的特殊性,对于我们所使用的一切技术都具有严格的要求。
中车唐山机车车辆有限公司河北唐山 064000摘要:由于铝合金材料数控加工行业的特殊性,对于我们所使用的一切技术都具有严格的要求。
其中残余应力与变形机理一直是我们研究过程中的两大难题,为了更有效的解决该行业所面临的问题,提高铝合金材料数控加工行业的产量。
关键词:铝合金材料;数控加工残余应力;前言:金属切削加工残余应力的产生涉及机床性能、装夹系统的强度与稳定性、毛坯材料的性能和状态以及零件结构与加工环境的相互作用等多种因素,是一个非常复杂的非线性力学过程。
世界范围内对该问题的研究由来已久。
国外在刀具角度对加工过程的影响、切屑的形成及切屑与刀具的接触和摩擦的模拟等方面取得了足以使工程认可的成果。
一、铝合金材料数控加工残余应力1.铣削加工。
为了便于进行弹塑性力学分析,根据分析的具体目标,将所面对的问题作如下抽象:①参照在忽略了温度和应变率效果的前提下,模拟在切削力作用下被加工表面的残余应力及其分布规律。
②假设刀具是刚性的且始终保持锋利。
③假设切削过程中,工件材料不发生粘弹性和粘塑性变形。
④工件发生塑性变形时满足Mises屈服准则。
⑤工件在反复加载、卸载时不存在Bauschinger效应。
⑥在二维有限元模拟计算过程中,认为该力学问题属于平面应变问题。
⑦切削时材料的去除过程采用有限元中生死单元技术来模拟。
2.铣削加工有限元模型。
铣削过程有限元模拟中,工件材料铝合金;铣刀为W9M03Cr4V高速钢三刃立铣刀,铣削方式为逆铣,刀具直径25 mm、前角160、后角270、螺旋角39。
;载荷边界条件为铣削试验所得到的铣削力。
网格划分使用稳定性好、精度高的平面四边形单元;模型上部为预设切屑,均匀分成3层,下部为基体,渐进式分成10层,共分成260个单元,有限元模型的位移边界条件为:底边固支+侧边局部铰支。
预拉伸铝合金厚板内部残余应力分布测试研究
・
设 计 与研 究 ・
组合机床与自动化J- jr  ̄ 技术
文章编号 :0 1— 2 5 2 0 )4— 0 8— 4 10 26 ( 07 0 0 1 0
预 拉 伸铝 合 金 厚 板 内部 残余 应 力 分布 测 试 研 究 术
张延 成 , 亚 东 , 维 堂 巩 孙
Hale Waihona Puke A t dy o h sdu lSt e s s Dit i to i i k Pr S u n t e Re i a r s e s rbu i n n Th c e—s r t he u i um a e te c d Al m n Pl t ZHANG n c e g,GONG — o g,S Ya — h n Ya d n UN e —a W itng
( col f ca i l n i ei Sh o o h n a E g er g& A tm t n ote s r nvr t,S ey n 10 4 hn ) Me c n n uo a o ,N r at nU i sy hn a g10 0 ,C ia i h e ei
t e r s l fme u e e ta ea a z d I i s o h h e me h d d u e hs p p i e a d h eut o a r s s m n r l e . t s h wn t a t e n w t o e c i t i a e i smpl n n y t d d n r s
ac rt , d i v r sf l g er g cu ae a s ey u eu e i ei . n n in n n
Ke y wor :t ik pr - tec e lmi u a e e i u l sr s ;me ur e t ds h c e sr t h d au n m pl ;r sd a te s t s m a e n ;mo i e a rr o lsr i dfd lye -e va tan i m me h d to
铝合金中厚板预拉伸消除应力
铝合金中厚板预拉伸消除应力1. 引言1.1 概述铝合金作为一种重要的结构材料,具有优异的特性,被广泛应用于航空、汽车、建筑等领域。
然而,在铝合金中厚板的制备过程中,由于内部残余应力的存在,会导致其性能和稳定性出现问题。
因此,预拉伸消除应力作为一种常见的处理手段得到了广泛关注。
1.2 文章结构本文将首先介绍铝合金中厚板预拉伸的意义,包括铝合金中厚板的应用领域和在制备过程中存在的应力问题;接着详细阐述预拉伸消除应力的原理与方法,包括材料性能与预拉伸效果之间的关系、实施流程以及对预拉伸效果影响的压缩装置和工艺参数;随后通过实际案例研究和分析,选择适当案例进行实验设计,并分析实验结果与数据;最后在总结与展望部分回顾研究成果,并针对存在问题提出改进方向展望。
1.3 目的本文旨在全面探讨铝合金中厚板预拉伸消除应力技术,并通过实际案例研究和分析,验证该技术的有效性和优势。
通过深入研究铝合金中厚板预拉伸消除应力的机理和工艺参数对效果的影响,进一步提高材料的性能和稳定性,为相关领域的工程应用提供科学依据和参考指导。
2. 铝合金中厚板预拉伸的意义2.1 铝合金中厚板的应用领域铝合金中厚板在工业和制造业中具有广泛的应用领域。
它可以用于航空航天、汽车、建筑和电子等行业,以及制造各种结构件、零部件和设备。
铝合金中厚板因其较轻的重量和良好的耐腐蚀性能而受到青睐。
然而,在制备过程中,铝合金中厚板常常会产生内部应力。
2.2 厚板制备过程中的应力问题在铝合金中厚板的制备过程中,由于冶炼、浇注、轧制等工艺步骤,会导致材料内部产生残余应力。
这些残余应力可能来自晶粒结构不均匀性、相变过程或非均匀变形引起的塑性畸变等因素。
这些内部应力会对材料的机械性能和变形行为产生负面影响,如影响材料的强度、硬度等。
2.3 预拉伸消除应力的作用和优势为了减轻或消除铝合金中厚板内部的应力问题,预拉伸被广泛应用。
预拉伸是通过采用适当的机械装置对铝合金中厚板施加拉力,并在一定温度下保持一段时间,以减小或消除材料的残余应力。
预拉伸条件下铝合金焊接残余应力的数值模拟
第28卷 第5期2008年10月 航 空 材 料 学 报JOURNAL OF AERONAUTI CA L MATER I ALSVol 128,No 15 Oct obe r 2008预拉伸条件下铝合金焊接残余应力的数值模拟李敬勇, 刘志鹏, 王 虎, 陆亚明(江苏科技大学江苏省先进焊接技术重点实验室,江苏镇江212003)摘要:利用ANSYS 有限元分析软件,通过APDL 语言编程,实现了不同预拉伸应力条件下铝合金平板对接焊过程中,温度场及应力场的模拟分析。
计算结果表明,预拉伸焊接法可以有效地控制焊接残余应力,随着预拉伸应力的增大,其焊后残余应力值逐渐减小。
当预拉伸应力σp 从0增加到90%σ012时,纵向残余应力降低了8516%。
模拟分析结果与实验测试结果基本吻合。
关键词:铝合金;预拉伸;残余应力;数值模拟中图分类号:T G404;TG 14612 文献标识码:A 文章编号:100525053(2008)0520059205收稿日期232;修订日期22作者简介李敬勇(63—),男,博士教授,(2)j y _@61。
焊接构件中复杂的残余应力状态可能直接或间接地减少构件的承载能力,特别是焊道区域高的拉伸应力是导致焊接接头脆性断裂的根源,并可能致使其疲劳强度恶化、减小构件的稳定性。
因此,焊接残余应力一直是国内外焊接学术界和工程界关注和研究的热点问题之一[1~3]。
由于铝合金的弹性模量小、线膨胀系数大,且高温塑性差,因此,其焊接结构,特别是铝合金薄壁构件,焊接时产生的热应力及焊后残余应力和失稳变形问题尤为突出。
预拉伸焊接法通过定量设置预加拉应力所形成的应力场与由温度场引起的应力场相叠加,改变试件内应力应变的分布状况,可以达到能动地控制焊接应力与变形的目的[4,5]。
本课题组采用预拉伸焊接法,通过实验方法有效地实现了对铝合金焊接试板纵向残余应力的控制,焊接试板的纵向挠曲变形和平面变形也均大幅减小[6]。
铝合金预拉伸厚板内残余应力分布的测量
的 函数 ( ) 也是 应 变 对 坐 标 的 函数 . 逐 层 铣 0 , 将 削 中获 得 的 一 组 一 口数 据 拟 合 成 一 个 函 数 关 系 () 0 或 ( , 后 代 人式 ( ) 微 分 和 积 分 项 中 , ) 然 1的
进 , 导 出应 力 释放 与产 生应 变 的叠代 关 系式 . 用 推 运
V o . 4 NO. 13 2
( trl ce c dt n Na a S ineE io ) u i
Fe r r 2 06 b uay 0
文章编号 :10 —6 X( 06 0 -0 30 0 055 2 0 )20 3 -4
Hale Waihona Puke 铝 合 金 预 拉 伸 厚 板 内残 余 应 力分 布 的 测 量 术
应 用 技 术 的研 究 . — a : uh n 16 cm E m i g ou @ 2 . o . l
Fi.1 Prncp ld a r m fl y r rm o a t o g i ia i ga o a e —e v lme h d
2 改 进 的 剥 层 应 变 法
郭 魂 左 敦 稳 ’ 王树 宏 王 珉
(. 1南京航 空航天大学 机电学院 ,江苏 南京 2 0 1 ; . 10 6 2 中国人 民解 放军驻五一一军代表室 ,江苏 南京 2 0 1 ) 10 6
摘
要 :因残 余应 力而 引起 的加 工 变形是 飞机 整体 结 构件 制 造 的难 题之 一 . 中针 对铝 文
该 方法 对铝 合金 预拉 伸板 7 7 T 3 05 7 5 1内部残 余应 力 分 布进 行 了测量 , 并对 测 量结 果进 行 了分析 .
就 能 求 得 ( . 是 数 据 一 ) 但 0拟 合 得 到 的 函 数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
林
化
工
学
院
学
报
20 0 6年
直 径 5 m. 二步 是 在 第 一 步 的基 础 上 在 下 表 0r 第 n 面切 出 两个 凹穴 , 具 直 径 1 m. 刀 9 r 在第 一 、 步 n 二 之 间 , 件将颠 倒 , 部 因此 在第 二切 削步 中刀具 轴 不 变, 即仍 然使用 刀具 1 然 而 为 了有 限元 模 型定 义 .
维普资讯
第2 3卷
第 2期
吉 林 化 一 学 院 学 报 L
J OURN^ OF JL N I S I TE OFCf I I I N T TU t EMI AL TE HN0 0GY C C L
VO . 3 NO 2 I2 . Apr . 2 0 0 6
20 0 6年 4月
文章 编 号 :0 72 5 (0 6 0 —0 50 10 —83 2O )20 力释 放 研 究
党 培 谭 , 联
(. 南工业大学 机电工程学院 , 南 郑州 4 05 ;. 北水利水电学院 动力系 , 南 郑州 400 ) 1河 河 5022华 河 5 0 8
收 稿 日期 :0 5 1 2 2 0 —1 —0
近年来 , 着 数控 铣 床 在 制 造业 中 的广 泛 应 随
作者简介 : 党
培( 9 8 , , 南南 阳人 , 17 一)女 河 河南工 业大学助教 , 主要从事数控加工方 面的研究
维普资讯
吉
有很少内部支架的薄壁件 , 整个部件将发生畸变 . 则
关
键
词 :数控加工 ; 余应 力 ; 残 有效 ( 无效 ) 因素 ; 应力释放 ; 曲 扭
文 献 标 识 码 :A
中 图 分 类 号 : G6 9 T 5
件内部原有的残余应力的释放情况以及应力释放 用, 高速铣削技术在现代制造技术 中扮演着越来 对 工件 最终 变形 的影 响 . 越重 要 的角色 . 民用 方 面 , 在 高速 切 削技术 作 为先 进制 造技 术之 一 , 是机 械制 造业 发展 的必 然趋 势 . 1 数 控 加 工 过 程有 限元 仿 真 此外 高速铣 削 作 为 数控 加 工 的主 要 手段 , 来 越 越 受到 航 空航 天 、 车 、 具 等 制造 行 业 的 青 睐 . 汽 模 例 1 1 数控 加工模 型 的建 立 . 如 , 空部 门 的大 型整 体薄壁 构件 的加工 , 航 一般 都 此次 模拟 中数 控 加工 模 型包 括 两 部 分 : 切 被 采 用数控 铣 床来 实 现 ; 车制 造 厂 也 普 遍 采用 数 削工 件 和切 削刀 具 . 切 削 工件 是 70 5 14 汽 被 1 3 5 1 控 加工 中心 , 行大 型件 的整体 加 工 , 而缩 短 产 mm 的 长 方 体 . 切 削 工 件 有 限 元 模 型 是 由 2 进 进 被 8 品的开 发周 期 【 卜引. 2 4个 六 面体 单 元 和 3 0 2 22 5个节 点 组 成 . 削 刀 切 在 制造 过 程 中 , 数控 加工作 为 材料切 除 过程 , 具有 两 个 , 布在 被 切 削工件 的上 、 表 面 , 持 分 下 支 广 泛用 于生 产符 合几 何 要 求 的最 后 部 件 . 被加 工 加工过程 中被加工工件的颠倒加工 , 见图 1 . 的材料 去掉 以后 , 重新 建立 平衡 , 由于残余 应 力 的 释放 在结 构剩 下 部 分 引 起 变 形 . 由此过 程 引起 的 变形通常取决于残余应力的大小和分布 , 也取决 于加 工后 的最 终 几 何 形状 . 于最 终 几 何 形 状 如 对 薄壁 件或横 向尺 寸 很 大 的板 结 构 , 形 可 以大 到 变 使 部件 严重 畸 形 . 重 畸 形 的工 件 不 但 不 能 起 到 严 设 计 的作 用 , 反而需 要 加工才 能恢 复功 能 , 这些 势 必会导致高报废率并增加加工成本 . 刀具 2 在制 造业 领 域 里 , A / AM 技 术 得 到普 遍 CDC 的应用 和发 展 . 些 系 统在 几 何 造 型 和 刀 具路 径 这 图 1 数控加工有 限元模型 的 自动 形成 等 方 面 具有 非 常 大 的 优 势 , 而 如何 然 被 切削 毛 坯 是 飞机 的 主要 材 料 : 硬 铝 合 金 超 将C DC A / AM 的 这 种 几 何 成 形 的 优 势 应 用 在 705预拉 伸 板 , 中弹 性 模 量 E=7 p , 松 7 其 2G a 泊 C E当 中 , 正 达 到真 实 模 拟 机 械 加 工 的过 程 , A 真 ,, 0 g m . 充分 发挥 计算 机 辅 助 设 计技 术 , 已成 为迫 切 需 要 比 0 3 密度 27 0k / 刀具运 动轨 迹是 在 ct ai a软件 中设 计 的 , 用 采 解决 的 问 题 . 文 利 用 MS Mae软 件 中 的 中 本 C. r “ 落石 出” 水 的层 层 切 除 方 法 . 工 过 程 包 括 两 个 加 C DN A / C接 口 , 人 C t 刀具 路 径文 件 , 拟 导 ai a的 模 第 0mm 刀 出机 械加 工过 程 中多轴 刀具 在不 同路 径控 制 中工 切 削步骤 : 一 步 将 上 表 面 切 掉 5 厚 。 具
摘要 :利用 MS Mac C. r 软件 中的 中 C / C接 口, AD N 导入 C l ai a的刀具路径文件 , 拟出机械加 工过程 中 模
多轴刀具在不 同路径控制 中工件 内部原 有的残 余应力 的 释放情 况 以及应力 释放 对工 件最 终变 形的 影 响. 材料 去除的越多 , 件内部原 有的残余 应力释放的越多 , 工 最后 : 件的变形 就越大 . 工件作 为航空上 将