SG-QP-05-Z09 关键器件检验规范
信息技术设备类产品关键元器件和材料定期确认检验等控制要求
中国质量认证中心编号:SC3/01-0901-0905:2011信息技术设备类产品关键元器件和材料定期确认检验等控制要求(工厂界定码0901-0905)第一版第5次修订(2016年1月1日实施)发布日期:2018年3月16日实施日期:2018年3月17日.1 目的为方便认证委托人、生产者、生产企业了解中国质量认证中心关于微型计算机、便携式计算机、服务器类产品关键元器件和材料定期确认检验等的工厂检查内容,特制订本要求。
2 内容关键元器件和材料定期确认检验控制要求修订次数:5 修订日期:2018-3-16 第 2 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 3 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 4 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 5 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 6 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 7 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 8 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 9 页共 12 页. 修订次数:5 修订日期:2018-3-16 第 10 页共 12 页.注1:仅仅满足本文件要求的成品确认检验合格记录,不能作为所有关键件满足认证要求的依据。
注2:工厂采购的是获得CCC认证或可为强制性认证承认的部件自愿性认证的关键件,工厂应确保进货时证书的有效性,只要这些证书有效,工厂即可不出示这些关键件定期确认检验报告。
对于带有电源适配器器具,尽管适配器已经获得CCC证书,如果检查员在现场通过对于适配器标志、外观、重量、进货价格等方面的观察结果,对适配器质量有异议,需要检查适配器的产品一致性.注3:工厂应按照认证机构的要求进行关键件定期确认检验并保留相应的确认检验报告;工厂对外购关键元器件和材料定期确认检验方法至少应与型式试验时的承认方法相一致,即:型式试验时是通过提交有效证书方式,则工厂应按注2描述确认。
关键零部件和材料检验规范

3.1.技术单位
3.1.1.提供3C认证产品型式试验合格样品的“关键零部件和材料”的“品名、规格/型号、生产厂家、商标”等信息,作为“生产一致”定期确认的依据;
3.1.2.定期(1次/季度)上CQC网站对“关键零部件和材料”中有3C认证证书有效性进行确认;
3.2.质管部:按照本规范的要求,对公司3C认证产品“关键零部件和材料”进行确认检查并予以记录。
关键零部件和材料确认检验记录表
认证产品:3C证书号:确认检验产品生产号:产品型号:
序号
零部件
名称
型号规格
商标
生产单位
产品认证证书
进料检验
结论
产品描述
确认检验
产品描述
确认检验
产品描述
确认检验
产品描述
确认检验
检验单号
判定
FT-W-ZG-H33-02A
4.6.当认证产品“关键零部件和材料”确认检验不一致时,由确认检验人填写《品质异常通知单》,经部门主管审查后发出,按《纠正与预防措施管理程序》执行;
4.7.认证产品“关键零部件和材料”的确认检验记录由质管部按《质量记录管理程序》相关规定予以保存。
5.相关文件
5.1.纠正与预防措施管理程序P-ZG-008
4.3.有关生产过程中的认证产品“关键零部件和材料”的质量,按照其相应的“进料检验标准”予以检验,记录其“检验结果”与“判定”结论;
4.4.若所进行“确认检验”的“关键零部件和材料”已有进行“3C强制认证”或“自愿认证”时,验证其认证证书的有效性,并予以记录;
4.5.有关认证产品“关键零部件和材料”的定期确认检验依据《关键零部件和材料确认检验控制要求》(附件一)执行,并记录予《关键零部件和材料确认检验记录表》(附件二)中
关键元器件进货检验规范(3C体系)

关键元器件进货检验规范
备注:产品一致性检查:
每批进货产品都应进行产品一致性检查。
对于获得CCC认证或可为CCC认证承认的部件自愿性认证的关键件,由检验员负责上网查询确认所持证书是否有效。
若证书无效,原则上予以退货;如有必要,需经质量负责人批准、视证书失效的原因决定是否予以放行。
对于尚未获得产品认证证书的关键件和材料可通过验证供应商提供检验报告的方式加以确认,检验报告内容及时效性应满足下述规定。
LED模块确认检验合格报告要求:
对不合格品的处理方法
对采购产品和外协件初步判定为不合格品的,由检验员将检验结果(缺陷描述)等,填写在采购产品进厂检验单中,做出标识,另行存放,按不合格品控制程序执行。
电子元器件检验规范标准书
(AQL)
重要缺陷(MA): 0.4;
次要缺陷(MI): 1.5.
5.参照文献
《LCR 数字电桥操作指导》、 《数字电容表操作指导》。
检查项目 缺陷属性
缺陷描述
包装检查
a. 根据来料送检单查对外包装或 LABEL 上旳 P/N 及实物与否 MA
都对旳,任何有误,均不可接受。
数量检查
a.实际包装数量与 Label 上旳数量与否相似,若不同样不可接 受;
MA
b.包装必须采用防静电包装,否则不可接受。
b. 包装必须采用防静电包装, 否则不可接受。
b. 包装必须采用防静电包装,否则不可接受。
目检
a. 实际包装数量与 Label 上旳数量与否相似,若不同样不可接受;
目检
MA
实际来料数量与送检单上旳数量与否吻合,若不吻合不可接受。
点数
a.Marking 错或模糊不清难以识别不可接受;
检查方式 目检 目检 点数
目检
焊锡性检查
PIN 上锡不良, 或完全不上锡,均不可接受;(将零件脚插入
MA
现使用之合格松香水内, 所有浸润, 再插入小锡炉 5 秒钟
左右后拿起观看 PIN 与否 100%良好上锡;假如不是则拒收)
实际操作
安装检查
MA
a. 针脚不能与原则 PCB 顺利安装;
b. 针脚露出机板长度不不不大于 0.5mm 或不不大于 2.0mm;
2. 合 用 范
围
合用于我司所有排针&插槽(座)之检查。
3. 抽 样 计 依 MIL-STD-105E, LEVEL II 正常单次抽样计划;详细抽样方式请参照《抽样计划》。
划
4. 允 收 水 严重缺陷(CR): 0; 准(AQL) 重要缺陷(MA): 0.4;
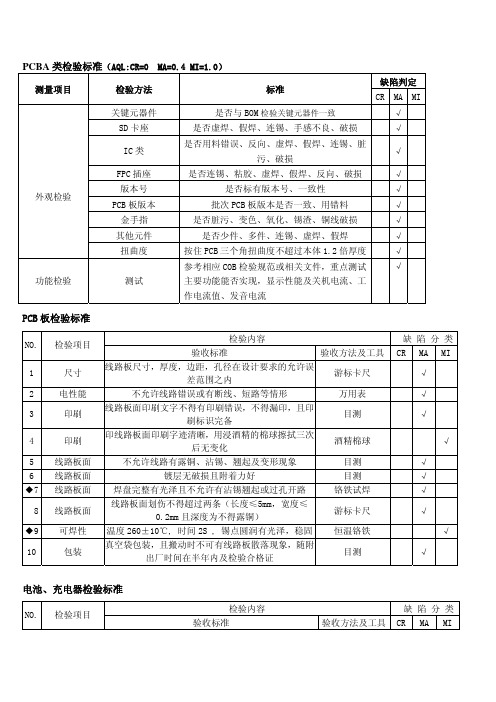
关键元件检验标准
◆7
耐焊接热
温度 260±10℃, 浸锡时间 5S 后,外观、电气与机械 性能良好
8
包装 包装良好,随附出厂时间在半年内及检验合格证
恒温铬铁 恒温铬铁
目测
√ √ √
酒精棉球 目测
游标卡尺
√ √ √
◆6 可焊性
温度 260±10℃, 时间 2S , 渗锡表面光滑
锡炉
√
◆7 耐焊接热 温度 260±10℃, 浸锡时间 5S 后,外观、性能良好
锡炉
√
8 引出端强度
水平拉力 10N,时间 5S,无可见损伤
测力计
√
9
包装
包装良好,随附出厂时间在半年内及检验合格证
目测
√
晶随附出厂时间在半年内及检验合格证
目测
√ √
√ √ √ √ √ √
电感检验标准
NO. 检验项目 1 值与偏差
检验内容 验收标准 实际值应在误差范围内
验收方法及工具 LCR 电桥
缺陷分类 CR MA MI
√
2
标识
标识完备、准确、无错误
目测
√
3 标识附着力 4 外观检查 5 尺寸及封装
标识清晰,用浸酒精的棉球擦拭三次后无变化 无变形、无破损、无污迹,引线无氧化现象 符合设计要求
√
目测
√
游标卡尺
√
◆6 可焊性
温度 260±10℃, 时间 2S , 渗锡表面光滑
◆7 耐焊接热 温度 260±10℃, 浸锡时间 5S 后,外观、性能良好
8 引出端强度
水平拉力 10N,时间 5S,无可见损伤
9
包装
包装良好,随附出厂时间在半年内及检验合格证
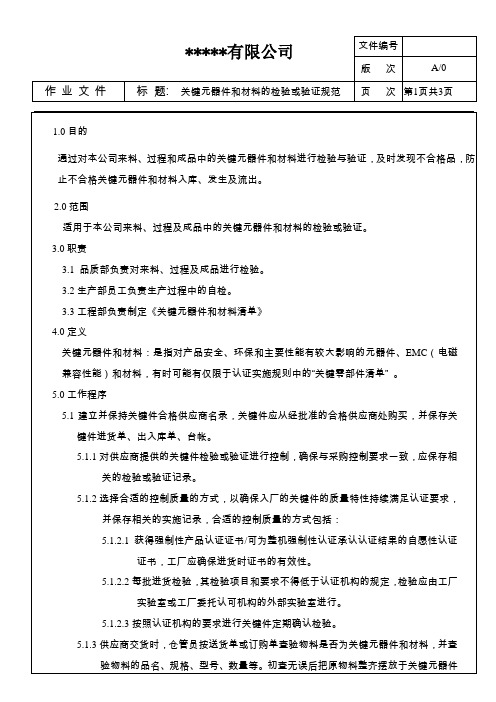
关键元器件和材料的检验或验证规范
5.3.1 FQC依《抽样计划表》对成品进行随机抽检,并将检验结果记录在《抽检报告》中,并根据《抽样计划表》中相关规定判定此批成品是否合格。
5.3.2检验发现的不合格品,看是否为关键元器件和材料引起,并按《不合格品管理程序》处理。
5.3.3经FQC检验合格的成品由生产部入库,QA定期对成品按公司型式实验项目进行实验,对关键器件的一致性进行确认,并填写《例行实验报告》。
5.3.4对最终产品的安全性或电磁兼容性能(有认证要求时)造成重要影响的关键工序、结构、关键件等应能在生产过程中通过建立和保持生产作业指导、照片、图纸或样品等加以控制,确保最终产品与认证样品一致。
5.4关键元器件和材料的定期确认检验
5.4.1关键元器件和材料的定期确认检验参照《关键元器件定确认检验管理规范》。
5.2制程检验
5.2.1车间主任在生产前,首先确认所需生产的产品的各种规格要求,在正常生产时,需进一步核对产品的各项品质要点。
5.2.2生产部员工在生产过程中必须做好关键元器件和材料的自检。
5.2.3 IPQC按相关标准对半成品进行检验并将结果填写在《制程检验记录表》中。
5.2.4生产过程中发现的不合格品按《不合格品管理程序》处理。
5.1.7经检验之不合格品,IQC人员应填写《品质异常联络单》经主管确认后通知采购部,具体按《不合格品管理程序》实施。
5.1.8来料急需生产而来不及作检验时,由生产部提出申请,经总经理批准可紧急放行,但生产过程中必须进行检验,并按规定对来料做好标识、记录,以便品质异常时追踪。
5.1.9关键元器件和材料在检验中发现不符合产品要求时应予以批退,不许特采。并要求供应商回复,改进物料小批量验证合格后再正常生产。
6.0相关文件
关键元器件进货检验规范
关键元器件进货检验规范12KV 真空断路器1范围本规范规定了12KV真空断路器(包括操动机构)进货检验规则,检验要求及方法。
2引用文件GB1984—2003 高压交流断路器产品确认检验控制程序不合格品控制程序3检验规则3.1总则所有断路器均应按规定的程序实施进货检验并出具进货检验报告。
3.2检验依据除本规范外,尚应以下列文件作为检验依据GB1984—2003供方提供的该型号规格断路器的安装使用说明书3.3检验项目600次操作循环的机械操作3.4检验数量与结果判定对每个供方提供的断路器任抽取一台按3.3规定的项目进行试验,所有的检验项目均通过才能判定检验合格,如果进货检验不合格,按不合格控制程序规定处理。
4 600次操作循环的机械操作检验要求及方法、4.1要求试品按正常使用条件安装,主电路不通电情况下进行,试验过程中不得调节试品,试验过程中试品动作应可靠,试后验证合格,试验按下表规定进行。
4.2 试验方法4.2.1合—3min—分—3min循环操作a)在最低操作电压下操作时:控制电路电源为直流时,合闸脱扣器/线圈施加80%U op,分闸脱扣器施加65% U op;控制电路电源为交流时,合闸脱扣器/线圈施加85%U op,分闸脱扣器施加85% U op。
b)在额定操作电压下操作时:论控制电路电源交流还是直流,合闸脱扣器/线圈施加U op,分闸脱扣器施加U op。
在最高操作电压下操作时:不论控制电路电源交流还是直流,合闸脱扣器/线圈施加110% U op,分闸脱扣器施加120% U op。
注:U op为控制电路电源额定电压(额定操作电压)。
试验由程序控制器或操动按钮操作。
各进行100次循环。
4.2.2具有自动重合闸的断路器,分—0.3s—合分—3min合—3min循环操作。
合、分闸脱扣器施加U op,过流脱扣器施加额定脱扣动作电流(或电压)。
试验由程序控制器(或电路)进行操作75次。
4.2.3不具有自动重合闸功能的断路器,合—3min分—3min。
低压断路器类产品关键元器件和材料的定期确认检验控制要求
中国质量认证中心编号:SC3/01-0305、0306:2009
低压断路器类产品关键元器件和
材料的定期确认检验控制要求
(工厂界定码 0305、0306)
第一版第0 次修订
发布日期:2009年2月28日实施日期:2009年3月1日.
1 目的
为方便认证申请人、制造商、生产厂了解中国质量认证中心关于低压断路器类产品关键元器件和材料定期确认检验的工厂检查内容,特制订本要求。
2内容
2.1关键元器件和材料定期确认检验控制要求
2.1.1(不具有剩余电流保护)塑壳断路器(MCCB)类产品关键元器件和材料定期确认检验控制要求
2.1.2万能式断路器(ACB)类产品关键元器件和材料定期确认检验控制要求
注1:成品确认检验一般不能替代关键元器件和材料的定期确认检验,但若其项目、标准、频次等符合关键元器件和材料的定期确认检验(包括国抽及自愿认证试验的有效报告),则可替代;
注2:需定期确认检验的关键元器件和材料仅限于外购件;
注3:如工厂采购的是获得CCC认证证书或国家认可的自愿认证证书的零部件,只要相应证书有效,工厂可不出示这些关键件和材料的检验报告;
注4:未标年号的标准以现行有效的标准版本为准;
注5:表中带**的两栏要求按相关成品材料的国标﹑行标或企业的规定进行。
关键元器件检验及验证作业规范
1.目的:为了保证本公司产品安全性、可靠性、满意客户需要。
2.适应范围:本公司生产所需关键元器件材料。
3.内容
3.1产品生产所需的所有关键件材料在进料时必须依据相应的进料检验规范进行检验和验证,并做好相关记录,具体检验规范参见品质部《进料检验规范》文件;
3. 2.关键元器件材料的检验验证如因故需要由供应商进行时,必须要求供应商提供相关的检验试验记录,并在进料收货时及时收回存档3. 3.本厂产品的关键元器件材料清单祥见关键件清单。
4.相关文件
4.1《抽样检验标准》
4. 2《进料检验规范》
5. 相关表单
5.1 《进料检验报告》。
关键元器件定期确认检验规范
电气间隙、爬电距离和绝缘穿透距离
目测和测试,应符合
2.10规定,并与型式试验报告
碘强度5.2
耐压测试仪
防火4.7
用针焰燃烧器或垂直/水平燃烧器试验,应符合表
4.7.3.4的要求.
4.绝缘C2
检查结才^并按2.10和
5.2的要求进行检验测试.
文件类别:检验标准
文件编号:BQ-83-135
版本:1.02
文件名:关键元器件定期确认检验
页次:5/8
制订日期:2021.12.03
标准
电源开关〔含继电器开关〕
抗电强度15
GB15092.
1
一次/批
根本绝缘、工作绝缘、附加绝缘
1500V〜,增强绝缘3000V〜.
发热16
应通过16试验,端子
温升不超过45K,其他部件温
升不超过表13规定的限值.
耐久性17
用耐久性试验装置试验,应通过17有关试验.
标准
1目的
为了标准工厂现场检查工程中对关键元器件和材料定期确认检验的检查要求,
保证检查有效性和检查要求的一致性,特制订本方法.
2范围
适用于计算机内置电源及电源适配器充电器〔工厂界定编码:0903〕类产品的
工厂检查.
3内容
3.1关键元器件和材料定期确认检验限制要求依据:
C
厂品种类编码:工厂界定编码:
0907产品名称:计算机内置电源及电源适配器充电器
A7的HBF级泡沫材料的可燃性试验;
A8的HBK材料的可燃性试验.
光电耦合器
1.抗电强度
GB4943
一次/批
3000V,1min,输入与输出间.耐压测试仪.
2.内外部爬电距离与电气间隙
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号
SG-QP-05-Z09
版本
V_1.0
1目的
为了使认证产品满足认证标准和实施ቤተ መጻሕፍቲ ባይዱ则对关键元器件和原材料的要求,确保认证产品的质量,特制定关键元器件和原材料的检验或验证程序以及定期确认检验程序。
2范围
本程序规定了关键元器件和原材料的范围和检验或验证方法以及定期确认方法,适用于认证产品。
4.8关键元器件和原材料确认检验发生的记录按《记录控制程序》执行。
5相关文件
5.1《记录控制程序》
5.2《不合格品控制程序》
6记录
4.2质量管理部负责编制关键元器件和原材料定期确认检验指导书,经质量负责人审批后发给有关部门执行。
4. 3关键元器件和原材料定期确认检验依据和试验方法。
4.3.1国家标准、行业标准。
4.3.2合同书和检验指导书。
4.4检验或验证程序规定
4.4.1关键元器件和原材料由电气制造部库管负责进行检验或验证。
4.6.2由电气制造部负责联系,由质量管理部、多媒体开发部配合到供方单位进行确认检验。
4.6.3当本公司检测设备不能满足定期确认检验时,委托有检验资格的检验机构负责进行确认检验。
4.7检验结果的处置
4.7.1凡经确认检验合格的关键元器件和原材,可以入库,用于生产中。
4.7.2凡经确认检验不合格的关键元器件和原材料,按《不合格品控制程序》处置。
4.4.2电气制造部库管对每批到货的关键元器件和原材料从外包装、元器件外观进行检验证数量、产品合格证、质量证明书等内容,对检验验证结果出示检验报告。
4.5关键元器件和原材料定期确认检验的规定
4.5.1供方第一批提供的关键元器件和原材料,必须经过确认检验。
4.5.2当关键元器件和原材料的型号、规格有所变更时必须进行确认检验。
3职责
3.1质量管理部负责关键元器件和原材料的确认,编制关键元器件和原材料明细表。
3.2多媒体开发部负责编制关键元器件和原材料定期确认检验指导书,并负责定期确认检验工作。
3.3质量负责人批准关键元器件和原材料明细表和关键元器件和原材料定期确认检验指导书。
4工作程序
4.1质量管理部根据本公司认证产品标准的要求,确定本公司认证产品生产所用的关键元器件和原材料明细表,经质量负责人批准,发给有关部门执行。
4.5.3关键元器件和原材料的合格供方变换时必须进行确认检验。
4.5.4在生产过程中发现产品质量不合格时,应对关键元器件和原材料进行确认检验。
4.5.5一般情况下,每季度应对关键元器件和原材料进行确认检验。
4.6关键元器件和原材料定期确认检验的方法
4.6.1由本公司质量管理部检验员对关键元器件和原材料进行确认检验。