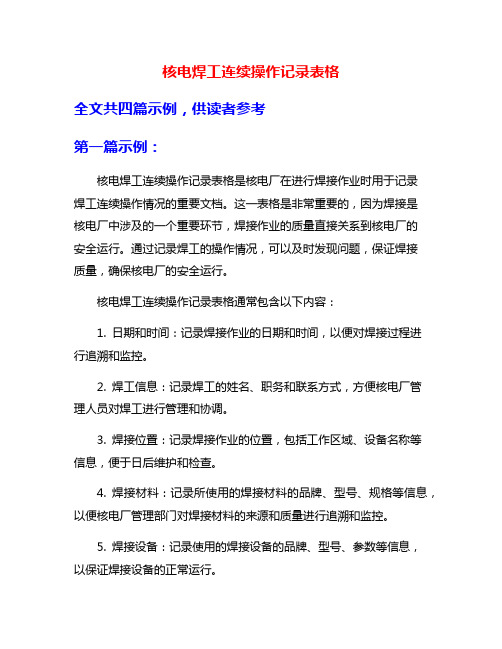
焊接过程操作记录
焊接过程记录表

焊缝表面质量检验单
产品名称
零件名称
焊缝类型
班组
产品图号
,
零件图号
焊接方法
焊工代号
产品编号
材质
^
焊缝位置
工件编号
规格
Ф
施焊日期
检
}
验
记
录
类别
外表面
内表面
表面缺陷
焊缝
最高
咬边深度
连续长度
…
余高
最低
熔渣飞溅物
总长
焊缝宽度
!
最宽
其它:
最窄
焊角高度
结 论
检 验 员
年 月 日
{
焊接过程记录表
产品图号
焊件图号
母材
产品编号
容器类别
¥
产品名称
焊件名称
规格
Ф
台份编号
施焊班组
;
施焊
项目
焊工
代号
焊缝
类型
焊接
方法
焊接
/
位置
数量
焊接材料
焊接规范参数
(
焊材
规格
焊剂
烘干温度
电源及极性
层数ቤተ መጻሕፍቲ ባይዱ
电流
电压
焊速(cm/min)
]
℃
(
\
℃
^
℃
》
/
℃
,
℃
》
*
℃
^
℃
>
\
℃
》
℃
.
说明
施焊者:
年 月 日
检验员:
年 月 日
核电焊工连续操作记录表格
核电焊工连续操作记录表格全文共四篇示例,供读者参考第一篇示例:核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。
这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。
通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。
6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:核电焊工连续操作记录表格为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。
为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。
本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。
2. 工作人员信息:记录参与焊接作业的工作人员的姓名、工号、职务等信息。
3. 焊接材料信息:记录使用的焊接材料的型号、规格、批次等信息。
5. 焊接参数:记录焊接过程中的焊接参数,包括焊接电流、焊接电压、焊接速度等信息。
应及时填写焊接工作记录

应及时填写焊接工作记录摘要:1.焊接工作记录的重要性2.焊接工作记录的内容3.如何填写焊接工作记录4.焊接工作记录的保存与归档正文:焊接工作记录是记录焊接过程、结果和质量控制的重要文件,对于保证焊接质量和提高生产效率具有重要意义。
因此,应及时填写焊接工作记录,为焊接工程的质量提供保障。
一、焊接工作记录的重要性焊接工作记录是焊接质量管理的基础,对于追踪焊接质量、分析焊接缺陷和提高焊接技术具有重要作用。
同时,焊接工作记录还是焊接工程验收、评估和维护的重要依据,对于确保焊接工程的长期稳定运行具有重要意义。
二、焊接工作记录的内容焊接工作记录应包括以下内容:1.焊接任务的基本信息,包括焊接部位、焊接材料、焊接方法等;2.焊接过程的描述,包括焊接顺序、焊接参数、焊接缺陷等;3.焊接结果的评价,包括焊接质量、焊接强度、焊接变形等;4.焊接质量的控制,包括焊接质量的检查、焊接质量的改进等。
三、如何填写焊接工作记录在填写焊接工作记录时,应严格按照规定格式和要求进行,确保记录的准确性和完整性。
具体操作如下:1.根据焊接任务的基本信息,填写焊接工作记录的封面和目录;2.根据焊接过程的描述,填写焊接工作记录的正文部分;3.根据焊接结果的评价,填写焊接工作记录的结论部分;4.根据焊接质量的控制,填写焊接工作记录的附录部分。
四、焊接工作记录的保存与归档焊接工作记录的保存与归档对于保证焊接工程的长期稳定运行具有重要意义。
具体操作如下:1.焊接工作记录应保存在干燥、通风、避光的环境中,避免阳光直射、潮湿和尘土污染;2.焊接工作记录应按照焊接任务的编号和日期进行归档,方便查找和管理;3.焊接工作记录的归档应定期进行,一般每年一次,对于重要的焊接工程,应根据实际情况进行调整。
焊接过程记录与检查表

. . .. . .
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
焊接管理记录(过程)-中英

塔段号 Tower Segment No.
钢板 焊缝 厚度 编号 (mm) Weldin Plate g Seam Thickne No. ss
焊接前施工确认 Confirmation before Welding CO2打底焊 FCAW for Backing Weld 焊材批号 Batch Number of Welding Materials 焊丝 Welding Wires
焊接管理记录
Records of Welding Management
塔段编号 Tower Segment No. 管理者 Responsible Person QC确认 QC Confirmation
填写说明: 1.CO2打底焊焊缝厚度4~6mm,焊缝表面无缺陷。确认焊缝符合要求后在 CO2打底焊打钩确认。 2.焊接区域20mm范围无油、锈、水、氧化渣等杂质,相对湿度大于 90%时,烤枪加热焊缝区域, 确认这些焊缝周边环境后在焊缝周边环境 处打钩确认。 3.预热温度,按照规定预热,在焊接前确认温度并填写实测温度。层间温度为焊接过程中最高温度。
填写说明: 1.CO2打底焊焊缝厚度4~6mm,焊缝表面无缺陷。确认焊缝符合要求后在 CO2打底焊打钩确认。 2.焊接区域20mm范围无油、锈、水、氧化渣等杂质,相对湿度大于 90%时,烤枪加热焊缝区域, 确认这些焊缝周边环境后在焊缝周边环境 处打钩确认。 3.预热温度,按照规定预热,在焊接前确认温度并填写实测温度。层间温度为焊接过程中最高温度。
HWE-JL-QC-02-005-2017
焊接材料 Welding Materials
Illustration: 焊丝 1.As for FCAW, weld thickness should be 4~6mm and weld surface should be without defects. Put a tick in the "FCAW for Backing Welding Wires Weld" column after qualified confirmation of welding seam. 2. Grease, rust, water, oxidizing slag and other debris shouldn't exist in 20mm radius around welding area. When relative hum idity is bigger than 90%, heating torch is needed for welding area. Put a tick in the "Surrounding Environment of Welding Seam" after 焊剂 qualified confirmation of surrounding environment. Welding Flux 3. Preheating work should be according to relevant regulations. Inspectors need to confirm temperature and fill in actural va lue before welding. Interpass temperature should be the highest temperature during welding process.
焊接过程的控制环节和保存的运行记录
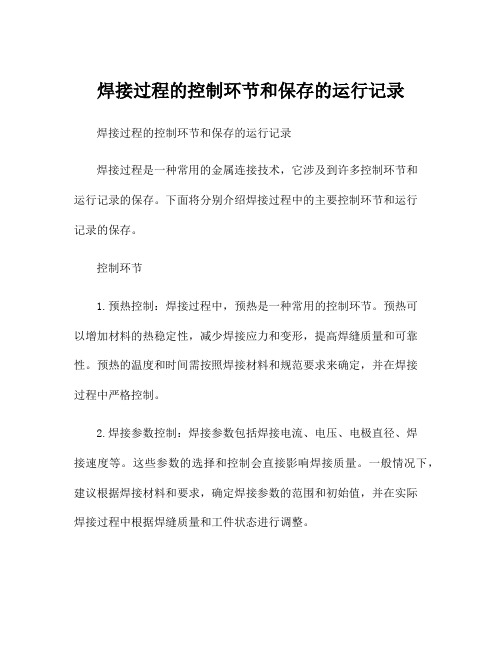
焊接过程的控制环节和保存的运行记录焊接过程的控制环节和保存的运行记录焊接过程是一种常用的金属连接技术,它涉及到许多控制环节和运行记录的保存。
下面将分别介绍焊接过程中的主要控制环节和运行记录的保存。
控制环节1.预热控制:焊接过程中,预热是一种常用的控制环节。
预热可以增加材料的热稳定性,减少焊接应力和变形,提高焊缝质量和可靠性。
预热的温度和时间需按照焊接材料和规范要求来确定,并在焊接过程中严格控制。
2.焊接参数控制:焊接参数包括焊接电流、电压、电极直径、焊接速度等。
这些参数的选择和控制会直接影响焊接质量。
一般情况下,建议根据焊接材料和要求,确定焊接参数的范围和初始值,并在实际焊接过程中根据焊缝质量和工件状态进行调整。
3.焊缝准备控制:焊缝准备是焊接过程中的重要环节,包括焊缝几何形状、尺寸和清洁度等要求。
对于要求较高的焊接,焊缝准备控制应特别注意,确保焊接接头的几何形状和尺寸满足要求,并保持焊接接头的清洁度,以提高焊接质量和可靠性。
4.焊接保护控制:焊接过程中,金属材料易受氧化和污染。
为了保护焊接过程中的金属材料和保证焊缝质量,常采用保护气体、焊接剂和防护设备等措施。
在焊接过程中需对焊接区域的气氛进行控制,保证焊接接头的质量。
运行记录的保存1.焊接过程参数记录:在焊接过程中,对焊接参数的记录是非常重要的。
包括电流、电压、焊接速度、焊接时间等参数,以便后期分析焊接结果和优化焊接工艺。
2.焊接过程问题记录:如果在焊接过程中出现问题,如焊缝质量不合格,需要记录下问题现象、可能原因和解决方法,以便后续分析和改进。
3.焊接材料质量记录:焊接过程中使用的焊接材料需记录材料的批次、规格、生产厂家等信息,以确保焊接质量,追溯可能存在的质量问题。
4.焊接设备记录:焊接设备的运行情况也需要进行记录。
包括设备的型号、使用时间、保养维修情况等,以确保设备正常工作,提供可靠的焊接条件。
5.焊接工艺规程记录:焊接过程的工艺规程是焊接过程控制的依据。
焊接过程监控记录
焊接过程监控记录焊接是一项精细而复杂的工艺,不仅需要有专业的技术和经验,还需要有完善的过程监控记录,以确保焊接质量,同时也为后续的调试、维护和质量追溯提供了必要的依据。
本文章将从以下几个方面详细介绍焊接过程监控记录的重要性及内容。
一、焊接过程监控记录的重要性1. 标准化管理过程监控记录为焊接过程提供一份标准化的管理档案,记录了各阶段的过程参数和效果,可以对焊接操作进行全面监控和评估。
2. 预防质量问题监控记录可以帮助焊接人员及时发现焊接过程中的异常情况,以便及时调整焊接参数和工艺操作,从而有效预防焊接过程中出现的各种质量问题,保证焊接质量。
3. 问题排查在发现焊接质量问题时,可以通过查看监控记录,确定问题出现的时间和具体位置,并进行相应的排查和修正。
在后续的维护中也可以通过监控记录,找到维护点,快速维修设备,减少停机时间和成本。
4. 质量追溯和评估监控记录可作为质量追溯的依据,以便对产出产品、焊接过程等进行评估、分析与监督,及时发现问题,改进工艺和参数,提高生产效率和产品质量。
二、焊接过程监控记录的内容1. 焊接前准备记录进行焊接操作前的准备情况,主要包括气体气压、电源电压、功率等参数的设定,焊丝、电、气等辅助设备的检查情况等。
2. 焊接过程记录焊接过程中的各项参数及数据,如焊接速度、焊接时间、电流电压等,同时记录焊接操作人员、焊机型号等相关信息。
3. 焊接后记录焊接后的检查情况,如焊缝外观质量、尺寸等,同时记录焊接后清理情况,如切割余料等。
4. 异常情况记录记录焊接过程中出现的异常情况及处理结果,如产生焊裂、花焊、熔渣保留等问题,以及相关处理过程和效果。
5. 焊接质量评估通过对监控记录进行评估、分析、比对,确定焊接质量是否符合标准要求,如需要作出调整和改进等需要。
三、焊接过程监控记录的建议1. 记录完整要求记录人员在进行监控时要记录尽量多、尽量全的信息,以方便及时发现问题并作出相应的措施。
2. 记录真实要求记录的数据真实可信,不要出现篡改、删减等情况。
焊接工序特殊过程确认记录
对于生产上的辅助设备包括配件等。在我国有些企业经常会因为机器缺少配件给停工。
确认人员/日期:
5监控及记录情况确认:(测)
建立有焊接过程的验收记录并配置合格的监测设备进行控制。验收记录涉及监控内容如:焊接电流、时间、焊材等参数要求;确保焊接过程的质量符合要求。
确认人员/日期:
确认结论:
□过程能力充分,达到实现所策划的结果的能力。
确认人员/日期:
3、材料确认:(料)
材料供方名称:
规格型号/合格证:有合格证
对材料建立严格的监控过程和监控记录,如在合格供方处采购,Байду номын сангаас验证材料的合格证、质检报告及质量,在焊接过程进行自检和互检,当有温、湿度要求时应对温、湿度进行记录,各班应填写相关记录并保存记录。
确认人员/日期:
4、作业程序和方法文件的操作可行性、合理性、有效性评价:(法)
□过程能力不足,需要改进。
改进措施:
1.生产环境(5S)可以说工厂生产环境的可以影响到作业员的生产效率,你想想作业员工作台附近没有规定的区域,作业的工具都是随手乱放,这样会造成什么样后果?当然是生产效率下降,产品生产不良出现。。
2. 辅助工具也重要(间接单位)
而对于企业来说,产品生产辅助工具可以分为:辅助设备和辅助材料。
辅助材料:属于原材料还是间接费用,看辅助材料的用途,如果是用于生产,可以归集到某项产品的成本上就可以作为原材料,如果是其他部门领用,损耗等等,不可以归集到某项产品,那么就作为间接费用。打个比喻来说,你去办房产证,要有许多的辅助材料,缺少一个你的房产证就办不下来。其实道理很明白也就是说在产品生产过程中这些一个都不能少。
焊接
需确认的过程
氩弧焊焊接过程
(焊接过程)特殊过程确认记录表
特殊过程确认记录表
附件一 培训记录
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做
了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
焊接实训过程及内容记录
焊接实训过程及内容记录嘿,咱今儿就来说说焊接实训这档子事儿啊!你可别小瞧了焊接,那可是一门技术活儿呢。
走进焊接实训室,一股独特的气味就扑面而来,那是金属和焊接材料混合的味道,闻着就感觉充满了挑战。
先得把各种工具准备好,像什么电焊机啦、焊条啦、防护面罩啦,一个都不能少。
当你拿起电焊钳,戴上防护面罩的那一刻,感觉自己就像个超级英雄,准备去征服那些不听话的金属。
焊条与焊件接触的瞬间,“呲啦”一声,火花四溅,就好像是一场小小的烟花表演。
可别光顾着看火花好看啊,稍不注意,就可能被烫到呢!这就像是走钢丝,得小心翼翼的。
焊接的时候,那姿势可得摆对了。
你得稳稳地蹲着或者站着,手臂要有力,不然焊条可不听你的使唤。
想象一下,就像是在给金属做手术,得精细、得准确。
有时候焊条粘在焊件上了,哎呀,那可真让人着急,就好像走路的时候突然被什么东西绊住了一样。
焊接的过程中,还得注意电流的大小。
电流大了,容易烧穿焊件;电流小了,又焊不牢。
这可真是个技术活啊,得不断地调整,就像调收音机的频率一样,得找到那个最合适的点。
焊缝的质量也是至关重要的。
要焊得平整、光滑,不能有气孔、夹渣什么的。
这就要求我们得有耐心,一道焊缝不行就再来一道,就像打磨一块璞玉,得慢慢地雕琢。
有时候焊接久了,眼睛会被弧光刺激得难受,这时候就得赶紧休息一下,看看远方,让眼睛缓一缓。
这就像是跑马拉松,不能一直拼命跑,得适当休息,不然可坚持不到终点。
焊接实训可不只是动手,还得动脑子。
要思考怎么焊接才能更牢固,怎么才能提高效率。
这可不是随随便便就能做好的事儿啊!当看着自己亲手焊接的焊件,那成就感简直爆棚!就好像是自己创造了一个小世界一样。
虽然可能不完美,但那是自己努力的成果啊。
总之,焊接实训是一次充满挑战和乐趣的经历。
它让我们学会了耐心、细心和坚持。
虽然过程中可能会遇到各种困难,但只要我们不放弃,就一定能焊出属于自己的精彩!这就是焊接实训,你说是不是很有意思呢?。