车床尾座套筒加工工艺规程设计
车床尾架套筒的加工工艺
17
精磨
四爪卡盘装夹,中心架托住,校准外圆夹紧,精磨内锥孔至 图样尺寸,保证大端Ø31.269±0.02、 Ra0.4,并且涂色法检 验圆锥孔母线全长内接触面不少于75%
机械加工 热处理
C6140
5 6
车削 车削
一夹(四爪卡盘)一托,按图车削长度276,二端内孔车60º 内锥面。 二顶尖定位安装,车外圆¢55-00。013为¢55.5±0.05,一端倒角2.25×45º ,一 端倒R3.25。 外圆定位,一夹(四爪卡盘)一托,校准车内孔 ¢30+0。025为¢29.5±0.05、长度为44,割内槽¢34×1.7并控制长度,车60º 内锥面,Ra0.8。
车床尾架套筒的加工工艺
车床尾架套筒机械加工工艺过程卡
材料 45 毛坯种 类 圆钢 毛坯外型 尺 寸 ¢60X283
工
工序名 序 称 号 落料 ¢60×283
ห้องสมุดไป่ตู้工序内容
车间 准备
工艺装备
1
2
正火
HB160~220
热处理
3 4
粗车 调质
粗车¢55外圆为¢58,长度276至280,钻孔¢28深192,调头装夹钻孔 ¢25。 HB220~250
机械加工 机械加工
C6140、中心 架 C6140 CK7525、中心 架
7
车削
机械加工
车床尾架套筒机械加工工艺过程卡
8 车 削 铣 油 槽、 铣 键 槽 钳 工 钻 孔 钳 热 处 理 研 磨 粗 调头,一夹(四爪卡盘)一托,校准夹紧,车 削内锥莫氏4#,控制大端尺寸¢30.7±0.05,涂 色法检验内锥孔,全长上接触≥60%, Ra1.6, 最后车60º内锥面、孔口为Ø36, Ra0.8。 以二端60º锥孔定位,加工R2深2的圆弧油槽, 铣削 8 宽的键槽,控制50.5-0.2 ,Ra1.6,保证平行 度、对称度公差 机械 加工 CK7525、 中心架、 莫氏4#锥 度塞规。
车床尾座套筒加工工艺规程设计

四、机械加工工艺过程
4. 3 热处理
调质28~32HRC 一般习惯将淬火加高温回火相结合的热处理称为调质处理。 作用:调质处理后得到回火索氏体组织,它的机械性能均 比相同硬度的正火索氏体组织为优,为后续加工作准备。
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4. 4 .1 半精车
车床尾座套筒加工工艺规程设计
三、分析零件图
3.3 其他结构
Ф6的孔是排气 孔,位置精度和尺 寸精度要求精度不 高。
Ф30的内孔是用 来安装手轮丝杆的, 因此有配合精度要 求。
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.1制造毛坯
下料: 棒料Ф80mm×165mm 锻造: 锻造尺寸Ф60mm×285mm 热处理:正火
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.5 精车
夹左端外圆, 中心架托右端外圆, 找正外圆,车mm孔 至mm,深44.5mm, 车Ф34mm×1.7mm槽, 保证3.5mm和1.7mm
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.5 精车
倒头,夹右端外圆中心架左端外圆,找正外圆,车莫 氏4号内锥孔,至大端尺寸为mm,车左端头Ф36mm×60°
四、机械加工工艺过程
4.8 钻孔、修毛刺
钻Ф6mm孔, 其中心距右端面为 25mm
钳工:修毛刺
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.9 热处理
左端莫氏4号锥孔及160mm长的外圆部分,高频感 应加热淬火45~50HRC
车床尾座套筒加工工艺规程设计
四、机械加工工艺过程
4.10 研磨
车床尾座套筒的材料与加工工艺设计
第二章加工工艺规程设计2.1 车床尾座套筒零件的作用车床尾座是车床上常用的部件,在轴类工件的加工、端面钻孔、较孔等工序中经常应用,其工作状 况好坏对工件加工质量有着较大的影响。
车床尾座的主要作用是为轴类零件定心,同时具有辅助支撑和 夹紧的功能。
尾座顶尖的定位精度直接影响机床加工工件的径向尺寸精度,以及圆度、圆柱度、同轴度 等形位精度,而车床尾座套筒直接用来装载顶尖,对顶尖,对加工的零件会产生重要的影响。
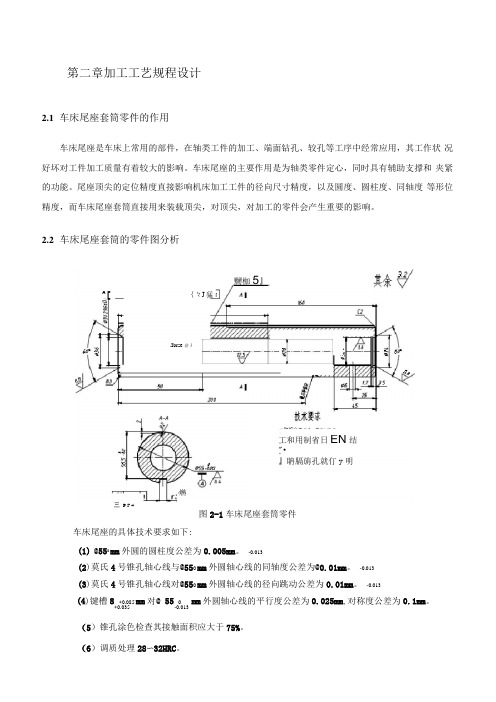
2.2 车床尾座套筒的零件图分析图2-1车床尾座套筒零件车床尾座的具体技术要求如下:(1) @550 mm 外圆的圆柱度公差为0.005mm 。
-0.013(2)莫氏4号锥孔轴心线与@550 mm 外圆轴心线的同轴度公差为@0.01mm 。
-0.013 (3)莫氏4号锥孔轴心线对@550 mm 外圆轴心线的径向跳动公差为0.01mm 。
-0.013 (4)键槽8 +0.085 mm 对@ 55 0mm 外圆轴心线的平行度公差为0.025mm ,对称度公差为0.1mm 。
+0.035-0.013(5)锥孔涂色检查其接触面积应大于75%。
(6)调质处理28〜32HRC 。
嬲枷5』就^[{々J 猛Ci燃三 P F #工和用制省日EN 结"•』聃膈旃孔就仃y 明前. 城堆福州懿*翱蚁.Ibrse 他 i(7)局部外圆及锥孔淬火45〜50HRC。
2.3车床尾座套筒的毛坯设计2.3.1毛坯材料的选择在制订机械加工工艺规程时,正确选择合适的毛坯,对零件的加工质量、材料消耗和加工时都有很大的影响。
显然毛坯的尺寸和形状越接近成品零件,机械加工的劳动量就越少,但是毛坯的制造成本就越高,所以应根据生产纲领,综合考虑毛坯制造和机械加工的费用来确定毛坯,以求得最好的经济效益。
机械加工中常用的毛坯有铸件、锻件、冲压件和型材等,选用时主要考虑一下因素。
(1)零件的材料与力学性能;(2)零件的结构形状与外形尺寸;(3)生产类型;(4)毛坯车间的生产条件;(5)利用新工艺、新技术、新材料的可能性。
机械制造课程设计——车床尾座套筒课程设计
荆楚理工学院课程设计成果学院:机械工程学院班级:10级数控二班学生姓名:设计地点(单位):设计题目:学号:车床尾座套筒完成日期:年月日指导教师评语:_________________________________________________________________ _________________________________________________________________ ________________________________________________________________成绩(五级记分制):教师签名:编号:荆楚理工学院JINGCHU UNIVERSITY OF TECHNOLOGY 《机械制造技术基础》课程设计说明书学院:班级:机械工程学院10 级数控二班专业:姓名:数控技术学号:指导老师:成绩:职称:设计时间:2012年12月24日至2013 年1月 5 日年月日荆楚理工学院课程设计任务书教研室主任:指导教师:年月日《机械制造基础课程设计》任务书一.设计题目:设计如下车床尾座套筒的机械加工工艺规程二、原始数据和技术要求:生产类型:成批生产三、设计内容与要求:1图车床尾座9套筒车床尾座1、毛坯图1张(A4 幅面);套2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片筒及所有工序的机械加工工序卡片1套;3、设计说明书1 份。
学生姓名学专班号业级数控技术10级数控二班指导教师教研室主任签名:20年月日前言1. 设计目的机械原理课程是培养学生具有机械理论能力的技术基础课。
课程设计则是机械设计课程的实践性教学环节,同时也是我学习机械专业来第一次全面的自主进行机械设计能力的训练。
在这个为期两周的过程里,我们有过紧张,有过茫然,有过喜悦,感受到了学习的艰辛,也收获到了学有所获的喜悦,回顾一下,我觉得进行机械原理课程设计的目的有如下几点:1).通过课程设计实践,树立正确的设计思想,增强创新意识,培养综合运用机械原理课程和其他先修课程的的理论与实际知识去分析和解决机械设计问题的能力。
车床尾座套筒加工工艺规程设计

粗加工工艺
01
02
03
04
粗加工
对毛坯进行初步加工,去除大 部分余量,为后续加工提供基
础。
刀具选择
根据材料硬度、加工要求选择 合适的刀具,如硬质合金刀、
高速钢刀等。
切削参数
合理选择切削速度、进给量、 切削深度等参数,以保证加工
效率和表面质量。
加工注意事项
注意工件装夹的稳固性,防止 因切削力导致工件松动或振动
磨损和工件热变形。
精加工工艺
精加工
对工件进行最后的精细加工,达到所 需的尺寸和表面质量要求。
刀具选择与切削参数
选择精度高、刚性好的刀具,合理设 置切削参数,确保加工精度和表面质 量。
检测与质量控制
在加工过程中和加工完成后进行检测 ,确保满足设计要求,对不合格品进 行返工或报废。
加工注意事项
注意切削区域的环境控制,保持恒温 、恒湿,减少外界因素对加工精度的 影响。
CHAPTER 04
工艺参数和切削用量选择
切削速度和进给量
切削速度
根据材料硬度、刀具耐用度和表面粗 糙度要求,选择合适的切削速度。硬 材料需要较低的切削速度,而表面粗 糙度要求高则需要降低切削速度。
进给量
根据切削深度和宽度,选择合适的进 给量。较大的进给量可以提高加工效 率,但过大会导致表面粗糙度增加和 刀具磨损加剧。
零件精度
根据使用要求,确定尾座 套筒的加工精度和表面粗 糙度。
工艺流程分析
工艺流程规划
根据零件特点和加工要求,规划合理的加工流程 ,包括粗加工、半精加工、精加工等阶段。
工序安排
对每个加工阶段进行工序安排,明确各工序的加 工内容、加工顺序、加工设备等。
车床尾座套筒课程设计
车床尾座套筒课程设计沈阳工程学院课程设计设计题目:车床尾座套筒系别机械制造与自动化班级机制101 学生姓名王可学号***-*****22 指导教师王天煜白斌职称起止日期:2012 年6 月25 日起―至2012年6 月29 日止1零件的工艺分析 (3)2毛坯的选择 (3)3 基准的选择 (4)4拟定机械加工工艺一路线 (5)5确定机械加工余量、工序尺寸的公差 (7)6选择机床及工艺设备 (9)7 确定切削用量及基本工时 (9)8个人总结 (10)9 1零件的工艺分析1.1 零件的功用、结构及特点车床尾座套筒是车床的主要零件,其结构合理与否、质量的好坏对加工过程、加工精度等有很大的影响,其主要作用是为轴类零件定心,同时具有辅助支撑和夹紧的功能。
尾座顶尖的定位精度直接影响机床加工工件的径向尺寸精度,以及圆度、圆柱度、同轴度等形位精度。
而套筒是直接用来装夹顶尖的,由此可见,车床套筒的加工质量将直接影响到机床的工作精度和使用寿命。
是一个运动频繁技术要求高的运动部件,对同轴度、耐磨性要求严格。
1.2 主要表面及其技术要求1. φ55-0.013mm×276mm自身圆柱度公差为0.005mm。
2. Morse No.4的轴心线与φ55-0.013mm外圆的中心轴线的同轴度公差为φ0.01mm。
3. Morse No.4的轴心线的圆跳动公差为0.01。
4. 键槽8 0.035mm相对于φ55 0.013mm外圆轴心线的平行度公差为0.025mm,对称度公差为0.1mm。
5. φ50-0.013mm×160mm表面淬火45~50HRC,Morse No.4内锥面表面淬火45~50HRC。
6. 锥孔涂色检查其接触面积应大于75%。
0.0852毛坯的选择2.1确定毛坯的类型、制造方法和尺寸及公差因尾座套筒对耐磨性和强度要求较高,其精度对车床的加工精度有很大影响,所以要选用材料为45钢,锻造成型,按GB/T1263-2003确定机械加工余量(1)锻件公差等级由该零件的功用和技术要求,确定其锻件公差等级为普通级。
机械制造课程设计——车床尾座套筒课程设计
荆楚理工学院课程设计成果学院:机械工程学院班级: 10级数控二班学生姓名:学号:设计地点(单位):设计题目: 车床尾座套筒完成日期:年月日指导教师评语:__________________________________________________________________________________________________________________________________________________________________________________________________成绩(五级记分制):教师签名:编号:荆楚理工学院JINGCHU UNIVERSITY OFTECHNOLOGY 《机械制造技术基础》课程设计说明书学院: 机械工程学院专业: 数控技术班级: 10级数控二班姓名:学号:成绩:指导老师: 职称:设计时间:2012年12月24 日至2013 年 1 月 5 日年月日荆楚理工学院课程设计任务书设计题目:车床尾座套筒零件的机械加工工艺规程及工序的设计计算教师留用。
2.若填写内容较多可另纸附后。
3.一题多名学生共用的,在设计内容、参数、要求等方面应有所区别。
教研室主任: 指导教师:年月日《机械制造基础课程设计》任务书一.设计题目:设计如下车床尾座套筒的机械加工工艺规程图车床尾座套筒二、原始数据和技术要求:车床尾座套筒生产类型:成批生产三、设计内容与要求:1、毛坯图1张(A4幅面);2、制定零件的机械加工工艺规程,填写机械加工工艺过程卡片及所有工序的机械加工工序卡片1套;3、设计说明书1份。
四、进度安排:学生姓名学号专业数控技术班级10级数控二班指导教师教研室主任签名:20年月日前言ﻫ1. 设计目的机械原理课程是培养学生具有机械理论能力的技术基础课。
课程设计则是械设计课程的实践性教学环节, 同时也是我学习机械专业来第一次全面的自主进行机械设计能力的训练。
车床尾座套筒说明书
机械制造工艺课程设计说明书设计题目:设计车床尾座套筒的机械加工工艺规程学号:姓名:指导老师:实践时间:目录绪论 (1)1零件分析 (1)1.1零件的作用 (1)1.2零件的工艺分析 (1)1.2.1零件图样分析 (1)1.2.2工艺分析 (2)1.3确定零件的生产类型 (2)2确定毛坯、绘制毛坯简图 (2)2.1选择毛坯 (2)2.2确定毛坯的尺寸公差和机械加工余量 (2)2.2.1公差等级 (2)2.2.2锻件重量 (2)2.2.3锻件复杂系数 (2)2.2.4锻件材质系数 (2)2.2.5锻件分模线形状 (3)2.2.6零件表面粗糙度 (3)2.3绘制车床尾座锻造毛坯图 (3)3工艺规程设计 (3)3.1定位基准的选择 (3)3.2拟定工艺路线 (4)3.2.1表面加工方法的确定 (4)3.2.2加工阶段的划分 (4)3.2.3工序的集中与分散 (4)3.2.4工序顺序的安排 (4)3.3加工设备及工艺装备的选用 (6)3.4加工余量、工序尺寸和公差的确定 (8)3.5切削用量及时间定额的计算 (9)4总结 (16)5参考文献 (16)绪论机械制造工艺学课程设计使我们对所学课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们大学四年生活中占有重要的地位。
我们希望通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中培养自己分析问题的、解决问题及与团队合作的能力,另外,这也是对自身意志力的一次很好的磨练机会。
由于能力所限,本课程设计尚难免有许多不足之处,恳请各位老师、同学不吝给予批评和指教。
1零件分析1.1零件的作用车床尾座套筒是装夹顶针,钻头,绞刀,等工具的。
1.2零件的工艺分析1.2.1零件图样分析mm外圆的圆柱度公差为0.005mm。
(1)φ550.0013-mm外圆轴心线的同轴度公(2)莫氏4号锥孔轴心线与φ550-.0013差为φ0.01mm。
mm外圆轴心线的径向跳动(3)莫氏4号锥孔轴心线对φ550013-.0公差为0.01mm 。
车床套筒工艺规程设计
车床尾座套筒是车床的主要零件,其结构合理与否、质量的好坏对加工过程、加工精度等有很大的影响,因此,在机床零件设计的过程中为主要考虑对象。
车床尾座在轴类工件的加工、端面钻孔等工序中经常应用,其工作状况好坏对工件加工质量有着较大的影响。
车床尾座的主要作用是为轴类零件定心,同时具有辅助支撑和夹紧的功能。
尾座顶尖的定位精度直接影响机床加工工件的径向尺寸精度,以及圆度、圆柱度、同轴度等形位精度。
而套筒是直接用来装夹顶尖的,由此可见,车床套筒的加工质量将直接影响到机床的工作精度和使用寿命。
所以,研究车床套筒的成形工艺是非常重要的。
此篇课程设计主要内容是对套筒零件的材料选用以及成形方法的研究及设计。
首先,简述了车床套筒的作用与工艺分析,然后对成形工艺作了详细的研究与设计。
这其中包括如何选材及热处理要求,分析了毛坯的制造方案与选用原则,分析了基准面的选取,叙述了切削用量对加工精度的影响以及如何选用。
在此基础上,制定了加工工艺路线与工艺规程设计,进行了各道工序的加工方法,机床、刀具、夹具、辅具、量具的选择,最后编制了机械加工工艺过程卡片与典型的工序卡片。
由于能力所限,经验不足,设计中还有许多不足之处,希望各位老师多加指导。
第一章机械制造工艺学课程设计任务书 (4)第二章零件分析 (5)第三章工艺规程设计 (9)3.1 选择毛坯 (9)3.2 基准的毛坯 (9)3.3 零件加工方法的选择 (10)3.4 确定工艺路线 (11)3.5 工艺分析 (14)第四章工序设计 (16)4.1 确定加工余量、工序尺寸及公差 (16)4.2 工艺装备选择 (19)4.3 确定各工序的切削余量 (23)第五章机械加工工艺过程卡 (35)第六章机械加工工序卡片 (36)第七章收获及心得体会 (37)致谢 (39)参考文献 (40)第一章机械制造工艺学课程设计任务书第二章零件分析2.1 计算生产纲领,明确生产类型生产纲领是企业在计划期内应当生产的产品产量和进度计划。
车床尾座套筒
mm 外圆轴线的平行度和
对称度 钻φ6mm 孔,中心距右端面为 25mm 修毛刺 左端莫氏 4 号锥孔, 和 160mm 长的外圆部分, 高频感应加热淬火 45~ 50HRC 研磨两端 60°内锥面 夹右端外圆,中心架托左端外圆,粗磨莫氏 4 号内锥孔,留磨削余量 0.2mm 采用两顶尖定位装夹工件,粗磨φ55
+0 . 0 5 0 +0 .0 2 5
工序内容
工艺装备 锯床
CA6140 CA6140
CA6140 中心架 CA614m, 深 44.5mm。 车φ34mm×1.7mm 槽, 保证 3.5mm 和 1.7mm
调头,夹右端外圆,中心架托左端外圆,并外圆找正。车莫氏 4 号内 锥孔至大端尺寸为φ30.5±0.05mm,车左端头φ36mm×60°内锥面 划 R2×160mm 槽线,8+0 .0 3 5mm×200mm 键槽线,φ6mm 孔线 以φ55.5±0.05mm 外圆定位装夹,铣 R2 深 2mm,长 160mm 圆弧槽 以φ55.5±0.05mm 外圆定位装夹,铣键槽 8
0 -0.013
M2110A 中心架 M1432A M1432A 锥度塞规
mm 外圆,留磨削余量 0.2mm
夹右端外圆,中心架托左端外圆,外圆找正。精磨莫氏 4 号内锥孔至 研磨 60°内锥面 21 22 23 24 精车 精磨 检验 入库 夹左端外圆,中心架托右端外圆,外圆找正。精车内孔φ30 至图样尺寸,深 45±0.15mm。研磨 60°内锥面 采用两顶尖定位装夹工件,精磨外圆至图样要求尺寸φ55 按图样检查各部尺寸精度 涂油入库
+0 .0 8 5 +0 .0 3 5 +0 .0 8 5
X6132 专用工装 X6132 专用工装 Z512