张力控制收卷
张力控制

收放卷工艺要求恒张力控制。
张力的给定通过张力控制器。
张力控制器控制的原理是通过检测收卷的线速度计算卷径,负载转距=F*D/2(F为设定张力,D为当前卷径),因此当设定了张力的大小,因为当前卷径通过计算已得知,所以负载转矩就可以算出来了。
张力控制器能够输出标准的0~10V的模拟量信号,对应异步电机的额定转矩。
所以我们用该模拟量信号接入变频器,选择转矩给定。
这样在整个收卷的动态过程中,能够保证张力的恒定。
在变频器转矩模式下,对速度进行限制。
在张力控制模式下,不论直流电机、交流电机还是伺服电机都要进行速度的限制,否则当电机产生的转距能够克服负载转矩而运行时,会产生转动加速度,而使转速不断的增加,最终升速到最高速,就是所谓的飞车。
如图2中所示,收放卷的速度是通过主轴B系列变频器的模拟量输出AFM而进行限定的。
也就是将主轴B系列的变频器上3-05(模拟信号输出选择)参数设定为03(频率指令输出),如图3所示。
将该信号分别接到收放卷变频器的模拟量输入端口上,作为频率给定和上限频率的设定信号。
零速张力控制要求。
当收放卷以0Hz运行时,电机的输出轴上有一定的张力输出,且可调。
该要求主要是防止当收放卷运转当中停车,再启动时能够保证收放卷的盘头不会松掉。
在该控制系统中,可以通过调整张力控制器上的初始张力设定而达到要求。
2.3分条机恒张力原理设计1.恒张力控制的原理。
对于收放卷过程中恒张力控制的实质是需要知道负载在运行当中卷径的变化,因为卷径的变化,导致为了维持负载的运行,需要电机的输出转矩要跟随着卷径的变化而变化。
对与V系列变频器而言,因为能够做转矩控制,因此能够完成收卷恒张力的控制。
V系列变频器提供了三路模拟量输入端口,AUI、AVI、ACI。
这三路模拟量输入口能够定义为多种功能,因此,可以任选一路作为转矩给定,另外一路作为速度限制。
0~10V对应变频器输出0~电机额定转矩,这样通过调整0~10V的电压就能够完成恒张力的控制。
张力控制原理介绍

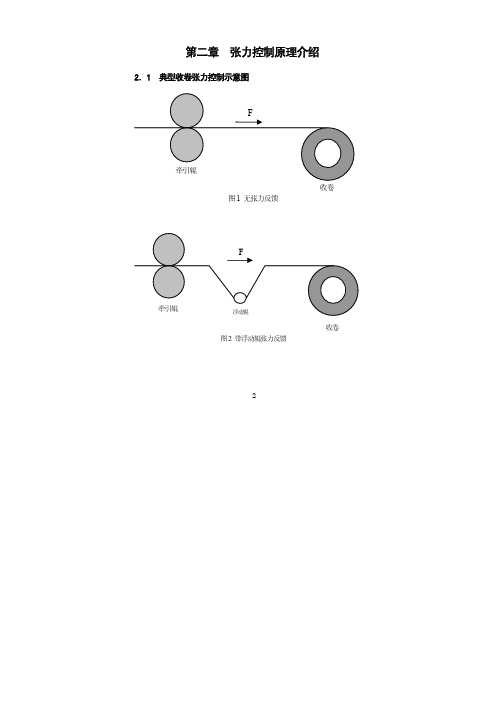
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
伺服电机恒张力收卷

伺服电机恒张力收卷系统是一种用于纺织、印刷、涂布等行业中的卷取设备。
其主要目的是通过控制电机的转速和张力传感器的反馈信号,实现对卷取物的张力进行精准控制,以确保卷取物的平整、紧密和稳定。
伺服电机恒张力收卷系统的工作原理如下:
1. 张力传感器:安装在卷取部位,监测卷取物上的张力。
张力传感器将张力信号转换为电信号,并反馈给伺服电机控制系统。
2. 伺服电机控制系统:根据张力传感器反馈的信号,控制伺服电机的转速。
当张力变化时,控制系统会根据设定的张力值调整电机的转速,使卷取物的张力保持恒定。
通过这样的控制方式,伺服电机恒张力收卷系统可以实现对卷取物张力的精确控制,避免过紧或过松的情况发生,保证卷取物在收卷过程中的质量和紧密度。
需要注意的是,不同行业和应用场景可能存在不同的伺服电机恒张力收卷系统设计和调试方法,具体实施需要根据实际需求进行定制和调整。
基于伺服及PLC的收卷张力控制系统

基于伺服及PLC的收卷张力控制系统引言在卷材加工过程中,收卷张力控制是非常重要的环节。
过高或过低的张力都会对卷材品质产生不利影响。
因此,如何实现收卷张力的精确控制一直是卷材加工行业探索的热点问题。
近年来,随着伺服技术以及PLC(可编程逻辑控制器)技术的发展,基于伺服及PLC的收卷张力控制系统逐渐成为行业中的主流。
收卷张力控制系统的组成伺服电机收卷张力控制系统的关键是要实现卷材上的张力的精确控制。
此时需要借助伺服电机。
伺服电机是一种能够对电机执行器位置进行闭环控制并对控制过程进行监控的电机。
它具有反馈控制回路,可以实现闭环控制,并且对电机的位置、速度和加速度进行监测和纠偏。
伺服电机可广泛应用于印刷、卷材、灌装、机床等领域,因为它具有响应快、定位精度高、承重能力强、控制精度高等特点。
PLCPLC是一种可编程逻辑控制器。
它能完成对多个硬件设备的自动化控制和信号处理。
PLC控制器的编程比传统的可编程控制器更加灵活和智能,可以满足大部分工业控制的需求。
张力传感器张力传感器主要用于测量卷材上的张力大小。
通过设置放在线或放离线伺服电机的控制信号,不断调整张力传感器的反馈量,从而实现对收卷卷材张力的精确控制。
收卷张力控制系统的工作流程1.通过传感器获得卷材上的张力大小。
2.PLC根据制定的控制策略计算出需要给予伺服电机的控制信号。
3.PLC将控制信号传输给伺服电机。
4.伺服电机对卷材的张力进行精确控制,监控其位置、速度、加速度,并实时向PLC反馈相关控制参数。
5.若收卷卷材的张力不符合要求,则PLC会基于前一阶段的反馈信息重新计算并重新发送控制信号给伺服电机,进入下一个循环。
收卷张力控制系统的优点•可以精确控制收卷卷材的张力大小,提高产品质量。
•对卷材的控制准确度和稳定性都得到了提高。
•系统具有响应速度快、控制精度高、可靠性强等优点。
收卷张力控制系统的应用基于伺服及PLC的收卷张力控制系统广泛应用于各种大型机械设备中,如卷材机、涂布机、制袋机、胶印机等。
收卷张力控制
收卷张力控制摘要:一:力矩电机,力矩控制器。
力矩电机是一种具有软件机械特性,和宽调速范围的特种电机。
并且以恒转矩输出。
二:变频电机,利用矢量型变频器做变频电机的转矩控制,使变频电机处于恒转矩输出。
具有速度反馈的控制方式其转矩控制的精度更高。
三:利用压力传感器,或者位置传感器来检测传动负载的张力,作为反馈信号通过PID过程控制的计算,使放卷与收卷保持相对应的速度来达到传动负载恒张力的控制。
放卷与收卷均采用变频器转速控制或者变频器PID控制。
以上三种都是收卷张力控制,在实际生产中各有优缺点,现将这三种电气控制的方法进行阐述和比较。
关键词:力矩电机,变频矢量转矩控制,过程PID控制,张力传感器。
正文:在纺织,电线电缆,金属制品加工,造纸,橡胶等行业中通常需要将产品卷绕在卷筒(铁盘,木盘)上。
卷绕的直径从始至末由小变大,为保持传动负载(被卷绕产品)张力均衡(机线速度不变)就要求卷筒的转速越越小,卷绕力越卷越大,。
产品绕卷时卷筒的直径逐渐增大(负载转矩增大)。
在整个过程中保持被卷产品的张力不变十分重要,若张力过大会将产品(如线材,纸制品)拉细或者断裂亦或者产品厚度,直径等不均匀工艺要求达不到要求。
而张力过小则可造成卷绕松弛不能保证产品的收卷。
为了使产品在卷绕过程中张力保持不变,必须在产品卷绕到卷盘上的盘径增大时驱动卷盘的电机的输出力矩也要增大,同时保持卷绕的线速度不变,那么电机的转速也要逐步减小。
需要达到上述要求的控制,在实际应用中通常采用力矩电机控制,变频电机转矩控制,以及张力传感器的PID调速控制。
现将这三种控制方法在实际应用中的优缺点进行比较,并且分析这三种控制方式在使用过程中的注意点。
第一力矩电机:力矩电机是一种具有软机械特性和宽调速范围的特种电机。
这种电机的轴不是以恒功率输出动力而是以恒力矩输出动力,当负载增加时,电动机的转速能自动的随之降低,而输出力矩增加,保持与负载平衡。
力矩电机的堵转矩高,堵转电流小,能承受一定时间的堵转运行。
收卷张力控制方案
收卷张力控制方案以下是 7 条关于收卷张力控制方案:1. 嘿,你知道吗?收卷张力控制好重要哇!就像骑自行车要保持平衡一样。
比如在印刷厂里,纸张收卷的时候,如果张力控制不好,那可就乱套啦!要么太紧纸张变形,要么太松卷得乱七八糟。
咱可得找到那个刚刚好的点,让收卷顺顺利利的呀!2. 哎呀呀,收卷张力控制方案可不简单哟!这就好比开船要掌握好方向。
像那种大卷的布料收卷,张力要是没弄对,不就跟船在海上迷失方向一样糟糕嘛!所以得精心设计方案,确保一切都稳稳当当的呢!3. 哇塞,想想看收卷张力控制方案得多关键呀!这就如同跳舞要踩准节奏。
比如塑料薄膜的收卷,张力控制不当,不就像跳舞乱了拍子一样不协调。
那可得把这个方案做得精妙绝伦,让收卷也能跳出优美的“舞蹈”呀!4. 嘿哟,收卷张力控制方案可不能马虎呀!这跟厨师做菜调味一样重要呢。
要是收卷张力出了问题,就好像菜的味道不对,多别扭呀!一定得把方案做得杠杠的,让收卷顺利得像美味的菜肴让人赞不绝口!5. 哎呀,收卷张力控制得好那才厉害呢!就类似拔河比赛要掌握好力度。
像金属卷材的收卷,张力没抓好,不就跟拔河输了一样可惜嘛!所以咱得好好琢磨这方案,让收卷张力恰到好处呀!6. 哇哦,收卷张力控制方案真的超级重要啊!简直就像歌手唱歌要把握好音准。
假如收卷时张力乱七八糟,不就跟唱歌跑调一样难听嘛!必须得弄出个完美的方案,让收卷如同美妙的歌声般流畅!7. 嘿,收卷张力控制方案绝对是门大学问呢!就像走钢丝要保持平衡一样惊险又关键。
在一些大型的工业生产中,张力控制方案要是不行,那可就跟走钢丝掉下去一样可怕呀!咱可得绞尽脑汁把方案弄好,让生产过程顺顺当当不出差错!总之,一个好的收卷张力控制方案太重要啦,能让收卷工作高效又顺利!。
第二章张力控制原理介绍

第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
张力控制原理介绍
第二章 张力控制原理介绍 2.1 典型收卷张力控制示意图22.2 张力控制方案介绍对张力的控制有两个途径,一是可控制电机的输出转矩,二是控制电机转速,对应这两个途径,MD330设计了两种张力控制模式。
1、开环转矩控制模式开环是指没有张力反馈信号,变频器仅靠控制输出频率或转矩即可达到控制目的,与开环矢量或闭环矢量无关。
转矩控制模式是指变频器控制的是电机的转矩,而不是频率,输出频率是跟随材料的速度自动变化。
根据公式F=T/R(其中F为材料张力,T为收卷轴的扭矩,R为收卷的半径),可看出,如果能根据卷径的变化调整收卷轴的转矩,就可以控制材料上的张力,这就是开环转矩模式控制张力的根据,其可行性还有一个原因是材料上的张力只来源于收卷轴的转矩,收卷轴的转矩主要作用于材料上。
MD系列变频器在闭环矢量(有速度传感器矢量控制)下可以准确地控制电机输出转矩,使用这种控制模式,必须加装编码器(变频器要配PG卡)。
2、与开环转矩模式有关的功能模块:1)张力设定部分:用以设定张力,实际使用中张力的设定值应与所用材料、卷曲成型的要求等实际情况相对应,需由使用者设定。
张力锥度可以控制张力随卷径增加而递减,用于改善收卷成型的效果。
2)卷径计算部分:用于计算或获得卷径信息,如果用线速度计算卷径需用到线速度输入功能部分,如果用厚度累计计算卷径需用到厚度累计计算卷径相关参数功能部分。
3)转矩补偿部分:电机的输出转矩在加减速时有一部分要用来克服收(放)卷辊的转动惯量,变频器中关于惯量补偿部分可以通过适当的参数设置自动地根据加减速速率进行转矩补偿,使系统在加减速过程中仍获得稳定的张力。
摩3擦补偿可以克服系统阻力对张力产生的影响。
3、闭环速度控制模式闭环是指需要张力(位置)检测反馈信号构成闭环调节,速度控制模式是指变频器根据反馈信号调节输出频率,而达到控制目的,速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F控制三种方式中的任何一种。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
辽宁科技学院
本科生毕业设计(论文)任务书
题目:张力控制变频收卷的控制系统
专题:
系别:电信与信息工程学院
专业:测控技术与仪器
班级:测控BG08
学生姓名:
学号:
指导教师:丁英丽
2011年12月22日
一、设计(论文)的主要任务与内容(含专题)
用变频器做恒张力控制的实质是闭环矢量控制,即加编码器反馈。
对收卷来说,收卷的卷经是由小到大变化的,为了保证恒张力,所以要求电机的输出转距要由小
到大变化。
同时在不同的操作过程,要进行相应的转距补偿。
即小卷启动的瞬间、
加速、减速、停车,大卷启动时,要在不同卷经时进行不同的转距补偿,这样就能
使得收卷的整个过程很稳定,避免小卷时张力过大;大卷启动时松纱的现象。
具体要求如下:
1.学习掌握西门子PLC编程设计和变频器的相关技术知识。
2.查阅相关技术资料,结合工况完成PLC的选型。
3.提出设计系统的具体方案
4.选择合适的变频器,设计出西门子S7-300的程序,构成张力控制系统。
5.给出设计的主要设计思想,完成软件的总体流程设计。
6.学会相关资料的检索,翻译一篇与课题内容相关的英文资料。
二、设计(论文)的基本要求
1.利用图书馆、网络等途径进行必要的文献检索,完成本次设计所需的器件的选型,
进行规范的理论设计,方案论证合理。
2.培养自身的灵活实际应用能力和创新精神,例如,可在收卷之前加一些剪切材料
的设计,剪刀类型可自行选择。
3.在设计中应有一定的实际工作体现,例如方案设计,硬件独创的论证与设计等。
4.论文工作量要足够,符合学校有关规定。
5.翻译一篇与课题内容相关的英文资料。
三、推荐参考文献(一般4~6篇,其中外文文献至少1篇)
[1]《可编程序控制器原理及应用》钟肇新彭侃编华南理工大学出版社2001
[2] 《电气与可编程序控制器技术》汤以范主编机械工业出版社2004
[3] 《电工电子选训教程》董儒胥主编上海交通大学出版社2006
[4] 《机床电气及可编程序控制器实验、课程设计指导书》郁汉琪主编高等教育出版
社2001
[5] 《矢量闭环控制恒张力收放卷系统及其在工业上的应用》姚晴洲湖州职业
技术学院理工分院
[6] 《变频技术与应用》李良仁电子工业出版社 2009
四、进度要求
五、专业教研室审核意见
教研室主任签字:年月日
六、教学系审核意见
教学副主任签字:年月日
注:1.本任务书由指导教师编制完成,经教研室及所在系审核同意后生效。
2.本任务书一式两份(可复印),原件在毕业设计(论文)手册中,复印件由学生保存。
3.空白部分可根据内容多少自行增删。