故障诊断的常用图谱
基本故障诊断方法PPT课件
2021/5/18
中国工业技术培训中心2011技术培训
12
第12页/共55页
动力滑台工况特点及对液压系统的要求
1)动力滑合的液压系统,可以根据不同的加工要求,在电气和机械装置的配合 下,实现如图所示的各种工作循环。 2)能在变负载或断续负载的条件下工作,保证动力滑台的进给速度,特别是最 小进给速度稳定。
• ③参阅有关书刊及资料,找出评判液压装置特征的评判依据,然后,对其予以判读。
• ④根据有关书刊及设备使用说明书,探讨失效机理及相关的分析测试方法。
2021/5/18
中国工业技术培训中心2011技术培训
11
第11页/共55页
分析法实例: 组合机床的动力滑台液压系统故障分析
• 动力滑台的台面尺寸为0.45m×0.8m,进给速度范围为0.006~ 0.66m/min,最大快进速度为7.3m/min,最大进给推力为45kN,液压系 统最高工作压力为6.3MPa。
三江集团技术培训中心2011技术培训
21
第21页/共55页
故障分析
2021/5/1822
三江集团技术培训中心2011技术培训
22
第22页/共55页
故障4:滑台只有二次工进无一次工进
2021/5/1823
三江集团技术培训中心2011技术培训
23
第23页/共55页
故障分析
2021/5/1824
三江集团技术培训中心2011技术培训
2021/5/1831
三江集团技术培训中心2011技术培训
31
第31页/共55页
故障分析
2021/5/1832
三江集团技术培训中心2011技术培训
32
第32页/共55页
包络解调法及其诊断
包络解调法及其诊断包络解调法是故障诊断中较常用的一种方法,它可非常有效地识别某些冲击振动。
从而找到该冲击振动的振源。
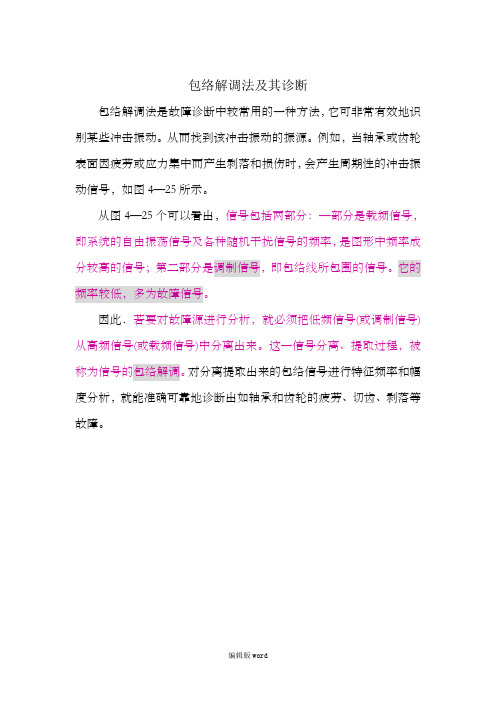
例如,当轴承或齿轮表面因疲劳或应力集中而产生剥落和损伤时,会产生周期性的冲击振动信号,如图4—25所示。
从图4—25个可以看出,信号包括两部分:—部分是载频信号,即系统的自由振荡信号及各种随机干扰信号的频率,是图形中频率成分较高的信号;第二部分是调制信号,即包络线所包围的信号。
它的频率较低,多为故障信号。
因此.若要对故障源进行分析,就必须把低频信号(或调制信号)从高频信号(或载频信号)中分离出来。
这一信号分离、提取过程,被称为信号的包络解调。
对分离提取出来的包络信号进行特征频率和幅度分析,就能准确可靠地诊断出如轴承和齿轮的疲劳、切齿、剥落等故障。
目前分析高频冲击的有效方法之一是共振解调(包络处理),即取振动时域波形的包络线,然后对包络线进行频谱分析。
由于包络线处理可找出反复发生振动的规律,根据轴承的特征频率,就可诊断出轴承或齿轮故障的部位。
研究表明,当轴承或齿轮无故障时,在共振解调频谱中没有高阶谱线;有故障时,共振解调频谱中出现高阶谱线。
当齿轮发生疲劳裂纹时,齿轮刚度的变化会引起齿轮振动噪声信号瞬时频率(相位)和幅值的变化。
但裂纹由于只影响齿轮刚度,齿形无大变化,故振动噪声信号在频域中无明显征兆,因此频谱分析对裂纹诊断基本无效。
可采用时域平均法分析。
如果齿轮同时存在其它类型的故障,则时域平均法的可靠性不高。
此时可试用希尔伯特变换或自适应滤波技术提取相位信息,也可试用共振解调分析技术即包络谱分析法。
一、包络分析法进行故障诊断的原理当轴承或齿轮某一元件表面出现局部损伤时,在受载运行过程中要撞击与之相互作用的其它元件表面,产生冲击脉冲力,由于冲击脉冲力的频带很宽,就必然激起测振系统的高频固有振动。
根据实际情况,可选择某一高频固有振动作为研究对象,通过中心频率等于该固有频率的带通滤波器把该固有振动分离出来。
状态监测与故障诊断的基本图谱

状态监测与故障诊断的基本图谱一、常规图谱常规图谱又称稳态图谱,是在转速相对稳定、没有大幅度变化情况下的有关图谱,因此其不含开停车信息。
1. 机组总貌图机组总貌图显示了机组的总貌,可了解机型、转子支撑方式、轴承位置、运行转速等,主要是查看探头的位置及位号。
2. 单值棒图较为形象、直观地显示实时振动值,并可知低报、高报报警值及转速。
3. 多值棒图多值棒图显示实时通频值及各主要振动分量的振动值,可大致了解机组运行是否正常。
正常运转状态下的多值棒图通常是:一倍频最大、且与通频相差不大,二倍频小于一倍频的一半,0.5倍频微量或无,可选频段很小,残余量不大。
其中:(1)通频值~即总振动值,为各频率振动分量相互矢量迭加后的总和。
(2)一倍频~为转子实际运行转速n下的频率f,又称工频、基频、转频, f = n/60 [Hz];转子动不平衡及轴弯曲、轴承不良(偏心)、热态对中不良、支承刚度异常、在临界转速区运行、电机气隙偏心等,都会引起一倍频振动分量的增大,发生概率依次降低。
(3)二倍频~二倍工频,转子热态不对中、裂纹、松动、水平方向上支承刚度过差等,都会引起二倍频振动分量增大,绝大多数是轴系不对中。
(4)0.5倍频~0.5倍工频,又称半频,油膜涡动会引起该频率段增大,轴承工作不良也会引起该段频率增大;旋转失速、摩擦也都有可能。
(5)可选频段~由用户根据机组常见故障自己定义的频段,一般可选择(0.4~0 .6)倍工频或(0.3~0 .8)倍工频,用来监测是否发生亚异步振动,如油膜涡动、旋转失速、密封流体激振、进汽(气)脉动、摩擦、松动等。
主要是轴承因紧力、接触、摇摆、油档及油温等问题引起的油膜失稳、摩擦、旋转失速、进汽脉动。
(6)残余量~除上述频率成分外,剩余频率成分振动分量的总和,该部分振值高时,转子有可能发生摩擦、高频气流脉动等。
4. 波形图波形图显示了振动位移与时间的关系,又称幅值时域图。
波形图显示了振幅、周期(即频率)、相位,特别是波形的形状和状态。
各类频谱的用途

振动趋势图
二、振动趋势图
振动趋势图
功能:该图谱显示了一个机组下最多8个振动通道的特征值 在一段时间内的变化趋势; 显示:振动趋势图有两个子图所组成,它们分别配对成:通 频值/转速、一倍频幅值/一倍频相位、二倍频幅值/二倍频相 位、0.5倍频值/转速、GAP电压/转速、可选倍频1/转速、可选 倍频2/转速、有效值/转速; 操作:点击“常规图谱”下“振动趋势图”或者快捷键可以 调出此图谱。
波形频谱图
频谱分析示意图
极坐标图
七、极坐标图
极坐标图
功能:该图谱是以极坐标的形式显示选定机组键相的若干振 动通道下不同倍频的幅值和相位的趋势、历史变化趋势。 显示:图中最多可以同时显示4个振动通道。 操作:点击“常规图谱”下“极坐标图”或者快捷键按钮可 以调出次图谱。
极坐标图
各类频谱图的作用
阳西海滨电力发展有限公司
振动分析协会
讲稿人:余昌平
目录
第一章 S8000系统概述 第二章 状态检测常用图谱
1.总貌图
2.振动趋势图 3.波德图 4.轴心轨迹图 5.轴心位置图 6.波形频谱图 7.极坐标图 8.频谱瀑布图 9. 极联图
什么是频谱
频谱就是频率的分布曲线,复杂振荡分解为 振幅不同和频率不同的谐振荡,这些谐振荡 的幅值按频率排列的图形叫做频谱。广泛应 用在声学、光学和无线电技术等方面。 频谱是频率谱密度的简称。
轴向轨迹图
四、轴心轨迹图
轴心轨迹图
功能:该图谱显示了一个机组下的一个轴承的两个振动通道 的特征值波形和合成轨迹。 显示:轴心轨迹图有三个子图所组成,分别用来显示两个振 动通道的特征值波形和合成轨迹,中左半区域显示所选轴承 的轴心轨迹,右侧的上半部分和下班部分分别显示该轴承的 两个探头的波形图。在图谱中显示了轴承的两个振动通道的 安装角度、转子的旋转方向、轴承以及两个振动通道的名称。 操作:点击“常规图谱”下“轴心轨迹图”或者快捷键按钮 可以调出此图谱。轴心轨迹图在实时数据情况下,则时间细 化列表中添加正进动、反进动过滤功能按钮。当选择正进动 选项时,历史时间细化列表只列出正进动记录;当选择反进 动选项时,历史时间细化列表只列出反进动记录;当同时选 择正进动、反进动选项时,历史时间细化列表所有记录。
状态监测与故障诊断PPT课件

设备维护的重要性
1.提高设备运行的可靠性 2.减少设备故障导致的维修费用 3.提高产品的质量
常用的设备维护体制
1.故障后维修
故障后维修是指允许设备运行到故障损坏为止, 而不预先采取措施。它也被称为事后维修。 其维修理念是:任其损坏。
常用的设备维护体制
2.计划维修
计划维修是指按企业的维修计划进行的维修 其维修理念是:
A I 级:小型机械 例15kW以下电机
II级:中型机械 B 例15~75kW以下电机
和300kW以下机械 C
III级:大型机械,刚性基础 D 600~12000r/min
71
45
A-优,B-良,C-可,D-不可
IV 级:大型机械,柔性基础 600~12000r/min
转
机
振 动 标 准
)
(
轴 振 动
大型机械柔性基础60012000rminbbbaaabbbaaacccbbbcccbbbdddddddddddd02804507111218284571112182845vdi德国工程师协会iec国际电工协会api美国石油协会19相对法确定振劢限值报警值危险值正常值正常值20类比法确定振劢限值振动烈度cms006006006006007005007007006007014005007006017007c泵的振劢超过同类诸泵的振劢一倍c泵应定为有故障21故障频率带频率范围报警值040r88mmspk基频亚同步012r76mmspk倍频1535r63mmspk轴承带i3515r33mmspk轴承带ii1540r33mmspk叶片通过频率叶片数r25mmspk很高频40r20khz301015202530354022故障频率带频率范围报警值010r88mmspk亚同步008r254mmspk0818r76mmspk倍频1535r63mmspk410倍频3510r50mmspk叶片通过频率叶片数r25mmspk基频相位3023最后在维修完成以后我们还需要采取一些措施来检验故障是否排除确定维修的效果以及设备的继续工作能力
状态监测和故障诊断基础知识
8. 涡动、正进动和反进动 9. 电气偏差、机械偏差 10. 偏心和轴心位置 11. 间隙电压、油膜压力 二、传感器的基本知识 1. 振动传感器 2. 电涡流振动位移传感器的工作原理 3. 电动力式振动速度传感器的工作原理 ⒋ 压电式加速度传感器的工作原理
第二章 状态监测常用图谱 1.波德图 2.极坐标图 3.频谱瀑布图 4.极联图 5.轴心位置图 6.轴心轨迹图 7.振动趋势图 8.波形频谱图
3. 电动力式振动速度传感器的工作原理
图1-6 振动速度传感器的结构示意图
固定在壳体内部的永久磁铁,随着外壳与振动物体一起振 动,同时,由于内部由弹簧固定着的线圈不能与磁铁同步运动, 磁铁的磁力线被线圈以一定的速度切割,从而产生了电动势输 出。而所输出的电动势的大小则与磁通量的大小和线圈参数 (在此处均系常数)以及线圈切割磁力线的速度成正比,所以 我们可以得到和磁铁的运动速度成正比的输出电动势,即:传 感器的输出电压与被测物体的振动速度成正比。
35
9.极联图
极联图是在启停机转速连续变化时,不同转速下得到的频谱图 依次组成的三维谱图。它的Z轴是转速,工频和各个倍频及分频的 轴线在图中是都以0点为原点相外发射的倾斜的直线。在分析振动 与转速有关的故障时是很直观的。该图常用来了解各转速下振动频 谱变化情况,可以确定转子临界转速及其振动幅值、半速涡动或油 膜振荡的发生和发展过程等。
c.频率:是指振动物体在单位时间(1秒)内所产生振动 的次数,即Hz,以f0表示。很显然,f0=1/T0。对于旋转 机械的振动来说,存在下述令人感兴趣的频率:a)转动 轴的旋转频率;b)各种振动分量的频率;c)机器自身和 基础或其它附着物的固有频率。
d.相位:是指旋转机械测量中某一瞬间机器的选频振动信 号(如基频)与轴上某一固定标志(如键相器)之间的相 位差。相位可用来描述某一特定时刻机器转子的位置,一 个好的相位测量系统能够确定每一个传感器所在的机器转 子上“高点”相对机器轴系上某一固定的标志点的位置。 通常振动相位在0°~360°范围之间变化。振动的相位在 振动分折中十分重要,它不仅反映了不平衡分量的相对位 置,在动平衡中必不可少,而且在故障诊断中也能发挥重 要作用。
大型旋转机械故障诊断案例集
前言S8000系统为阿尔斯通创为实技术发展(深圳)有限公司开发的新一代大型旋转机械状态监测系统,该系统现已被越来越多的石化、电力、冶金企业所使用,并成为设备管理人员对大机组管理、诊断的得力助手。
本案例集收集了近三年内,使用S8000系统进行的部分诊断案例,并按案例类别进行了大概的整理,供各企业设备管理人员参考;由于原诊断报告篇幅过长,在本案例集中对原报告进行了一些删剪,以方便阅读,如需对某案例进行更详细了解,请与创为实公司联系;由于我们的水平有限,可能的失误难免存在,欢迎批评指正。
阿尔斯通创为实技术发展(深圳)有限公司2007年9月目 录1 叶片断裂类案例 (1)2 油膜涡动类故障 (35)3 磨擦类故障 (56)4 垢层脱落故障 (64)5 电气干扰类故障 (74)6 动平衡不良类 (88)7 通过相关性分析发现工艺量设置类问题 (95)8 转子热弯曲 (102)1叶片断裂类案例1.1某厂04年09月27日空压机断叶片故障诊断分析故障状态描述:此厂空气压缩机组K1202/KT1202于2004年9月27日发生空压机驱动透平振动突然增大事故,以下把故障发生过程中各图谱的变化情况列举如下:通频值振动趋势图(2004-09-27 12:01:5至2004-09-27 15:36:5的历史数据和灵敏监测数据)从上面的趋势图上可以很清楚的看出,该机组在9月27日的12:18:09时振动瞬间突发性升高,同时,振动的相位也发生了明显的变化,其振动能量主要是集中表现在工作频率上。
这些都意味着透平转子出现了故障,产生了极大的不平衡。
126V035A波形频谱图(事故发生瞬间的整个过程)上图为某一测点事故发生瞬间整个过程的波形频谱图,从图中可以看到转子物质脱落前的4个周期的振动波形、脱落开始的瞬间波形变化以及脱落后的振动慢慢趋于稳定的系列过程,这一瞬间不仅其振动的幅值有大幅度的增大,而且其相位的变化也较明显。
透平入口事故发生瞬间的轴心轨迹图诊断分析结果:通过对S8000系统所捕捉到的数据的分析,我们认为这次故障是因为透平转子上有部件掉落,如叶片突然断裂或围带、拉筋、铆钉脱落,因而瞬间造成了一个很大的不平衡,引起振动在短时间内突然上升。
故障诊断技术
修费用可降低25%~50%。
-- 名词术语
机械振动是指物体围绕其平衡位置附近来回摆动并随时间 变化的一种运动。机械振动通常以其幅值、周期(频率)和 相位来描述,它们是描述振动的三个基本参量。 幅值:表示物体动态运动或振动的幅度,它是机械振动 强度的标志,也是机器振动严重程度的一个重要指标。振幅 的大小可以表示为峰-峰值(P-P)、单峰值(0-P)、有 效值(RMS)或平均值(Average)。
-- 常用图谱--极坐标图
极坐标图是波德图的极坐标表现形式,比波德图更为直观。 图中用一旋转矢量的点代表转子的轴心,该点在各个转速下 所处位置的极半径就代表了轴的径向振幅,该点在极坐标上 的角度就是此时振动的相位角。
-- 常用图谱--频谱瀑布图
用某一测点在启停机(或正常运行中)时连续测得的一组 频谱图按时间顺序组成的三维谱图就是频谱瀑布图。Z轴是 时间轴相同阶次频率的谱线集和Z轴是平行的。从图中可以 清楚地看出各种频率的振幅随时间是如何变化的。
故障诊断技术 ---振动测试
石磊 2007年05月
-- 以可靠性为中心的维修
第三阶段: • • 第二阶段: • • 定期大修 工作的计划性 • • • • 状态监测 可靠性和维修性设 计 危害分析 故障模式和影响分 析 专家系统 体积小、速度快的 计算机 1990 2000 2010
•
第一阶段: • 损坏后修换 1940 1950 •
控制系统出现
出现体积大、 速度慢的计算 机 1970
1960
1980
-- 以可靠性为中心的维修
-- 以可靠性为中心的维修
由于旋转设备70%以上的故障都可以由振动数值的变化表 现出来,因此在进行预防性维修的基础上,运转中设备有 50% 以上问题可以由振动信号的变化分析出来,在设备故障
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
故障诊断的常用图谱
5.1常规图谱(又称稳态图,不含开停车信息)
5.1.1机组总貌图——显示机组总貌,查看探头的位置及位号。
5.1.2单值棒图——显示实时振动值,并可知低报、高报警值及转速。
5.1.3多值棒图¬——显示实时通频值及各主要振动分量的振动值,可大致了解机组运行是否正常。
①通频值——通频值即总振动值,为各频率下振动分量相互迭加后的总和。
②一倍频——又称基频、工频,为转子实际工作转速的频率,
f = n /60 [Hz];转子动不平衡、轴承工作不良、热态对中不良等均会引起一倍频增大,发生概率依次降低。
③二倍频——二倍工频,转子热态对中不良、裂纹、松动等都会引起二倍频增大,主要是对中不良。
④0.5倍频——0.5倍工频,油膜失稳会引起该频率段增大,轴承工作不良(如间隙、紧力、接触、摇摆、油档等)也会引起该段频率增大;旋转失速(喘振的先兆)的频率为(0.4~0.8)倍工频,也有可能。
⑤可选频段——用户根据机组的特点,自己定义的频段。
⑥残余量——剩余频率成分振动分量的总和。
该部分振值高时,转子有可能发生摩擦、气流脉动等。
正常运转状态下的多值棒图通常是,一倍频最大,二倍频小于一倍频的一半,0.5倍频微量或无,残余量不大。
5.1.4波形图——显示通频振动位移(总振值)与时间(周期)的关系,又称幅值时域图。
在正常的状态下,波形图应为较平滑的正弦波,且重复性好。
a.动不平衡时,在一个周期内为典型的正弦波;
b.中不良时,在一个周期内为波峰翻倍,波形光滑、稳定、重复性好;
c.摩擦时,波峰多,波形毛糙、不稳定、或有削波;
d.自激振荡(油膜涡动,旋转脱离)时,波形杂乱、重复性差、波动性大。
5.1.5频谱图——显示了在各振动分量的频率及其振幅值。
横坐标可选择“阶比”或“频率”,一般用阶比。
各种频率所对应的故障可参照前面在多值棒图中的介绍。
正常运转状态下的频频图通常是,一倍频最大,二倍频次之、约小于一倍频的一半,三倍频、四倍频…x倍频逐步参差递减,低频(即小于一倍频的成份)微量。
看图谱不能就图看图,一定要与历史和正常运转下的频谱图相比较,查找那些频率成份发生了变化,变化的倍率有多大。
5.1.6轴心轨迹图——显示转子轴心相对于轴承座涡动运动的轨迹。
有原始、提纯、平均、一倍频、二倍频等轴心轨迹,主要看提纯。
在正常的情况下,轴心轨迹为一椭圆形。
若轴心轨迹的形状、大小重复性好,则表明转子是稳定的。
对中不良时,为香蕉状,严重时为8字形;
摩擦时,多处出现锯齿尖角或小环;
瓦块安装间隙相互偏差较大时,会出现明显的凸起状。
油膜涡动时,大圈套小圈。
5.1.7振动趋势图——显示振幅及相位与时间的关系。
从振动趋势图可以看到异常振动的起始时间、持续时间、终止时间,依此查看DCS,查找机组的运行参数有无发生重大变化,从而确定故障的真伪。
还可以通过选择框,看到各探头的间隙电压趋势,从而确定一次仪表本身有无故障。
并且可以更清晰地看到工频、二倍频、0.5倍频等主要频率成份幅值变化的形态,从而进行故障类型、程度、趋势的诊断。
依次看各振动分量的趋势图,查找变化量最大的频率成分,从而确定故障类型。
例如,看一倍频有无变化,能否回到原正常值,是否发生突变(含相位)。
若不能回到原正常值,则为动不平衡;若突变,则为转子损伤;若变化缓慢,则为转子结垢(如催化剂粘结)。
看异常振动分量的变化倍率,从而确定故障的程度,进而确定是否停机。
例如,对动不平衡,若超出正常值的一倍,应引起重视,但仍可监视运行;若超出2.5倍,或为继续上升的趋势,则应尽快组织停机抢修。
对伴有低频分量引起的轴承工作不良,则应根据波动的间隔时间、波动量的大小、能否回到原正常值作出判断。
5.1.8过程振动趋势图——显示转子轴位移及机组的过程参数与时间的关系。
机组的过程参数,如进出口压力、温度及流量、油温、瓦温等,对故障诊断是有帮助的。
轴位移发生变化时应该与转子的轴向力(由进、出口压差、流量、分子量、是否带液等决定)及推力轴承瓦温综合判断。
5.1.9极坐标图——各振动分量的幅值及相位随时间变化的统计结果,亦称可接受区域图。
散布集中、相位稳定时,好;散布区域增大、相位改变时,应引起重视。
5.1.10轴心位置图——在忽略振动的情况下,显示轴心相对与轴承中心的稳态位置。
可以看出轴承的偏位角、偏心距、最小油膜的厚度,从而判断转子运行是否平稳。
5.1.11全息谱图——全面反映转子在同一轴承处主要振动分量的振幅、相位、频率信息。
全息谱图实际上是将两个相互垂直的同一阶次频率谐波合成后的轨迹图集合在一起,对分析较疑难的故障作用更加明显。
正常运转状态下,全息谱图中的轨迹为椭圆。
若轨迹为正圆或接近为正圆,则表明两个相互垂直方向上的振动幅值相同、相位差为90°或幅值相近、相位差很接近90°;若轨迹为
斜直线或接近为斜直线,则表明两方向振动相位相同或非常接近;若轨迹为水平线或垂直线,则表明水平或垂直方向上的振动分量要比另一方向大得多。
5.2启停机图谱(又称瞬态图,仅分析启停机过程中的状况)
5.2.1转速时间图——显示开停机过程中,转速变化与时间的关系。
5.2.2 Nyquist图——把开停机过程中振幅与相位随转速变化关系用极坐标的形式表示出来,又称极坐标图,或奈奎斯特图。
通过最大振幅,可以看见转子的实际临界转速,通过有无小圈,可以看到转子以外的元件振动,如管道、联轴节、机壳、基础等对转子产生的谐振作用。
5.2.3波德图——显示转子振幅和相位随转速变化的关系曲线。
可以看出临界转速,计算出动态放大倍数,估算出系统阻尼。
5.2.4频谱瀑布图(级联图) ——显示转子在各种转速(或时间)下的频谱变化。
通常表示:X轴——频率;Y轴——振幅;Z轴——时间或转速间隔。