GDX2小盒透明纸包装机(CH)烟包输入机构(修改2)
改进GDX2包装机组内框纸包装成形系统,适应22285(硬出口阿联酋)生产(论文)

改进GDX2包装机组内框纸包装成形系统,适应22285(硬出口阿联酋)生产摘要:针对GDX2在生产22285(硬出口阿联酋)时,内框纸两侧的顶部及正面的中部偏左有明显划痕,通过对内框纸的输送及包装成形系统的工作原理和结构进行分析研究,找到了原因所在,提出了改进内框纸推头形状、适当降低内框纸托条高度改进方案,通过方案的实施和完善,减少了内框纸推头和托条与内框纸的接触,避免了内框纸因在包装过程中与其过多接触而产生的过多划痕,达到了销售商的出口质量要求。
关键词:内框纸划痕推头托条[前言] 今年二季度,中烟公司将生产22285(硬出口阿联酋)的生产任务交给我厂,厂部要求我们要严格按照销售商的要求组织生产。
由于上一批次在澳门生产的22285(硬出口阿联酋)出现了质量问题,小盒及条盒透明纸松皱、内框纸上有严重划痕。
在中东市场形成了极坏的影响,所以挽回该产品在市场上的不良影响,销售商对产品的质量要求极为苛刻,小合、条盒、内框纸、小包透明纸、条包透明纸上不能有过于明显的划痕,小盒及条包透明纸完全不能有皱纹。
22285(硬出口阿联酋)在我厂的两台GDX2包装机组上的实际生产过程中,经过大量的清洁和调整,消除了小合、条盒、小包透明纸、条包透明纸上的划痕,小盒及条包透明纸也非常平整,没有皱纹,但不论如何调整,内框纸两侧的顶部及正面的中部偏左都有明显划痕,经销售商检验后确认为不合格,不许可生产。
1存在问题22285(硬出口阿联酋)所使用的内框纸为银色单面铜版纸,与其它的常用的内框纸不同,它的表面经过上光处理,只要有轻微的接触就会在上面留下划痕。
加上表面上了光油对光线的折射作用,更放大了划痕的视觉效果,使划痕非常明显,所以要想消除划痕,就必须尽量减少内框纸在输送及包装成形过程中与设备的接触。
但是在GDX2包装机组的内框纸输送及包装成形系统在卷烟的包装过程中,各包装部件又不可避免的要接触到内框纸,这是一对不可调和的矛盾体。
G.D包装机小盒透明纸入口挤烟检测装置的设计与应用

科技与创新┃Science and Technology & Innovation ·74·文章编号:2095-6835(2016)01-0074-02G.D包装机小盒透明纸入口挤烟检测装置的设计与应用李晓晨(河南中烟工业有限责任公司安阳卷烟厂,河南安阳 455000)摘 要:小盒透明纸包装机(YB55)的主要功能是利用小盒透明纸和撕带包装烟盒。
在烟盒从小盒包装成型机至小盒透明纸包装机的传送过程中,存在烟包输送不到位、烟包在小盒透明纸包装机入口处发生挤压变形等情况。
一旦此类烟包进入成型包装轮,则易导致机械损伤和埋下质量隐患。
因此,在小盒透明纸包装机入口部位将固定导轨改为了活动型,并加装了位置检测装置,可及时检出变形烟包。
应用效果表明,采用该装置有效避免了变形烟包进入成型包装轮,进而造成机械损伤的现象,大大提高了设备的运行效率,减少了维修费用,提升了产品质量。
关键词:包装设备;烟盒;机械损伤;摩擦力中图分类号:TS4 文献标识码:A DOI:10.15913/ki.kjycx.2016.01.074YB55是ZB25/ZB45型烟机包装设备上的重要组成部分,负责接收从主机输送来的小包,并实现小包透明纸和撕带的全包装。
包装主机与小包透明机间使用的小包传输方式为平皮带传动,即平皮带依靠摩擦力将小包喂入小包透明机。
在实际运行中,由于小包商标纸的纸质、硬度、表面光滑度等各项工艺值存在差异,加之负责半成品小包传输任务的平皮带、带轮等零部件易磨损、老化等,导致小包在平皮带传递过程中常出现打滑、送不到工作位置的现象,进而造成小包在小包透明机入口处发生挤压变形。
此时,被挤压变形的小包进入成型包装轮后,会造成成型包装轮的耙型推手、折叠板、摆臂在受阻后发生折断、变形等机械损伤,进而导致设备运行不畅。
这在影响有效作业率的同时,维修成本也会急剧增加。
因此,对CH输送入口处进行了改进——将入口处的固定导轨由以往的固定型改为活动型,并在盖板上方加装了位置检测装置,可及时取出变形烟包,从而避免成型轮受到机械损伤。
GD
7、烟包输出系统
烟包包装成型后,在烟包输出通道缓慢地通过热烘干板,使在三号轮上胶的商标纸长 烟包包装成型后,在烟包输出通道缓慢地通过热烘干板, 边能够及时予以烘干,同时由于烟包是一包挨一包的, 边能够及时予以烘干,同时由于烟包是一包挨一包的,在四号轮出口处贴完的封签也能及 时定型、干燥。 时定型、干燥。 当烟包对达烟包输出轮处,对烟包质量进行最后的检验,能检测到无铝箔纸、 当烟包对达烟包输出轮处,对烟包质量进行最后的检验,能检测到无铝箔纸、无商标 纸、无封签的烟包。 无封签的烟包。
7、CH检测器 CH检测器
成像检测检查不合格小盒烟包有: 、 成像检测检查不合格小盒烟包有: 1、 对反商标纸、错版商标、 对反商标纸、错版商标、掉头商标或无 商标的烟包进行检测。 商标的烟包进行检测。 B、GDX1无封签或封签歪斜的烟包 、 无封签或封签歪斜的烟包 C、GDX2硬盒盖页破损或盖页烟包。 、 硬盒盖页破损或盖页烟包。 硬盒盖页破损或盖页烟包 D、加掉头的小盒烟包。 、加掉头的小盒烟包。
一、GDX1包装机组 一、GDX1包装机组
GDX1由意大利GD公司生产的软盒包装机, GDX1由意大利GD公司生产的软盒包装机, 最大生产速度400包 最大生产速度400包/分钟。由上海烟机厂 生产的国产GDX1称为ZB25机组。 生产的国产GDX1称为ZB25机组。
GDX1主机由烟库及烟组成形系统、铝箔纸输送切割系统、2#轮 GDX1主机由烟库及烟组成形系统、铝箔纸输送切割系统、2#轮、 主机由烟库及烟组成形系统 商标纸供纸系统、3#轮、4#轮、封签系统和烟包输出系统等组成 商标纸供纸系统、3#轮 4#轮
1、三号轮部件 、
三号轮部件共有八个工位,主要完成铝箔纸烟包 的转运和坏铝箔烟包的剔除。 铝箔检测:检测有无铝箔纸和坏烟包,并剔除
提高GDX2小透明侧封美观度

提高GDX2小透明侧封美观度摘要针对GDX2小透明由于侧封泡皱影响包装整体美观度问题,车间深入科学管理理念,从“人机料法环”五个方面积极寻找造成问题的末端因素,并科学分析最终找出其中的四个主要原因,然后针对其实施了合理的改进措施,最终将侧封褶皱面积占侧封总面积的比例由原来的49.97%下降到了现在的8.49%,取得了较为满意的效果。
关键词GDX2;包装机;侧封;美观度0引言GD-X2包装机组是意大利GD公司生产的一种先进的卷烟高速包装机组,其性能稳定,卷烟产品美观大方,深受用户青睐。
我厂卷包车间有多台GDX2包装机组,担负着我厂泰山系列、哈德门系列品牌的生产任务,该机型生产总量占到全厂的一半以上。
在生产中我们发现:GDX2小盒外透明纸包装易产生皱纹、泡松现象,小盒侧封透明纸褶皱区域所占面积的比重较大,影响了侧面整体的平整效果。
虽然符合产品质量要求,但看起来很不美观,许多兄弟烟厂对此提出了多种方案进行解决,然而目前只对烟包正面、背面的效果改造较为理想,烟盒侧面特别是侧面接缝搭口处的皱纹及泡松现象仍未得到很好的解决,而这也是长期困扰我厂的一个较为突出的质量问题。
这一现象,受到了工厂和省公司相关部门的高度重视,车间深入科学管理理念,为不断提高产品质量,建设一流卷烟工厂,下决心不断创新、挖掘潜力,解决GD包装机小透明侧封美观度问题。
1 影响美观度原因分析全面质量管理(TQM;Total Quality Management)提出五个影响产品质量的主要因素分别为人、机、料、法、环。
人,指制造产品的人员;机,制造产品所用的设备;料,指制造产品所使用的原材料;法,指制造产品所使用的方法;环,指产品制造过程中所处的环境。
通过从人、机、料、法等几个方面对导致烟包侧面不平整的原因进行分析,最后确定了四个主要原因:一是上游烟包存在质量隐患,烟包不方正;二是热封烙铁设计缺陷,烟包侧面热封烙铁宽度不够;三是烙铁温度的设定参数不合适;四是对烟包侧面进行二次热封设备原设计能力不够。
GDX2条透明纸散包检测装置浅析
GDX2条透明纸散包检测装置浅析摘要:在当前卷烟行业的包装机生产中,GDX2条型机组是将烟包包裹上透明纸的主流设备,广泛用于国内外各卷烟企业。
产品质量的稳定性至关重要,在生产过程中,拉线与盒外透明纸合成切成定长后,送至包装工位的工序中,由于换料以及设备长期运行出现老化、失效、功能不全等问题,容易产生拉线偏移、断头和缺失等现象。
目前GDX2条透明包装机原机自带拉线检测不稳定易失效,即使将检测器调整到最灵敏位置,也无法满足生产检验需求,出现漏检现象。
烟包拉线是烟包透明顺利撕开的保障,拉线偏移、缺失等缺陷将直接导致烟包透明难以撕开,从而导致消费者满意度下降,体验感不足。
因此本实用新型能够有效监测条透明纸的包装有无散包的情况,从而避免散包烟条的产生,大大提高了产品质量,提高了设备工作效率。
关键词:GDX2条;透明纸;散包检测装置1GDX2条透明纸散包检测装置特征一种GDX2条透明纸散包检测装置,其特征在于:包括分别设置在条包输送通道两侧的左侧透明纸翘起检测装置和右侧透明纸翘起检测装置以及设置在条包输送通道上方的上侧透明纸翘起检测装置;还包括有烟条推杆触发推动的检测开关、对上述各个检测装置检测到的数据进行处理的中央处理器、报警器和剔除装置,所述的左侧透明纸翘起检测装置、右侧透明纸翘起检测装置、上侧透明纸翘起检测装置和检测开关的输出端连接中央处理器的输入端,中央处理器的输出端分别连接剔除装置和报警器的输入端;所述的左侧透明纸翘起检测装置和右侧透明纸翘起检测装置均包括一对对射式光电传感器,所述的对射式光电传感器紧贴条包输送通道外侧设置,所述光电传感器检测面与轨道侧壁面平行;所述的上侧透明纸翘起检测装置包括有检测抬杆、转轴支架和反射式光电传感器,所述的转轴支架设置在条包输送通道正上方,检测抬杆转动设置在转轴支架上,且转轴支架上还设置有限位挡杆,所述的限位挡杆设置在检测抬杆的端部所在行程的一侧,用于使检测抬杆正常低位时,检测抬杆的最低端与条包输送通道内烟包间隙设置,所述的反射式光电传感器固定设置在限位挡杆的端部,检测抬杆正常低位时,所述反射式光电传感器正对检测抬杆的一侧端面。
香烟小盒外包透明纸自动拼接装置的研制-精品文档资料
香烟小盒外包透明纸自动拼接装置的研制在国内外烟草包装行业中,有相当多的企业采用GDX2型号设备作为香烟小盒包装机。
为了防潮防霉该型号包装机还采用小盒外包裹透明纸的形式对烟包进行外包装,该功能是在其辅机CH小盒透明纸包装机上完成的,但是该机透明纸不能自动拼接,造成停机次数增加,影响了设备效率的发挥,影响了企业效益的提高,我们需要一套透明纸纸自动拼接装置来解决这一问题。
1 工作原理及存在问题CH小盒透明纸带穿过浮动导纸辊子3、绕纸辊子4,金拉线粘贴辊5。
导纸棍子6、检测辊7绕纸辊8,挤纸辊对9、10,切纸刀辊11、切纸固定刀12,加速输送辊对13、14,以及凸凹轮滚对15、16将透明纸输送到位。
浮动导纸辊子3的作用是通过制动杆和刹车片等零件对纸卷盘座的转动快慢进行自动调节,当送纸太快,纸带过长时,浮动导纸辊子3在拉簧的作用下向左摆动,刹车片将压紧纸卷盘座,使其转动的阻力加大,送纸速度减慢;反之,送纸速度将自动加快。
透明纸带的输送动力来自挤纸辊对9、10,其中辊9为橡胶件为被动件,辊10为钢件是主动辊,辊9安装在活动门上,通过铰链勾可以使活动门上的辊9与钢棍10接触,并通过两辊的相对滚动将透明纸带向包装位置输送,当纸带通过切纸刀辊11及固定刀12时,被开有四个缺口的切纸刀裁切成四点相连的纸带,被裁切后的纸带继续被输送辊向下输送,经过加速辊对13、14加速后,将被裁切成四点相连的透明纸撕断,并继续向下输送,透明纸在凸凹滚对15、16的作用下被挤成竖向波浪形,使纸张更挺直,便于向下输送,当通道内的烟包接触住透明纸并被推入折叠框内5毫米时,加速辊对13、14释放该张被撕断的透明纸,交给下道工序进行烟包包装。
该机型虽然设置有两套透明纸卷座盘1、2,但在一个纸卷用完后不能实现自动拼接转换到另一个纸卷进行继续生产,而是将机器停下来,利用电烙铁17将备用透明纸带和正使用的透明纸带粘贴好后,再用剪刀将用完的透明纸带剪断后,转换到另一个盘座再进行生产。
GDX2小盒透明纸包装侧边热封装置的改进
8768
科学技术与工程
12 卷
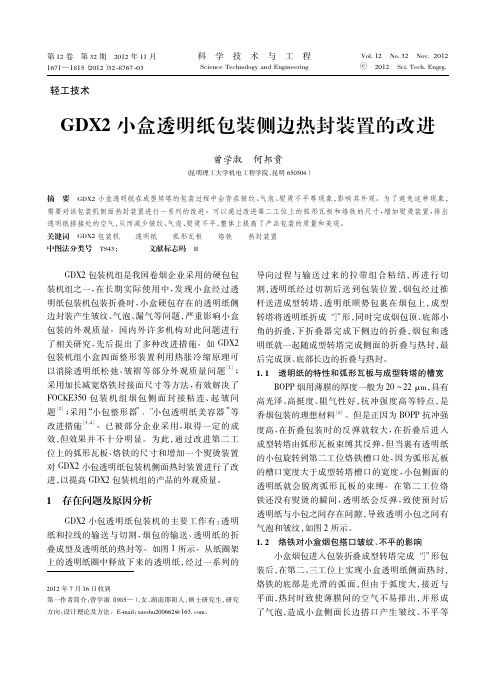
1—第二工位烙铁,2—第三工位烙铁,3—弧形瓦板, 4—烟包,5—成型转塔
图 1 透明纸包装流程图
如图 3 所示。首先是为了保证第二工位上的烙铁与 弧形瓦板之间能够有足够的间隙,让第二工位上的 烙铁能够顺利落下; 其次是让弧形瓦板尽可能多地 压住透明纸的两侧,让透明纸始终不脱离弧形瓦板 的束缚。这样透明纸的反弹量就非常小,小盒烟包 在第二工位预封时就能达到收缩效果。同时,成型 转塔在运转过程中由于离心力的作用小盒烟包的 侧面与弧形瓦板轻微接触,从而能够挤出搭口处两 层透明纸 之 间 的 空 气,然 后 在 快 速 经 过 后 面 工 位 时,能够熨烫得平整美观。
第 12 卷 第 32 期 2012 年 11 月 1671—1815( 2012) 32-8767-03
轻工技术
科学技术与工程
Science Technology and Engineering
Vol. 12 No. 32 Nov. 2012 2012 Sci. Tech. Engrg.
GDX2 小盒透明纸包装侧边热封装置的改进
1—弧形瓦板,2—第二工位烙铁,3—透明纸搭口, 4—烟包,5—成型转塔
图 2 改进前小盒透明纸侧面在第二工位的热封示意图
现象[6]。 1. 3 热封 时 间 相 对 较 短 对 小 盒 烟 包 搭 口 皱 纹 的
影响 在 GDX2 包装机上,生产率为 400 包 / 分,经过 计算得到每小盒烟包包装的时间为 0. 15 s。因此小 盒烟包进入包 装 折 叠 成 型 转 塔 完 成 “]”形 包 装 后, 在第二、三工位对小盒透明纸侧面长边热封时间就 相对较短,烙 铁 加 热 后 对 透 明 纸 的 熨 烫 不 充 分,造 成小盒侧面长边搭口有皱纹,严重影响了产品美观 和设备作业效率。
提高GDX2小包透明纸侧边热封质量

提高GDX2小包透明纸侧边热封质量作者:林旭鹏来源:《中国科技博览》2015年第30期[摘要]针对原GDX2小包透明纸侧边热封效果较差的问题,对包装成型原理及侧面热封机构进行研究分析,通过改造侧边热封烙铁和烙铁连接支架等措施,提高了烟包侧边热封质量。
测试表明,改造后较好解决了烟包侧边热封效果差的问题,进一步提高烟包质量,取得了良好效果。
[关键词]小包透明纸;侧边热封;烙铁中图分类号:TB486 文献标识码:A 文章编号:1009-914X(2015)30-0028-021、引言湛江卷烟厂小包透明纸包装机采用的是烟草行业主流YB55型小包机,小盒烟包经过转向后进入烟包输入通道,粘贴上拉带并切成定长的透明纸输送到位,小盒烟包推动透明纸,使透明纸呈侧“U”形包裹在小盒烟包外,同时两端前短边被折叠,透明纸侧面下长边被折叠。
在成形轮旋转过程中完成侧面上部长边折叠和热封。
烟包旋转180°后,进入折叠通道,先后折叠两端另一短边、两端下、上长边,最后烟包被叠成2包一组进行两端的热封,从而完成小盒烟包的透明纸包装。
在整个包装过程中,烟包在成形轮旋转过程中完成侧面上部长边折叠和热封较为关键,出现透明纸侧边热封有皱纹(不平整)、气泡等问题烟包较为突出,,严重影响小盒包装的外观质量,降低了产品的市场竞争力。
1.1 包装成形原理及侧面热封机构如图1所示,双推送器把烟包推入包装成形轮(5)的包装槽内时,已完成“U”形包装和烟包端面的第一折。
烟包侧面第二折由活动的折迭器(6)完成。
侧面第二折叠由固定的成型轮罩(7)完成。
活动的折迭器(6)由一个电感器控制,如果工作不正常,电感器就使机器停止。
在随后的两个位置完成侧面折缝的热封。
由于包装材料一般采用聚丙烯而聚丙烯对温度变化十分敏感,所以用一个机电装置按照机器速度的变化来改变加热器与烟包的接触时间。
这使得在低速和高速都能正常封合,而不需要改变加热器的温度。
2、小包侧面热封机构的问题现状如图2所示,GDX2烟包烟支排列为7-6-7排列,烟包中间层为6支排列,侧边中间部分存在空位,当烙铁对小包透明纸侧边进行热封,促使空气向中间部分拥聚,而中间部分因为有空位而没有较好的对透明纸起支撑作用,使得热封时不平整,容易产生皱纹或气泡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
小结
知识: — 结构原理是重点 技能: — 安装调整与故障分析是重点
谢谢大家!
GDX2小盒透明纸包装机(CH)
烟包输入机构
红塔集团昭通卷烟厂 秦绍江 2011年1月
教学目标
掌握烟包输入机构的工作原理 清楚该装置的传动及结构 掌握机构各部件的调整方法和顺序 懂得该机构的保养方法及常见故障的处理
教学内容
烟包输入机构的组成 烟包输入机构的工作原理 烟包输入机构结构及传动 烟包输入机构的调整 保养及常见故障处理
故障:烟包输入口卡烟或烟包变形
原因:1、输入通道输送带松; 2、压紧装置、提升器和入口推包板的相位不对; 3、压紧装置下降位置不正确。
排除:1、调整输送带张紧力; 2、相位调整到正确度数; 3、调节到正确位置。
常见故障及处理方法
故障:烟包进入成型轮不到位、卡烟包
原因:1、钩形推包杆的位置不正确;
2、钩形推包杆的相位不对; 3、包装成型轮的相位不对(机器起始相位0°位置不正确); 4、两钩形推包杆的前端面不在同一平面上。
烟包输入机构的调整一
1、螺钉 2、推包座 3、推包板 4、包装成型轮
烟包输入机构调整二
1、推包板 2、微动开关
mm
烟包输入机构的调整三
1、挡块 2、推包板 3、微动开关 4、螺钉
mm
烟包输入机构的保养
传动链条、链轮的润滑 推烟板导槽的润滑 推烟板部份箱体内的清洁保养
常见故障及处理方法
排除:1、调整钩形推包杆到正确位置;
2、调整钩形推包杆相位到正确度数; 3、调整成型轮相位到正确度数; 4、修整前端面,使它们在同一平面上。
常见故障及处理方法
更换推包杆导槽时的注意事项:
1、检查导向轴承是否需要更换; 2、更换推包杆导槽时保证导槽与机座平行,推包 杆能顺畅运行后再配打定位销孔; 3、注意导槽的润滑。
烟包输入机构的组成
1、输送带 2、压紧装置 3、提升器 4、入口推包板 5、同步输送带 6、钩型推包杆
烟包输入机构的工作原理
输送带
烟包
提升器
同步输送带
推板
提升器的结构及传动
1、轴 2、凸轮 3、滚柱 4、叉型杆 5、导向套 6、导向块
入口推包装置的结构及传动
1、微动开关 2、挡板 3、弹簧片 4、钢球 5、推包板 6、推包座 7、连杆 8、轴 9、摆杆 10、连杆