16391 贴片作业指导书 BOT
涂装下挂作业指导书

工序所需部件
项次
部品名
1
2
数量
项 次
3
4
部品名
数量
所用设备名称
无
辅助工具
内部周转台车、不合格品车
劳动用品
■尼龙手套 ■静电防尘服 ■防静电工作鞋 ■防尘帽■口罩
2.将烘烤后的工件小心从挂具 上取下,一定要注意不要划伤 产品。取件顺序:从离身体最 近的一件开始拿取,再依次拿 取第二、第三件,可最大限度 避免磕碰。
1 确认产品外观符合涂装产品外观检验基准书要求。 .
2 周转台车进入现场要保存清洁干净;
3.对取下来的产品逐件按涂 装产品外观检验基准书要求 进行自检,看有无流所有物料都必须定位、定位放置摆放;
皮、颗粒、虚喷、划伤、气 注
泡、色差等不良并做好涂装 意 4 取拿产品需轻拿轻放,避免刮花、划伤;
缺陷的记录。若批量异常要 要
立即报告给班长。
点
5 严禁佩戴手表、戒指等作业;皮带扣、钥匙等不能外露。
6
装有下挂产品的内部周转车必须及时的推离涂装线上下挂区现场,保证涂装线上下挂 区域整洁有序。单班生产结束后,下挂区不应留有任何下挂产品在现场。
涂装产品下挂作业指导书
产品名称 F11高/低配散热器格栅面罩
使用部门
涂装车间
零件号 工序名称
涂装下挂
文件编号 版本版次 生效日期
页码
品 质
NO
检查内容 外观
检查基准 检验基准书
重要度 检查方法
B
目视
1/1
检查频率 全数
担当 作业员
1.做下挂前的准备:穿戴好 劳保用品,(如防尘服、防 尘帽、防尘靴、口罩、手套 等),准备好下挂用内部周 转台车、涂装缺陷记录表、 笔等作业工具。
CP643作业指导书
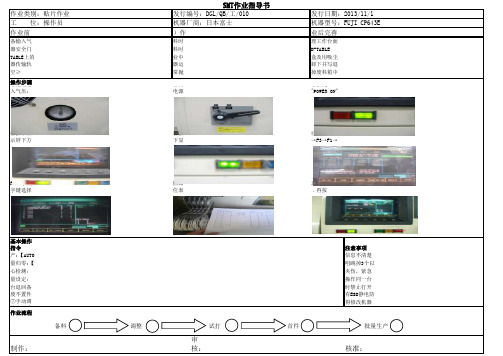
(一)作业前准备事项(二)作业中注意事项(三)作业后完善事项①确认设备输入气压是0.4~0.8MPA①换料时应对照站位表确认并填写记录①清线(整理工作台面保持干净整洁)②确认机器安全门是关闭状态②换料时应轻拿轻放避免损坏Feeder ②退出工作D-TABLE ③确认D-TABLE上的物料与程式站位表相符③作业中禁止于机台上堆放基板,零件③清理抛料盒及用吸尘器清除机台内多余的抛料和杂物④确认机器传输轨道大小与PCB板一致并顺畅④机器运行中禁止将身体任一部位伸入机台内④多余物料卸下并写退料单退回仓库⑤确认真空≥60cmhg⑤异常抛料,贴片不良通知工程师处理⑤交班时倒掉废料箱中废料带,并用吸尘器清理过滤芯操作步骤①检查输入气压:0.4~0.8MPA ②將电源开关扭至"ON"位置③按亮"POWER ON"键开始起动系统④按下显示屏下方的"REST"按键消除报警信息⑤按下显示屏下方的 "START"按键进行原点恢复⑥按F5→F2→F3→F1→ START 进行吸嘴中心检测⑦按F4→F1→小数字键选择正确的程式⑧按照站位表在D-TABLE上挂上正确的物料⑨按"F1"键选择"Auto "﹐再按"START"键开始生产基本操作指令注意事项①开始生产:【AUTO】F1 → 【START】①机器报警信息不清楚不得消除警报,通知工程师处理②生产数量归零:【PROGRAM】F4 →【QTY. CLEAR】F3②当机器吸咀跳掉3个以上通知工程人员处理③吸嘴中心检测:【SET】F5→【MANUAL】F2→【NOZZLE】F3→【CENTER】F1③当心门盖夹伤,紧急情况可按下红色EMERGENCY STOP ④生产数量设定:【PROGRAM】F4 →【QTY. SET】F2 → Prod. Quantity: →【CR】④禁止两人操作同一台机器⑤将供料台退回备料区:【SET】F5 →【POSITION】F5 →【D ESCAPE】F4 →【TABLE 1】F1 (or 【TABLE 2】F2 )⑤机器运转时禁止打开安全门⑥单片报废不置件设定:【PROGRAM】F4→【SKIP】F4→【BLOCK】F1→ Block no. →【CR】 P:表示生产 S: 表示不生产 ⑥操作员需有ESD静电防护⑦手动调整光学辨识点:【AUTO】F1 →【MARK EDITOR】F2 →sequence no.:→【CR】→【START】→按住方向键移到点中心→【SET DATA】F1⑦操作员不得修改机器参数作业流程制作:审核:核准:作业类别:贴片作业工 位:操作员批量生产备料调整试打首件SMT作业指导书发行日期:2013/11/1机器型号:FUJI CP643E 发行编号:DGL/QB/工/010机器厂商:日本富士。
XX喷粉作业指导书

********有限公司
*****13-00作 业 指 导 书
客户
** 部 品 品 番 *****513-00
材 质
**** 作成
审核
批准
****有限公司
WI-*****513-00-喷粉 V1.0
13/1
批准
SECC
工序/NO
1
2
3
4
5
6 7 8 9 10
工艺流程 来料检查 打磨 清洗磷化 排版
一、作业前确认:
图
喷粉
烘烤
检验
包装
出货 检验
1.戴好干净的作业手套。
示:
二.作业步骤:
1.使用粉末见下表。
2.部品表面要喷粉均匀,按顺时针旋转四
周各喷一次,不可有露底、积油等不良现
象,膜厚应控制观等级:
2级外观
检测仪器、设备、工具、辅料
序号 名称 数量
规格
1 手套
1
双
2 喷枪
1
WI-71
3 卡尺
1
200mm
喷粉参数 参数名 电压 电流 雾化 粉量 参数数据 50 10 30 10
电压
电压
电流 电流控制
雾化
粉量
修
订 履 V1.0
历 版本
新作 变更内容
2019/12/12 日期
3.喷粉时,侧边特别留意不可有露底现象
4.喷枪参数参考右图。
用直径1.5铁丝 挂喷
文件编号 版 次
西门子、环球贴片机元件角度作业指导书

SHENZHEN COSHIP ELECTONICS CO.,LTD.
深圳市同洲电子股份有限公司
作业指导书
编 号: WI-E-01094 版 本:B0
编
制:蒋金新 日 期:2007-7-15
审 核: 日 期:
批 准: 日 期:
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
深圳市同洲电子股份有限公司
4.5 芝麻管角度定义:
① PCB板上焊盘丝印有1或3
深圳市同洲电子股份有限公司。
SMT回流焊作业指导书(2024)
引言概述:随着电子产品的快速发展,SMT(SurfaceMountTechnology,表面贴装技术)回流焊成为了主流的焊接工艺。
为了保证焊接质量和生产效率,制定一份SMT回流焊作业指导书是必要的。
本文将详细介绍SMT回流焊作业的相关内容,包括焊接参数设置、元件选型和布局、焊接工艺流程、设备操作和维护、质量控制等五个大点,旨在提供一份全面且专业的指导,帮助操作人员正确进行SMT回流焊作业,提高生产效率和产品质量。
正文内容:一、焊接参数设置1.1温度曲线设计:根据焊接元件的特性和要求,设计适当的温度曲线,包括预热区、焊接区和冷却区,确保焊接质量。
1.2回流炉温度设定:根据焊接工艺要求设定回流炉温度,包括预热温度、焊接温度和冷却温度,确保元件的正确焊接和熔化。
1.3过渡区设置:确定预热区和焊接区之间的过渡区,控制电子元件的热冲击。
二、元件选型和布局2.1元件选型:根据焊接要求和产品设计要求,选择合适的电子元件,包括表面贴装元件(SMD)和插件元件。
2.2元件布局:根据元件的尺寸、散热要求和信号传输要求,合理安排元件在PCB(PrintedCircuitBoard,印刷电路板)上的布局,防止热点和信号干扰。
三、焊接工艺流程3.1PCB准备:清洁PCB表面,确保焊接区域无尘、无油污,并检查PCB的电气连接和机械连接是否良好。
3.2胶水和焊膏涂布:根据焊接要求,在PCB上涂布胶水和焊膏,确保元件能够正确粘贴和焊接。
3.3元件贴装:使用自动贴装机将电子元件精确地贴到PCB 上,确保位置准确和固定可靠。
3.4回流焊:将贴装好的PCB放入回流炉中进行焊接,根据设定的温度曲线加热和冷却,完成焊接过程。
3.5清洁和检查:在焊接完成后,清洁焊接区域,检查焊接质量和元件的安装效果。
四、设备操作和维护4.1回流炉操作:熟悉回流炉的操作面板和控制参数,保证回流炉的正常运行。
4.2设备维护:定期清洁回流炉内部和外部的油污和灰尘,检查并更换磨损的零部件,保证设备的可靠性和稳定性。
最新完美版XX电子厂ISO16949机械操作标准书

2
每月25日作定期擦拭外表保养。
4
将拉出之魔带末端插入穿线孔,按下把手,将魔带慢慢往前
魔带有无扭曲、变形。
3
插上电源,检查其功能是
推送,直到魔带末端跑出结束口约10公分。
否正常。
5
插上电源。
电源开关为110V,检查电源线有无电源指示灯是否亮起。
7
拿一待结束带之制程组件试结束带,结束时双
结束时需双手紧握物品,并轻推入
手握紧物品,轻轻推入结束部,结束后再轻轻
结束部、轻拉出。(小物品之结束,
拉出物品。
请靠结束部之右侧操作)
8
待结束带组件结束带后,即可作业
参考图片
步骤1
步骤2
步骤3
步骤4
步骤5
步骤6
步骤7
步骤8
机械操作标准书
厂牌
蓝鲸
设备名称
核淮
审核
制作
文件编号
版次
生效日期
页次
发行章
机型
BW─100
自动式魔带结束机
1
1
用途
制程组件之结束
NO
操作程序
安全注意事项
NO
保养项目
修订日期
修订纪录
1
将魔带装入料轮轴。
1
每次使用后作擦拭外表保
2
旋转翼形螺丝,将线圈锁紧。
注意偏心垫片需下垂才为正确。
养。
3
将魔带末端由线圈拉出,由下往上绕着控料轮再拉出。
焊锡作业指导书-参考模板

1.0目的:1.1制定焊接作业指导书,以此确定、维持和保证产品的品质。
1.2作为生产焊锡员工指导性培训教材,提升焊锡操作技能,保证焊接工艺品质稳定。
2.0适用范围:本作业指导书适用于公司生产部焊接各类产品用。
3.0职责权限:3.1工程部:负责焊锡技术标准的制订完善,确认焊锡技术标准的实施。
3.2品质部:依焊锡技术标准检查,完成相关焊锡技术检验标准并进行产线监督。
3.3生产部:依焊锡技术标准作业,完成相关焊锡管理、培训,建立培训体系;负责相关设备的管理、维护。
4.0设备和工具:4.1烙铁:锡丝加温。
4.2锡丝:焊接介体。
4.3海绵:清洗烙铁头。
4.4助焊剂:溶解氧化物或污物。
4.5剪刀:修剪锡丝或镀锡芯线。
4.6烙铁温度检测仪:检测烙铁温度。
4.7放大镜:对30AWG以上芯线焊点或PCB IC锡点进行锡点检验。
5.0安全防范:5.1手与烙铁头保持一定距离,作业时需戴手指套,以免手指被烫伤或掐伤芯线。
5.2禁止将易燃/易爆物品靠近烙铁,避免爆炸或燃烧伤人。
5.3在维修机台或更换烙铁尖时需关闭电源,拔出电源插头。
5.4烙铁开启后,手不可以直接接触烙铁,防止烫伤。
5.5烙铁下方须有抽烟管,每次使用时需开启抽风机进行排烟。
员工作业须戴口罩,防止吸入锡烟。
6.0焊锡知识6.1焊接之方式:焊接的方式有:点焊、勾焊、环焊,目前我司较常用的为点焊和环焊。
6.2连接器焊接形状分类:杯口型(如USB2.0 U型脚)、平面型(如PCB 平口焊盘,USB3.0平口焊盘)、引脚型(如 LED 引脚.M12 M8系列产品引脚)、穿孔型(如PCB插孔焊接以及机板端子焊接)。
6.3焊点的形成条件:7.5.1被焊材料应具有良好的可焊性;7.5.2被焊金属材料表面要清洁;7.5.3焊接要有适当的温度;7.5.4锡丝的成分与性能适应焊接要求。
6.4锡丝材质分类:主要有Sn-Cu(铜锡丝)、Sn-Ag(银锡丝)、Sn-Ag-Cu (银铜锡丝)三种最常见合金,公司最常用锡丝为Sn-Cu(0.8MM、1.0MM、1.5MM),以下以Sn-Cu锡丝规格说明:例如﹕Sn99.3,Cu0.7 1.0φ,flux2.0%,RoHS举例说明:Sn 99.3---锡成份99.3%Cu 0.7---铜成份0.7%1.0φ---锡丝直径1.0mmflux2.0%---助焊剂比例2.0%RoHS---锡丝符合环保要求6.5烙铁介绍:烙铁是提供温度的工具,温度的大小和稳定是焊接品质的先决条件,所以选择好烙铁尤其重要,目前市场有多种功率和种类的烙铁,其调节温度的范畴和稳定性各不相同,目前本公司主要使用的烙铁为恒温烙铁和手拿烙铁。
喷涂作业指导书SOP 通用型

产品型号(料号)通用型工序名称素材检查,上挂使用设备工序号1※ 操作 ※ 使用材 ※ 图示温度:室工件照度:作业手套人员: 校※ 注意/1.上挂时注意根据工件的大※ 作业1.依据相 是否2.将外观符合要求 每个挂 3.要挂稳挂(依照不4.作业人员5.出现异常6.注意不要发行日期版本A03.将外观不良品(如变形,缺料,混料,严重刮伤的先挑选出来,摆放在栈板上,然后请品管确认。
形状间保持距离,避免在冲洗过程中碰撞变形,刮花和掉落。
2.上挂产品要小心﹐防止碰伤﹐刮伤,变形等不良产生。
变更内容首次发行前处理输送带文件编号变更履历东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P产品型号(料号)通用型工序名称预脱脂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件压力:脱脂剂※ 作※ 注意/1.进行操作 脂效果,2.游离碱 PH值 (检测频3.依检测结4.作业时需5.出现异常发行日期版本预脱脂喷淋室文件编号 作 业 指 导 书 S O P变更履历变更内容产品型号(料号)通用型工序名称脱脂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件喷水压脱脂剂※ 作※ 注意/1.进行操作 脂效果,2.游离碱 PH值 (检测频3.依检测结4.作业时需5.出现异常发行日期版本作 业 指 导 书 S O P脱脂喷淋室文件编号变更履历变更内容产品型号(料号)通用型工序名称水洗1使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间: 1-自来水 ※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需 下进4.出现异常发行日期版本水洗喷淋室文件编号变更履历变更内容作 业 指 导 书 S O P产品型号(料号)通用型工序名称水洗2使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间: 1-自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需下进 4.出现异常发行日期版本变更履历变更内容作 业 指 导 书 S O P水洗喷淋室文件编号产品型号(料号)通用型工序名称皮膜使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间:锌系磷化液 ※ 作 ※ 注意/1.确认电 1.进行操作2.开启电工站是否处3.上下来 2.浓度2%4.表面调 3.PH值1-2 带动4.作业时需5.正常皮膜发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P文件编号变更履历变更内容皮膜产品型号(料号)通用型工序名称水洗3使用设备工序号※ 操作条件 ※ 使用材料及工具 ※ 图示温度:室工件时间: 1-自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电面脱脂是否3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需 下进 4.出现异常发行日期版本变更履历变更内容文件编号东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P产品型号(料号)通用型工序名称水洗4使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件时间:自来水※ 作 ※ 注意/1.确认电 1.进行操作2.开启电 面处理干3.上下来 2.污染度4.打开自 PH值:5.生产完 (检测频6.清洗完 3.作业时需下进入 4.出现异常发行日期版本文件编号变更履历变更内容作 业 指 导 书 S O P产品型号(料号)通用型工序名称水切干燥使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:挂具/瓦斯链速: ※ 作 ※ 注意/1.作业员 1.上挂时作 要 污.手汗2.依据工 2.上挂时注3.作业员 3.注意工件 挂具 以利于4.挂具靠 4.不得挂长5.上挂后 的工件 入脱5.不得直接6. 出现异发行日期版本燃烧机,烘烤炉文件编号变更内容变更履历作 业 指 导 书 S O P产品型号(料号)通用型工序名称前处理下挂使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:挂具链速: ※ 作 ※ 注意/1.作业员 1.上挂时作 要 污.手汗2.依据工 2.上挂时注3.作业员 3.注意工件 挂具 以利于4.挂具靠 4.不得挂长5.上挂后 的工件 入脱5.不得直接6. 出现异发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P文件编号变更履历变更内容产品型号(料号)通用型工序名称贴纸使用设备工序号※ 操 ※ 使用材 ※ 图示温度:室工件照度:※ 作 ※ 注意/1.依据相 1.贴纸时作 要 以避免产2.依据工2.不可漏3.美工刀不要碰伤或刮4.将贴好 4.注意安 然后再以免弄伤自发行日期版本东莞市忆威五金塑胶制品有限公司作 业 指 导 书 S O P流水线文件编号变更履历贴完后自检有没有贴示不良的不良产生。