工装模具验证记录表
VDA6.4 生产设备工装夹模具行业 过程审核检查表清单 P1~P7

评分说明:
1 .判定标准:完全符合要求 10 分,绝大部分符合要求 8 分,部分符合要求,有少量偏差 6 分,少部分符合要求,偏差严重 4 分,完全不符合
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
nb 表示
过程
过程要素
考虑要点
审核发现
评分
过程参数/检验特性原则上都要注明公差,生产文件和检
验文件必须位于生产工位/检验工位,如有偏差必须将所
采取的措施记录存档,相关说明例如:
nb 表示
过程
过程要素
考虑要点
审核发现
评分
P1产品开发的策划
⁻图纸、标准、规范、产品建议书
-物流运输方案
-技术供货条件、检验规范
-质量协议、目标协议
1.1
是否已具有顾客对产品的要 求?
-重要的产品特性/过程特性 -订货文件(包括零件清单和进度表)
-法规/规定
-用后处置计划,环保要求
-资质证明
-顾客对项目管理的特殊要求
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
nb 表示
过程
过程要素
考虑要点
审核发现
评分
—顾客要求
工装模具登记记录表(1)

修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01修改日期: 2008.07.01 工位器具登记及领用记录表发布日期: 2008.07.01。
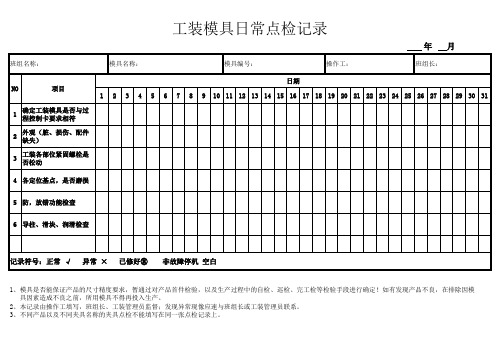
工装模具日常点检记录
月
4 各定位基点,是否磨损 5 防,放错功能检查 6 导柱、滑块、润×
已修好ⓧ
非故障停机 空白
1、模具是否能保证产品的尺寸精度要求,暂通过对产品首件检验,以及生产过程中的自检、巡检、完工检等检验手段进行确定!如有发现产品不良,在排除因模 具因素造成不良之前,所用模具不得再投入生产。 2、本记录由操作工填写,班组长、工装管理员监督;发现异常现像应速与班组长或工装管理员联系。 3、不同产品以及不同夹具名称的夹具点检不能填写在同一张点检记录上。
工装模具日常点检记录
年
班组名称: 模具名称: 模具编号: 日期 NO 项目 1 1 2 3 确定工装模具是否与过 程控制卡要求相符 外观(脏、损伤、配件 缺失) 工装各部位紧固螺栓是 否松动 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 操作工: 班组长:
工装模具履历表
模具状态
使用次数
领用人
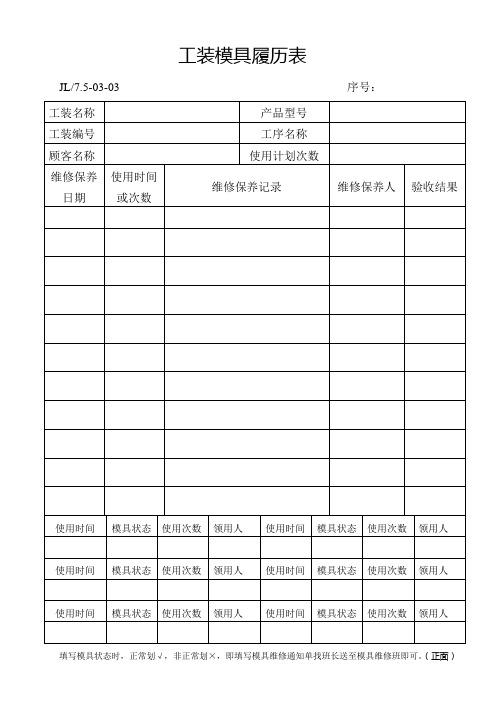
填写模具状态时,正常划√,非正常划×,即填写模具维修通知单找班长送至模具维修班即可。(正面)
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态使用次数领用人Fra bibliotek使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
工装模具履历表
JL/7.5-03-03序号:
工装名称
产品型号
工装编号
工序名称
顾客名称
使用计划次数
维修保养日期
使用时间或次数
维修保养记录
维修保养人
验收结果
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
使用次数
领用人
使用时间
模具状态
VDA6.4 生产设备工装夹模具行业 过程审核检查表清单 P1~P7
nb 表示
过程
过程要素
考虑要点
审核发现
评分
P1产品开发的策划
⁻图纸、标准、规范、产品建议书
-物流运输方案
-技术供货条件、检验规范
-质量协议、目标协议
1.1
是否已具有顾客对产品的要 求?
-重要的产品特性/过程特性 -订货文件(包括零件清单和进度表)
-法规/规定
-用后处置计划,环保要求
-资质证明
-顾客对项目管理的特殊要求
评分说明:
1 .判定标准:完全符合要求 10 分,绝大部分符合要求 8 分,部分符合要求,有少量偏差 6 分,少部分符合要求,偏差严重 4 分,完全不符合
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
-环境承受能力
-进度表/时间框架
-成本框架
⁻项目领导,项目策划小组/职责
-具有素质的人员
是否已计划/已具备项目开展所 -通讯方式
1.6
需的人员与技术的必要条
-在策划期间来自/发向顾客的信息(定期碰头,会议)
件?
-模具/设备
-试验/检验/试验室装备
-CAD,CAM,CAE
P2产品开发的实施
VDA6.4 生产设备/工装夹模具行业 过程审核检查表清单
VDA6.4 生产设备/工装夹模具行业 过程审核检查表清单
评分说明:
1 .判定标准:完全符合要求 10 分,绝大部分符合要求 8 分,部分符合要求,有少量偏差 6 分,少部分符合要求,偏差严重 4 分,完全不符合
要求 0 分
2 . Ee=所有有关的提问所得分数总和/ 所有有关的提问可能得到的分数总和,注“绝大部分”为约3/4 以上的证明有效且无特别风险, 不适用的用
工装模具调试记录表
品质部 技术部
副总
保存期限:永久
否(
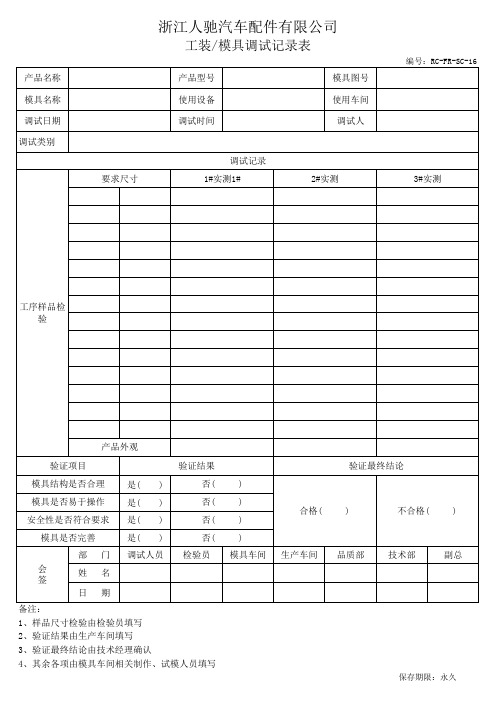
安全性是否符合要求 是( )
否(
模具是否完善
是( )
否(
部 门 调试人员 检验员
会
姓名
签
日期
备注: 1、样品尺寸检验由检验员填写 2、验证结果由生产车间填写 3、验证最终结论由技术经理确认 4、其余各项由模具车间相关制作、试模人员填写
) ) ) ) 模具车间
合格( 生产车间
验品名称 模具名称 调试日期 调试类别
浙江人驰汽车配件有限公司
工装/模具调试记录表
产品型号 使用设备 调试时间
模具图号 使用车间 调试人
要求尺寸
调试记录 1#实测1#
2#实测
编号:RC-FR-SC-16
3#实测
工序样品检 验
产品外观
验证项目
验证结果
模具结构是否合理 是( )
否(
模具是否易于操作 是( )
工装模具管理程序(含表格)
工装/模具管理程序(IATF16949:2016)1、范围1.1 为了在生产过程中正确使用、维护和保持工装/模具的良好状态,确保产品质量符合规定的要求,特制定本程序。
1.2 本程序规定了工装/模具的设计、制造、验收、维护和管理的职责、内容及要求。
1.3 本程序适用于本企业工装/模具的管理。
2、术语本程序引用IATF16949:2016标准中的有关定义。
3、职责3.1 生产科为本程序归口管理部门,负责工装/模具制造、使用维护、保养与管理。
3.2 技术科负责工装/模具设计。
3.3 质管科组织相关人员对工装/模具进行验收、验证。
3.4 工作流程4、程序内容4.1 工装/模具设计4.1.1 工装/模具设计必须结构合理、使用方便、安全可靠、符合产品的质量要求。
4.1.2 由技术科进行工装/模具图纸设计,按《技术文件控制程序》执行。
4.2 工装/模具制造4.2.生产科根据工装/模具配备的技术要求,确定自制和委外制造任务。
4.2.2 凡本企业无能力制造时,由生产科委外供方制造,并要对供方能力进行评定和监控,具体执行《供方评价程序》。
4.3 工装/模具验收4.3.1 由质管科组织生产科、技术科、使用班组及相关人员对完成的工装/模具共同进行验收,并填写“工装/模具验收记录”,合格后方可投入生产使用。
4.3.2 验证合格的工装/模具图纸由技术科保管。
4.4 工装/模具的管理4.4.2 生产科负责对工装/模具进行统一管理,并制定工装/模具统一编号规定,建立工装/模具台帐,制定“工装/模具周检计划”。
4.4.2 各生产班组也应建立“工装/模具台帐”。
4.4.3 工装/模具图纸发放必须加盖“受控”印章,执行《技术文件管理程序》。
4.4.4 各类工装/模具要做好防护工作,使工装/模具处于良好状态。
4.4.5 专用工装/模具应有所属产品图纸的专用编号,存放地有状态标识,状态标识包括合格、待修、不合格等。
4.4.6 质管科组织按计划对工装/模具进行周检,检验员做好“工装/模具周检记录”。
工装模具使用维修和维护保养程序(含表格)

工装模具使用/维修和维护保养程序(IATF16949-2016/ISO9001-2015)1.0目的为了强化工装模具的管理,使工装模具的使用、维修和维护保养工作有针对性、有目的的开展,从而保证工装模具处于良好状态。
2.0适用范围本规定只适用于本公司工装模具的使用、维修和维护保养等工作。
3.0职责3.1生产部负责工装模具的维修、维护保养工作的归口管理部门。
3.2使用部门负责工装模具的使用、维护、保养相关工作。
3.3技术部负责工装模具使用、维修、维护保养中产品件的技术确认。
3.4质保部负责工装模具使用、维修、维护保养中产品件的测量和出具质量检测报告。
4.0工作内容:对操作者进行设备和工装模具安全操作和维护保养培训合格后,操作者才可上岗操作。
模具的维护保养工作,应贯穿在模具的使用、维修、维护保养、保管工作各个环节中,模具的保养包括“日常保养、定期保养和伴随模具的维修维护而进行的保养”。
对我公司无维护保养能力的工装模具,经总经理批准后可定期进行委外维护保养。
工装模具在使用、维修、维护保养过程中操作人员必须使用相关防护措施,保证安全。
在使用、维修和维护保养过程中对首末件、生产件必须严格按照工艺进行检测,经调整仍不满足工艺要求的,立即切换备用工装/模具(或模块),备用工装/模具(或模块)切换完成后对产品件进行严格检测,经检测合格后方备用工装/模具(或模块)可投入使用。
4.1工装/模具维修:4.1.1本公司维修分为两大类:内部维修和外部(委外)维修。
外部(委外)维修分为:小修、中修、大修。
小修:由模具管理人员进行确认后,可进行委外维修。
中修:由生产部和技术部相关人员确认后,可进行委外维修。
大修:由公司总经理确认批准后,可进行委外维修。
4.1.2生产过程中若发生工装/模具损坏事故,应立即停机。
报告车间班组长或车间主任并保持现场,由模具主管召集技术部和生产部门相关人员召开现场分析会,如确认厂内维修填写《工装/模具维修申请单》,将首末件和工装模具及辅助件交给模具维修车间进行厂内维修。